
- Ortofosforskābe plūsmai
- Ierīces shematiskā diagramma
- Kam domāts kolofonija?
- Akumulatora lodēšanas iekārta
- Pilnvaras un uzdevumi
- Pirmie soļi: topošā lodāmura roktura-korpusa sagatavošana
- Padeves vada rievu sagatavošana
- Plūsmas izvēle
- Ar ko var aizstāt lodēšanas skābi?
- Norādījumi mazu caurumu blīvēšanai
- Pamatdarbības procedūras
- Metālu lodēšanas iezīmes
- Iespējamie darbības traucējumi
- Svarīga detaļa ir lodāmura gals
- Lodēšanas iespējas
- 12V lodāmura galīgā montāža
- Apmācība
- darba vieta
- Lodāmura izvēle pēc jaudas
- Lodāmurs darbam
- Lodēšanas daļas
- Fosforskābes lodēšana
- Sagatavošanas posms
- Lodēšanas operāciju veidi
Ortofosforskābe plūsmai
Otrs izplatītākais lodēšanas skābes veids ir fosforskābe H3PO4. Tas arī ideāli noņem oksīda plēvi no metāla virsmām un novērš tās atjaunošanos.
Atsauce: H3PO4 (ortofosforskābe) ir daudzu metālapstrādes pretkorozijas savienojumu sastāvdaļa.
Lai veiktu kvalitatīvu niķeļa vai hroma elementu lodēšanu, šādu skābi izmanto neatšķaidītu. Tajā pašā laikā sastāvs, kas sagatavots, izmantojot to, ietver 1/3 etanola vai etilspirta.
SVARĪGI ZINĀT: Titāna metināšanas tehnoloģija un īpašības
Fosforskābes daļa tiek ņemta 32%, un 6% attiecas uz kolofoniju.
Ļoti bieži H3PO4 tiek kombinēts ar cinka hlorīdu, savukārt tā masa gatavajā plūsmā var sasniegt 50%.
Fosforskābes izmantošana neaprobežojas tikai ar niķeļa sakausējumu cietlodēšanu, to izmanto, lai savienotu elementus, kas izgatavoti no nerūsējošā tērauda, vara, alumīnija un mazleģēta tērauda.
Ortofosforskābe ir klasiskās aktīvās plūsmas "F-38 N" sastāvdaļa, kuras izmantošana ļauj lodēt vara sakausējumus un tīru varu, dažādus tēraudus un hroma-niķeļa sakausējumus.
"F-38 N" ir lieliska iespēja darbplūsmas veikšanai grūti sasniedzamās vietās, tai ir iespēja aizsargāt lodētos elementus no korozijas.
Video:
"F-38 N" sastāvdaļas ir: sālsskābes dietilamīns un 25% ortofosforskābe.
Ortofosfora lodēšanas kompozīcija tiek raksturota kā uguns un sprādziendroša
Tajā pašā laikā ir ieteicams produktu uzglabāt un lietot, ievērojot visus piesardzības pasākumus.
Ja nokļūst uz ādas, mazgāt to vismaz 10 minūtes zem tekoša ūdens.
Ierīces shematiskā diagramma
Ierīcei nav sarežģītu struktūru un tehnisku detaļu. Shēma ir diezgan skaidra, un jūs varat viegli salikt jaudīgu lodāmuru ar savām rokām. Pilnajā ierīces komplektācijā ietilpst:
- Stienis izgatavots no vara materiāla.
- Metāla korpuss.
- Metāla caurule.
- sildīšanas sastāvdaļa.
- Izolējošs rokturis.
- Dakša.
- Vads (barošanas elements).

Zemsprieguma lodāmurs
Kas nepieciešams, lai izgatavotu mājās gatavotu 220 voltu lodāmuru? Elektriskās drošības nolūkos mēs iesakām izgatavot zemsprieguma lodāmuru 12-14 voltiem, lai gan montāžas princips neatšķiras pēc pamatīpašībām. Darbam jums būs nepieciešami šādi materiāli, instrumenti:
- Uzlādējams litija jonu akumulators Varat izmantot vecus akumulatorus no klēpjdatora vai skrūvgrieža.
- Neliels vara stieples gabals, vēlams līdz 2 mm diametrā. Garums nav lielāks par 6 cm, šis segments mums būs vajadzīgs kā spirāles tinums.
- Caurules izgatavotas no karstumizturīgas stikla šķiedras. Cauruļu diametrs ir vēlams 3,8 mm un 1 mm. Šāda caurule ir paredzēta kā sildelementa metāla korpusa korpuss. Kā alternatīvu varat izmantot nestrādājošas tējkannas izolācijas materiālu.
- Vads ir nihroms, ieteicams ņemt stiepli ar diametru 0,3 mm. Meklējiet materiālu vecā, salauztā matu žāvētājā. Šāda vada garumu izvēlēsimies empīriski, ņemot vērā visas ierīces galvenās konstrukcijas jaudas, ieskaitot akumulatoru, ja plānojat to uzstādīt uz lodāmura, nevis elektrības vadu.
- Neliels segments no teleskopiskās antenas ar diametru 4 mm, šādas daļas garums ir aptuveni 3 cm.
- Dzelojumam ņemam nelielu gabaliņu viendzīslas tipa vara stieples. Diametru vislabāk ņemt ar ātrumu 3,8 mm.
- Vads, kas paredzēts strāvas avota savienošanai ar lodāmuru.
- Rokturim mēs izvēlamies koka vai plastmasas cauruli ar labām elektroizolācijas īpašībām.
Principā tas ir pamats materiālu kopumam, kas paredzēts, lai sāktu uzdevumu, kā ar savām rokām izgatavot lodāmuru.
Kam domāts kolofonija?
Ne daudzi cilvēki zina, kāpēc lodēšanai ir nepieciešams kolofonija. Lai atbildētu uz šo jautājumu, jums jāsaprot, ka šī ir sveķaina viela, kas ir plūsma. Detaļu savienošanas laikā ar lodāmuru uz apstrādājamās virsmas veidojas oksīda plēve. Tas neļauj lodēt savienot detaļas. Lai noņemtu šo plēvi, jums jāizmanto plūsma vai kolofonija. Sveķainā viela efektīvi tiek galā ar šo uzdevumu temperatūrā, kas pārsniedz 150 grādus.









Kolofoniju izmanto lodēšanai, lai uzlabotu savienojumu parametrus. Tas palīdzēs tikt galā ar problēmām, kas saistītas ar nepietiekamu lodēšanas plūsmu. Tas var lēnām aizpildīt šuvi un samazināt savienojuma izturību. Galvenokārt izmanto sveķus mājas remontdarbiem. Ražošanā tiek izmantotas nopietnas kompozīcijas ar uzlabotām īpašībām un īpašībām.
Sveķus var izmantot ne tikai radio komponentu un vadu lodēšanai. Pamatojoties uz to, tiek izgatavotas lakas un krāsas. Tā ir viena no plastmasas ražošanas sastāvdaļām. Ar tās palīdzību tiek apstrādātas mūzikas instrumentu stīgas. Filmu industrijā kolofoniju izmanto efektu radīšanai.
Kolofonija, kolofonija īpašības un lodēšanas īpašības
Akumulatora lodēšanas iekārta
Saprotot, kā nomainīt parasto lodāmuru, vispirms ieteicams pievērst uzmanību šai ierīcei. Ar to būs iespējams lodēt pat visnepieejamākajās vietās bez elektrības pieejamības, augstumā utt.
Lai saliktu šādu mājās gatavotu lodāmuru, jums būs nepieciešams:
- Akumulators.
- Lodēt ar kolofoniju.
- Pāris vadi.
- Grafīta zīmulis.
- Krokodila klips.
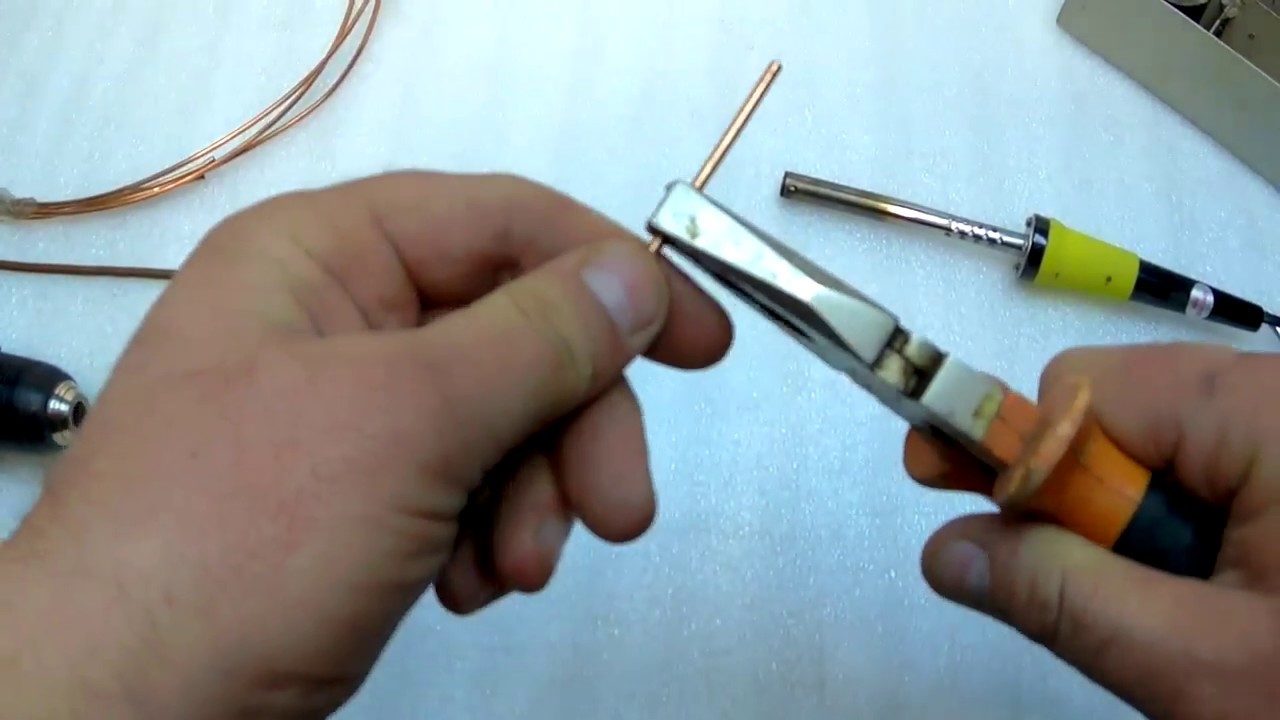
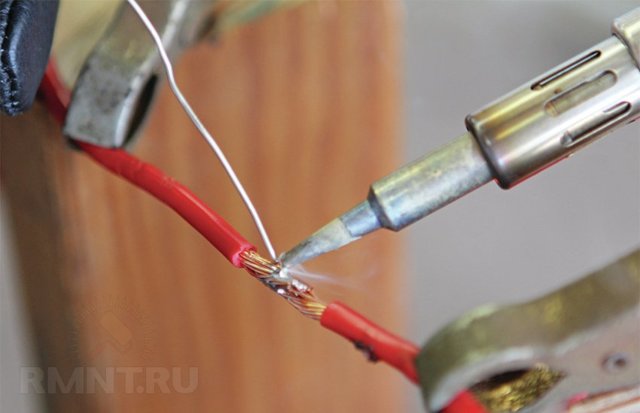
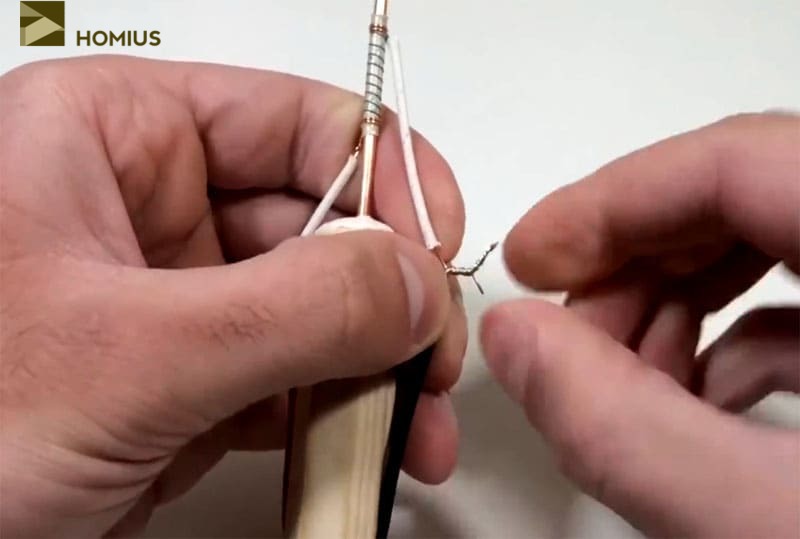
Faktiski process, ko veic, izmantojot šādu mājās gatavotu lodāmuru, nav lodēšana, bet gan metināšana. Viss tiek darīts šādi. Ņem 2 vadus un uztin pa virsu pāris apgriezienus lodmetāla ar kolofoniju iekšā. Tālāk lodējamajiem izstrādājumiem jāpievieno jebkurš akumulatora elektrods. Savienojiet otro elektrodu ar zīmuļa grafīta vadu. Vispirms tas ir jātīra. Pēc tam uz sekundes daļu jāpieskaras lodēšanas stienim. Parādīsies loks, augstas temperatūras ietekmē lodmetāls uzreiz izkusīs, kas nodrošinās ļoti uzticamu lodēšanu.
Šī metode ir piemērota, lai savienotu vadus, kuru diametrs nepārsniedz 1 mm. Ja nedaudz ilgāk turat grafīta stieni uz vadu galiem, varat sametināt vara stieples. Pirms šāda lodāmura izmantošanas ieteicams nedaudz pavingrināties ar nevajadzīgiem izstrādājumiem.
Pilnvaras un uzdevumi
- Lodāmurs mikroshēmām - jauda 10-20 W
- Radio komponentu lodāmurs - jauda 30-40 W
- Universāls lodāmurs - 60 W
- Lodāmurs bieziem vadiem un lielām detaļām - 80-100 W
Pārdošanā var atrast arī jaudīgākus lodāmurus - no 100 W, kurus izmanto rupjajam korpusa konstrukciju remontam āra apstākļos. Bet šiem nolūkiem, mūsuprāt, labāk ir izmantot īpašu fēnu vai pūtēju.
Atbildot uz jautājumu, kuru lodāmuru izvēlēties mikroshēmām, mēs nekavējoties uzsveram, ka šajā jautājumā galvenās grūtības ir visu mikroshēmas kāju lodēšanas punktu vienlaicīga kušana. Tāpēc tieši mikroshēmām (atmiņas mikroshēmām, kontrolleriem u.c.) ir rūpīgi jāizmanto vai nu lodēšanas žāvētājs, vai lodāmurs, lai izkausētu katra kontakta vietu un izmantotu speciālu instrumentu (vara stiepļu pinumu vai atlodēšanu). sūknis), lai izvēlētos no tā alvu. Šiem nolūkiem ir piemērots lodāmurs ar jaudu 20-30 vati.
Pirmie soļi: topošā lodāmura roktura-korpusa sagatavošana
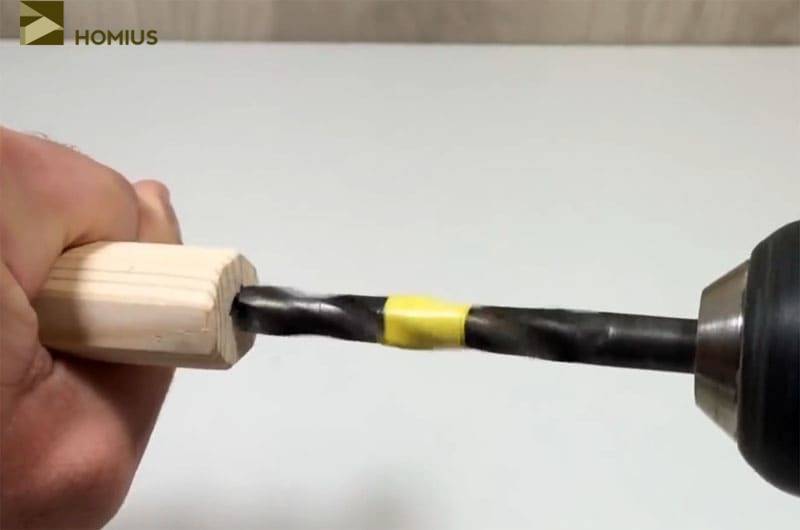
Sākumā tika paņemts koka rokturis (labāk ņemt bērzu vai kļavu), pagriezts "zem rokas" un noslīpēts. Tam var dot jebkuru formu, bet es pirmo reizi nedarīju papildu darbu. To arī nevajadzētu gatavot pārāk garu, lai gan tā ir gaumes lieta.
 Koka rokturis, ko izmantot kā rokturi
Koka rokturis, ko izmantot kā rokturi
Tālāk darbā ienāca urbis ar resno urbi, uz kura ar elektriskās lentes palīdzību iezīmēju urbuma ierobežotāju. Ar 2-3 cm dziļumu 12 V mini lodāmuram bija pilnīgi pietiekami. Caurums, kas izveidots roktura centrā no gala, kalpos strāvas kontaktligzdas uzstādīšanai un vadu vilkšanai uz sildelementu.
Aizmugurē tika izurbts identisks caurums, kas kalpos lodāmura uzgaļa uzstādīšanai.
 Mēs urbjam vienādus caurumus abās lodāmura roktura pusēs
Mēs urbjam vienādus caurumus abās lodāmura roktura pusēs
Padeves vada rievu sagatavošana
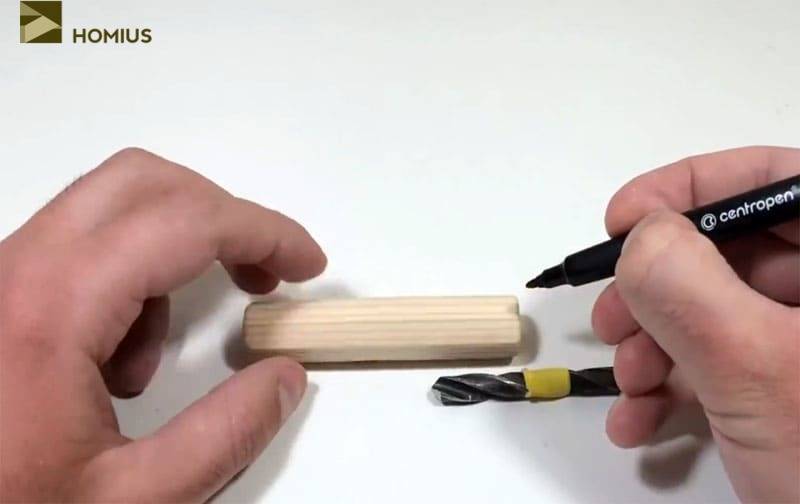
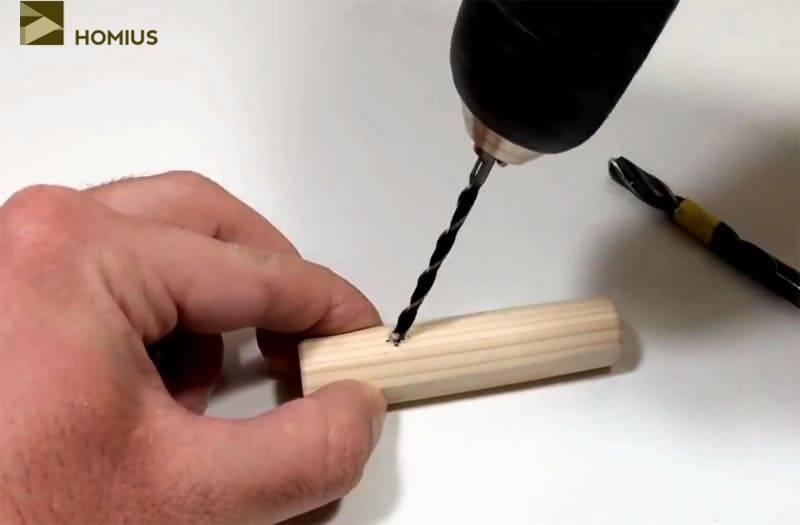
2-3 cm attālumā no malas, kur plānots ierīkot kontaktdakšas kontaktligzdu, izdarām marķējumus diviem caurumiem (pretējām pusēm). Attāluma mērīšanas ērtībai varat izmantot to pašu urbi ar dziļumu, kas atzīmēts ar elektrisko lenti.Nosakot urbumu atrašanās vietu ar marķieri, mēs atkal uzņemam urbi, bet ar jau plānāku urbi.
 Mēs atzīmējam vadu caurumu urbšanas punktus
Mēs atzīmējam vadu caurumu urbšanas punktus
Urbšana zem vadiem jāveic nelielā leņķī – tā vēlāk tos būs vieglāk izstiept. Rezultātā tam vajadzētu izrādīties tā, lai vads ieietu no gala un zem neliela saliekuma tiktu novietots tālāk, roktura pretējā galā, uz kura atradīsies lodāmura gals.
 Plānāku caurumu urbšana leņķī, lai atvieglotu stieples izvilkšanu
Plānāku caurumu urbšana leņķī, lai atvieglotu stieples izvilkšanu
Tagad jums ir jāpārliecinās, ka vadi, kas stiepjas no strāvas kontaktligzdas gar rokturi, netraucē, strādājot ar lodāmuru. Lai to izdarītu, no caurumiem līdz malai, kur atradīsies dzelonis, es izgriezu rievas. To ir viegli izdarīt ar parasto biroja nazi. Protams, ja rokturis būtu no priedes, šķiedrām būtu daudz vieglāk griezt cauri, taču šāds materiāls tika uzreiz “marķēts”. Iemesls tam bija tas, ka netika plānots roktura papildu pārklājums, kas nozīmē, ka darba laikā pastāvēja iespēja, ka rokas var sasmērēt sveķus.
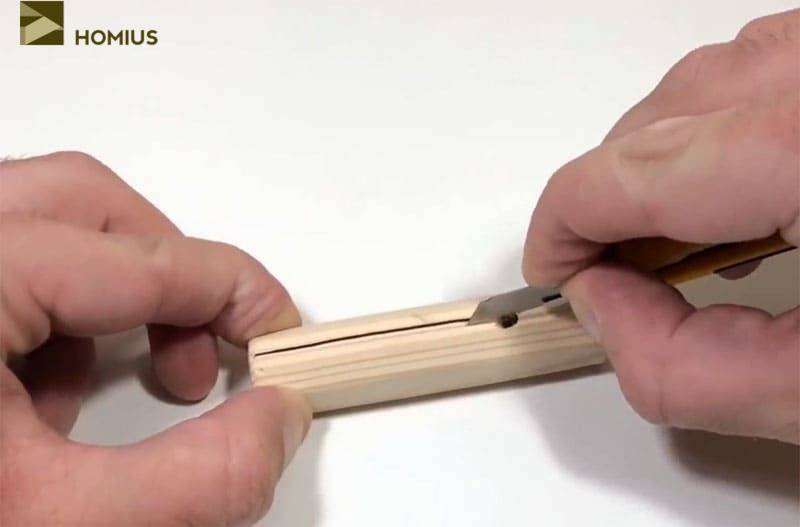 Mēs izgriezām rievas, kurās vēlāk tiks ievietots vads
Mēs izgriezām rievas, kurās vēlāk tiks ievietots vads
Kad rievas ir izgrieztas, tās vēlams nedaudz izgriezt ar parasto apaļo adatas vīli. Patiešām, neskatoties uz 12 V lodāmura amatniecības ražošanu, tiem ir jāstrādā, kas nozīmē, ka precizitāte šeit nepavisam nebūs lieka. Rezultātā ieguvām rokturi ar atverēm abās pusēs un rievām stieplei, kas ir gatavs turpmākajam darbam - vadu lodēšanas ierīces pildījuma montāžai.









 Rokturis gatavs, var sākt montēt
Rokturis gatavs, var sākt montēt
Plūsmas izvēle
Runa ir par vara detaļu lodēšanu.Dzelzs un alumīnija gadījumā ir īpašas skābes kompozīcijas, šī ir atsevišķa materiāla tēma.
Patiesībā tā ir katra personīgā izvēle. Jums vienkārši jāizmēģina dažādas kompozīcijas un jānosaka sev piemērotākā. Kādam patīk lodēšanas tauki (konsistence kā tauki), kādam patīk šķidrums. Mēs runāsim par tradicionālo kolofoniju.
Precīzāk - kā pareizi ar to lodēt.
Šim priežu sveķu bāzes kušņam ir lieliskas tīrīšanas īpašības. Nodrošina mehānisku un ķīmisku tīrīšanu, turklāt labi pasargā virsmu no oksidēšanās sildot. Ir tikai viens trūkums: tīrā veidā kolofonija ir cieta. Tas nozīmē, ka to nevar iepriekš uzklāt uz savienojamajām daļām. Tomēr tehnoloģija ir
- pieskaroties kolofonijai ar lodāmura galu, mēs uzņemam uz tā lodmetālu;
- mēs iegremdējam daļas vai stieples kājas plūsmā, izmantojot lodāmuru (tas kūst), bet virsma ir pārklāta ar plānu lodēšanas kārtu;
- līdzīgi uzklāj lodēšanu lodēšanas vietā;
- skārdu daļu (vadu) dokojam ar lodēšanas vietu;
- pieskarieties plūsmai ar lodāmuru, pēc tam paņemiet lodmetālu, atkal iemērciet to kolofonijā;
- nekavējoties pārnesiet dzēlienu uz lodēšanas zonu.
Detaļas šādā veidā ir lodētas gadu desmitiem. Ar noteiktu prasmi, ierobežojumiem pēc materiālu izvēles nav savienojuma. Šī tehnika ir ideāli piemērota apmācībai. Ja jūs to apgūsit, pārējās metodes šķitīs vēl vienkāršākas.
Ar ko var aizstāt lodēšanas skābi?
Nav daudz vielu, kuras varētu uzskatīt par alternatīvu šai skābei. Dažus no tiem ir viegli pagatavot mājās, lai gan ne vienmēr ir iespējams iegūt vēlamās īpašības.
Viena no vienkāršākajām un pieejamākajām vielām, ko var izmantot lodēšanas skābes vietā, ir parastā aspirīna ūdens šķīdums. Lai to iegūtu, jums vienkārši jāpaņem tablete, jāsasmalcina ātrākai izšķīdināšanai, jāielej ūdens traukā un rūpīgi jāsamaisa, līdz nepaliek neviena cieta daļiņa. Iegūtā šķīduma izmantošana ir līdzīga citiem plūsmas veidiem. Šādas vielas neapšaubāma priekšrocība ir tās absolūtais nekaitīgums un drošība.
Varat arī izmantot citronskābi vai etiķskābi, taču tās nav tik efektīvas kā lodēšana. Tie jau tiek pārdoti atšķaidītā veidā, tāpēc papildu manipulācijas ar tiem nav nepieciešamas.
Vēl viena iespēja ir koncentrēta sālsskābe. Tā ir viena no galvenajām sākotnējās plūsmas sastāvdaļām, taču to var izmantot arī lodēšanas skābes pagatavošanai mājās. Pateicoties augstajai agresivitātei, tas ļauj kvalitatīvi atbrīvoties no visdažādākajiem piesārņojuma veidiem un garantē drošu aizsardzību. Tomēr tas ir bīstams veselībai un var izraisīt delikāto daļu koroziju, tāpēc šie aspekti jāņem vērā, veicot lodēšanu.
Aktīvie lodēšanas tauki ir sevi pierādījuši labi, kas labi tiek galā ar piesārņojumu. Tāpat tā neapšaubāma priekšrocība ir lietošanas vienkāršība un ērta novietošana uz izstrādājuma virsmas. Tomēr, tāpat kā lodēšanas skābe, tā ir ļoti agresīva viela, kas rada risku cilvēka veselībai un nav ieteicama lietošanai ar plāniem metāla izstrādājumiem.
Cienīga alternatīva lodēšanas skābei ir fosforskābe.Tas ir ērti lietojams, par pieņemamu cenu, labi tiek galā ar oksīdu, smērvielu un citām plēvēm un nosēdumiem, bet tajā pašā laikā tas ir saudzīgs pret metāliem.
Ja pie rokas nav oriģinālās lodēšanas skābes, varat patstāvīgi sagatavot tās nomaiņu mājās. Protams, viņai nebūs tik bagātīgs sastāvs, taču viņa vienalga lieliski tiks galā ar viņai uzticētajiem uzdevumiem.
Norādījumi mazu caurumu blīvēšanai
Šī metode ir piemērota mazu caurumu blīvēšanai. diametrs līdz 5-7 mm, piemēram, necaurlaidīgos traukos. Vispirms rūpīgi jānotīra vieta ap caurumu. Dariet to ar smilšpapīru, vīli vai rīvētu ķieģeli. Ja plānojat lodēt emaljētus izstrādājumus, vispirms emalja ir jānoņem apmēram 5 mm ap caurumu. Lai to izdarītu, piestipriniet kāda metāla priekšmeta stūri pie cauruma malas un nositiet emalju, viegli piesitot ar āmuru.
Rūpīgi notīriet tukšo metālu. Paņemiet smalki sagrieztu kolofoniju un piepildiet ar to lodēšanas vietu. Kodinātas sālsskābes klātbūtnē pārklājiet produktu ar to. No izstrādājuma iekšpuses ielieciet skārda gabalu vai, vēl labāk, tretniku uz cauruma. Tālāk jums ir nepieciešams uzsildīt produktu. To var izdarīt virs petrolejas vai spirta lampas, primus plīts, pat elektriskā plīts derēs. Emaljas izstrādājumu gadījumā vispiemērotākā ir spirta plīts. Tas nodrošinās nelielas izstrādājuma daļas uzsildīšanu un nesabojās pārējo emalju. Pagaidiet, līdz alva izkusīs, un noņemiet traukus no uguns. Izkausēta alva nodrošinās spēcīgu un uzticamu lodēšanu.
Pamatdarbības procedūras
 Tehnoloģiskā karte vai “pareizas” lodēšanas shēma ar lodāmuru iesaka šādu darbību veikšanas procedūru.
Tehnoloģiskā karte vai “pareizas” lodēšanas shēma ar lodāmuru iesaka šādu darbību veikšanas procedūru.
Pirms tiešās lodēšanas lodējamo priekšmetu virsmas tiek attīrītas no smagiem netīrumiem un korozijas nosēdumiem, pēc tam tās jānotīra līdz raksturīgam spīdumam.
Pēc tam detaļu lodēšanas vietas apstrādā ar iepriekš sagatavotu plūsmu, caur kuru ir iespējams uzlabot apstākļus lodēšanas izkliedēšanai pa saskares virsmu.
Pēc tam paliktnis vai lodēšanas vieta tiek pakļauta aizsargājošai alvošanai, kuras būtība ir uz tiem uzklāt šķidrā stāvoklī izkausētu lodmetālu. Tajā pašā laikā patērējamais materiāls vienmērīgi izkliedējas pa lodējamo detaļu virsmu un nodrošina uzticama termiskā savienojuma veidošanos.
Sagatavojot detaļas skārdināšanai, priekšroka tiek dota pastveida kušņiem, kas ir ērti uzklājami un viegli nomazgājami. Pirms apstrādes un lodēšanas detaļas ir iepriekš savienotas, mehāniski pagriežot vai saspiežot ar knaiblēm.
Pēc nostiprināšanas tiem atkal tiek uzklāta plūsma, un pēc tam saskares punkts tiek uzkarsēts, vienlaikus tajā ievietojot lodēšanas stieni (tā sastāvs var atšķirties no alvošanai izmantotā materiāla sastāva).
Nav iespējams iemācīties pareizi lodēt ar savām rokām, ja nemācās alvot lodāmura galu. Alvošanai pēc tam, kad lodāmurs ir pilnībā uzsilsts, darba uzgalis stingri jāpiespiež pret jebkuru virsmu, kas pārklāta ar foliju, un berzējiet ar to pāri izkausētajam kolofonam ar lodmetālu.









Šī darbība jāatkārto, līdz uz vara punkta malām parādās raksturīga lodēšanas plēve, kas nodrošina labu saķeri ar jebkuru metālu.
Jautājums par to, kā pareizi lodēt, nāk kopā ar interesi par to, kāpēc ir nepieciešama lodēšana un ko ar to var izdarīt. Agrāk lodēja galvenokārt katlus un samovārus, bet mūsdienās var lodēt arī augsto tehnoloģiju lietas.
Metālu lodēšanas iezīmes
Kvalitatīvam savienojumam ir svarīgi ievērot noteiktus norādījumus, darbs atšķiras no lodēšanas ar parasto lodmetālu. Lodēšanas skābi izmanto daudzos gadījumos, pirms darba ir svarīgi ievērot šādas darbības:
Lodēšanas skābi izmanto daudzos gadījumos, pirms darba ir svarīgi ievērot šādas darbības:
- Rupjus netīrumus, metāla oksidēšanos notīra ar smilšpapīru vai vīli.
- Šķidrumu rūpīgi uzklāj ar otu vai speciālu dozatoru, šķīdums ir šķidrā stāvoklī, tāpēc viegli izkliedējas pa virsmu.
- Alvošana notiek ar lodēšanas uzklāšanu, izstrādājumi tiek sastiprināti kopā.
Pēc procesa beigām ir nepieciešams noņemt atlikušo šķīdumu. To var izdarīt ar parastu ziepjūdeni vai sodas šķīdumu.
Ja atrodat kļūdu, lūdzu, atlasiet teksta daļu un nospiediet Ctrl+Enter.
Iespējamie darbības traucējumi
 Visbiežāk sastopamie lodāmuru darbības traucējumi (neatkarīgi no veida un jaudas) ir sildītāja tinuma vai daļējas pārtraukuma ķēdes izdegšana.
Visbiežāk sastopamie lodāmuru darbības traucējumi (neatkarīgi no veida un jaudas) ir sildītāja tinuma vai daļējas pārtraukuma ķēdes izdegšana.
Tas izpaužas faktā, ka lodāmurs vispār nesasilst, tas ir, tas zaudē savu efektivitāti.
Parasti atsevišķu pagriezienu aizvēršanās laika gaitā noved arī pie visas spirāles sadedzināšanas, kad parastais remonts vairs nepalīdz, un spirāle ir pilnībā jāpārtīta. Vislabvēlīgākajos apstākļos lodāmura sildīšanas trūkums var rasties šādu iemeslu dēļ:
- slikts kontakts sprieguma padeves vada un tinuma (spirāles) galu krustojumā;
- tīkla spraudņa kļūme;
- paša auklas viena serdeņa lūzums.
Visi šie darbības traucējumi tiek atklāti vizuāli pārbaudot, vai ar testera palīdzību, kas ieslēgts režīmā "Nepārtrauktība", pēc kura tiek veikts remonts.
Svarīga detaļa ir lodāmura gals
Lodēšanas kvalitāte un lietošanas komforts lielā mērā ir atkarīgs no lodāmurā izmantotā uzgaļa. No vara stieņa izgatavots dzelonis labi vada siltumu, un lodējums tam lieliski pielīp. Bet karsējot, šāds dzelonis pastāvīgi tiek pārklāts ar oksīdiem un pārogļojas, kā rezultātā tam nepieciešama pastāvīga tīrīšana.
Cits uzgaļu veids ir niķelēts metāla stienis. Tas izceļas ar nepatīkamu zvīņu veidošanās trūkumu un ir ērts juvelierizstrādājumu darbā ar mazām detaļām. Bet to nevar iztīrīt, jo. tas var izraisīt pārklājuma noņemšanu un lodēšanas līmes īpašību zudumu.
Lielākajai daļai mūsdienu lodāmuru ir ass konisks gals. Tas ļauj droši pieskarties blakus esošajam vadam, lai pietuvotos radio komponenta kājai un apstrādātu to.
Lodāmura komplektiem var būt arī plakani uzgaļi. Šī forma labāk nodod siltumu masīvai detaļai un ļauj ātri to uzsildīt un pielodēt vai, gluži pretēji, pielodēt.
Lodēšanas iespējas
Ir vairāk nekā pietiekami daudz iespēju izmantot savas spējas pareizi pielodēt metāla detaļas un izstrādājumus. Tādā veidā tiek veiktas daudzas montāžas un remonta darbības. Šeit ir daži no vissvarīgākajiem:
- ir iespējams lodēt vara caurules, kas ir daļa no siltummaiņu un saldēšanas iekārtu iekšējām līnijām;
- dažādu elektronisko shēmu lodēšanas elementi;
- veikt remontu, lodēt rotaslietas, brilles;
- piestipriniet karbīda griešanas ieliktņus uz metālapstrādes instrumentu turētājiem;
- sadzīvē bieži izmanto arī lodēšanu, ja nepieciešams piestiprināt plakanas vara detaļas uz lokšņu sagatavju metalizētām virsmām;
- spēja kvalitatīvi skārdot virsmas var noderēt metāla konstrukciju aizsardzībai no korozijas.
Turklāt aplūkojamajā procesā ir iespējams pielodēt detaļas, kas izgatavotas no atšķirīgas struktūras metāliem, kā arī noblīvēt dažāda veida cietos savienojumus.
12V lodāmura galīgā montāža
Pēdējai montāžas stadijai bija nepieciešami vēl 2 plānas karstumizturīgas kembrikas gabali. Viņi bija tērpti uz "ūsām" no tievām vara stieplēm, kurām bija piestiprināts sildelements. To brīvie gali bija savīti ar vadiem, kas nāca no strāvas kontaktligzdas. Pēc tam izdomāju, ka būtu jauki uz roktura uzstādīt nelielu pārslēgšanas slēdzi, kas ļaus izslēgt sprieguma padevi sildītājam, nevelkot barošanas bloku no ligzdas vai ligzdas lodāmura rokturī. Bet tas ir īpaši. Ja kāds no lasītājiem savāks šādu ierīci, ir vērts paturēt prātā šo iespēju.









 Mēs savilkām vadus pēc iespējas ciešāk - kontaktam jābūt labam
Mēs savilkām vadus pēc iespējas ciešāk - kontaktam jābūt labam
Apmācība
darba vieta
Viņi vienmēr lodē normālā vispārējā apgaismojumā (ne sliktāk par 500 luksi), ja nepieciešams, rada ērtākus apstākļus, izmanto vietējā apgaismojuma avotu.
Jārūpējas par labu ventilāciju. Vislabākos rezultātus iegūst nosūcējs, ja tā nav, tie tiek ar pārtraukumiem pielodēti, lai izvēdinātu telpu no kolofonija tvaikiem (katru stundu ar intensīvu darbu).
Lodāmura izvēle pēc jaudas
Lodēt ar dažādu jaudu lodāmuriem. Parasti tiek pieņemts, ka:
- mazjaudas lodāmuri (20 - 50 W) ir ērti darbam ar elektroniku, ļauj lodēt plānas stieples;
- Ar 100 vatu instrumentu tiek pielodēti vara slāņi, kuru biezums nepārsniedz 1 mm;
- 200 W vai vairāk ļauj lodēt tik masīvas detaļas, kurām sākotnēji ir jāizmanto jaudīgi lodāmuri.
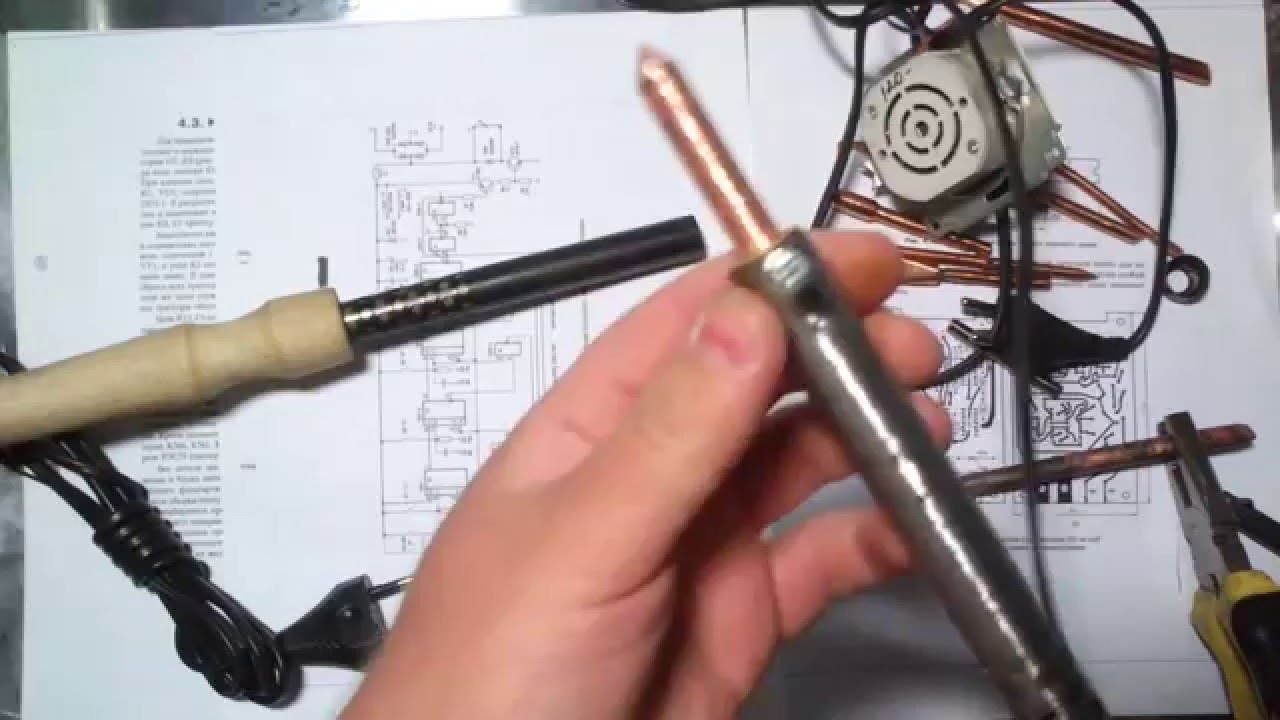
Par ierīces jaudu ir viegli spriest vizuāli: 50 vatu lodāmurs izrādās nedaudz lielāks par pildspalvu, savukārt 200 vatu lodāmura kopējais garums ir aptuveni 35-40 cm.
Lodāmurs darbam
Pirms pirmās lietošanas Rūpnīcas smērvielas paliekas ir jānoņem no korpusa. Izdegšana izraisa dūmu parādīšanos un nepatīkamu smaku. Tāpēc lodāmurs tiek ieslēgts caur pagarinātāju, pakļaujot to uz ielas caur logu uz ceturtdaļu stundas.
Pēc tam lodāmura uzgalis tiek kalts ar āmuru: vara blīvējums palielina kalpošanas laiku. Dzelona galam ir šāda forma:
- leņķī vai uz griezuma - vietas darbam (piemērs parādīts 5. attēlā);
- naža formas - ar šādu dzēlienu vienlaikus tiek pielodēti vairāki kontakti (tipiski mikroshēmām);
- īpašs - tie lodē dažu veidu radio komponentus.
5. attēls. Lodāmura uzgaļa universālas asināšanas un tā darba zonas pareizas alvošanas piemērs
Pirms lodēšanas sākšanas notīriet galu no oksīda plēves. Šo procedūru veic ar smalkgraudainu smilšpapīru vai samta vīli, kā arī ķīmiski: iegremdējot kolofonijā. Notīrītais dzelonis ir alvēts ar lodmetālu.
Ja nepieciešams, punktā var lodēt ar jaudīgu lodāmuru. Lai to izdarītu, uz tā gala tiek uztīts vara stieple ar diametru 0,5–1 mm, izmantojot tās brīvo galu, lai uzsildītu lodmetālu.
Lodēšanas daļas
Lodēt vienmēr vairākos posmos. Vispirms sagatavojiet metāla vadītāja virsmu:
- oksīda plēves noņemšana, kam seko attaukošana;
- alvošana (alvas slāņa nogulsnēšanās uz saskares virsmām).
Pēc tam jūs varat savienot detaļas.
Noteikti notīriet izmantotos vadus.
Oksīda plēvi noņem ar vīli, smilšpapīru, naža asmeni. Elastīgo vadu gadījumā katrs vads tiek apstrādāts.
Emaljētā stieples izolācija tiek noņemta, velkot to pa PVC caurules virsmu, kurai tā tiek piespiesta ar sakarsētu dzeloni.
Gatavības zīme ir vienmērīgi spīdīga virsma bez oksīda plēves atlikumiem.
Tie vienmēr ir pielodēti ar attaukošanu, t.i. noslaukiet virsmu ar drānu bez plūksnām vai drānu, kas samitrināta ar acetonu vai vaitspirtu.
Jaunajiem vadiem nav oksīda plēves. Tie tiek apkalpoti uzreiz pēc izolācijas noņemšanas.
Vara vadu nepieciešams skārdināt zem plūsmas, pēc karsēšanas lodēšanai metāla virsma jāpārklāj ar plānu kārtu. Slīpuma klātbūtnē lodēšana nav ieteicama, vadu novieto vertikāli, laižot lodāmuru no augšas uz leju. Pēc tam liekā izkausētā lodēšana aizplūst uz dzēliena vietu.
Ja nepieciešams lodēt alumīniju, tad tīrīšanas un alvošanas procedūras tiek apvienotas. Lai to izdarītu, ievietojiet ar kolofoniju pārklātu stiepli smilšpapīrā, karsējiet to ar vienlaicīgu rotāciju.
Dažu veidu plūsmas kvalitāte samazinās ilgstošas uzglabāšanas laikā, kā arī atmosfēras mitruma ietekmē. Tāpēc šādas plūsmas tiek pielodētas ar papildu derīguma termiņa kontroli.
Tas ir interesanti: kā metināt vertikālo šuvi iesācējiem: apsveriet no visām pusēm
Fosforskābes lodēšana
Pieredzējuši amatnieki – elektronikas inženieri un mājas radio amatieri zina, ka kvalitatīvam savienojumam būs nepieciešams ne tikai lodāmurs, bet arī papildu piederumi. Lodēšanai izmanto kušņu un lodmetālu, pēdējo izgatavo uz svina un alvas bāzes, ko bieži piedāvā stieples veidā. Stieples, plūsmas attiecības raksturlielumi var atšķirties pēc parametriem atkarībā no izstrādājuma veida.









Flux darbojas kā otrais komponents, izplatīta forma tiek izmantota kolofonija formā. Tas palīdz kvalitatīvi, ātri pielodēt vara sastāva daļas, vadus un citus materiālus. Lodēšanas skābe var strādāt ar misiņa, niķeļa, nerūsējošā tērauda uc materiāliem.

Sagatavošanas posms
 Pirms apgūstat pareizos paņēmienus, kā rīkoties ar lodmetālu un lodāmuru mājās, jums jāapgūst īpašs kurss, kurā jāiemācās lodēt un viss, kas notiek pirms šīs procedūras. Mācīties var patstāvīgi, bet, apgūstot darbu ar rotaslietām, sarežģītām elektroniskām shēmām, neiztikt bez pieredzējuša mentora.
Pirms apgūstat pareizos paņēmienus, kā rīkoties ar lodmetālu un lodāmuru mājās, jums jāapgūst īpašs kurss, kurā jāiemācās lodēt un viss, kas notiek pirms šīs procedūras. Mācīties var patstāvīgi, bet, apgūstot darbu ar rotaslietām, sarežģītām elektroniskām shēmām, neiztikt bez pieredzējuša mentora.
No procesa organizācijas viedokļa metālu lodēšana, izmantojot īpašus lodmetālus, ir darbību kopums, kas pēc satura ir diezgan vienkāršs. Tomēr, neskatoties uz šķietamo vieglumu, ne visi var pareizi lodēt pirmo reizi. Pirmajā iepazīšanās reizē ir dažas grūtības, kas saistītas ar skaidra priekšstata trūkumu par to, ko un kādā secībā darīt.
Lai sagatavotos lodēšanas operācijām, ieteicams ievērot noteiktus noteikumus, kuru būtība ir šāda:
- nepieciešams pareizi izvēlēties lodējamo galveno darba instrumentu;
- jāuztraucas par ērta un funkcionāla statīva izgatavošanu, jāsagatavo vieta, kur lielāko daļu laika jālodē;
- skolēnam ir jāuzkrāj piemēroti palīgmateriāli, bez kuriem nevar iztikt ar šādu procedūru (lodēšana, šķidrums vai pastas plūsma).

Un, visbeidzot, iesācējam ir jāapgūst lodēšanas tehnoloģiskās pamatmetodes, kas ietver noteiktu mērķtiecīgu darbību secību.
Var lodēt ar elektrisko lodāmuru, gāzi lodlampa vai lodāmurs lampa. Dēļi, mikroshēmas parasti tiek pielodētas ar speciāliem matu žāvētājiem, termostacijām, kas nodrošina vienmērīgu apkuri. Viena vai cita veida instrumenta un tam paredzētā statīva vai turētāja izvēli nosaka temperatūras apstākļi, kādos tam paredzēts veikt darba operācijas.
Nākamā prasība ietver obligāto komponentu sagatavošanu, kas ļauj pareizi pielodēt jebkuru metāla savienojumu. Tie ietver dažāda veida lodmetālu, kušņu piedevas un īpašus lodēšanas šķidrumus, kas nepieciešami tā kvalitātes uzlabošanai (kolofonija un spirta kompozīcijas alvošanai).
Lodēšanas operāciju veidi
Lodēšanas metožu daudzveidība ir izskaidrojama ar daudziem dažādiem faktoriem, kas nosaka lodēšanas kvalitāti un efektivitāti. Pie šādiem faktoriem pieder ne tikai lodēšanas iekārtas veids un procesā izmantotais lodēšanas veids, bet arī šuves veidošanas tehnoloģiskās īpatnības. Lai detaļas uzstādītu uz virsmas, jums jāiemācās pareizi lietot lodēšanas masku.
Jebkurā gadījumā, lai pareizi lodētu, jums jāzina tā metāla kušanas temperatūra, ar kuru strādājat.Tas ietekmē lodēšanas instrumenta izvēli, kā arī plūsmas un lodmetālu. Saskaņā ar norādīto parametru lodēšanas materiāli tiek sadalīti kausējamos (līdz 450 grādiem) un ugunsizturīgajos (vairāk nekā 450 grādi).



