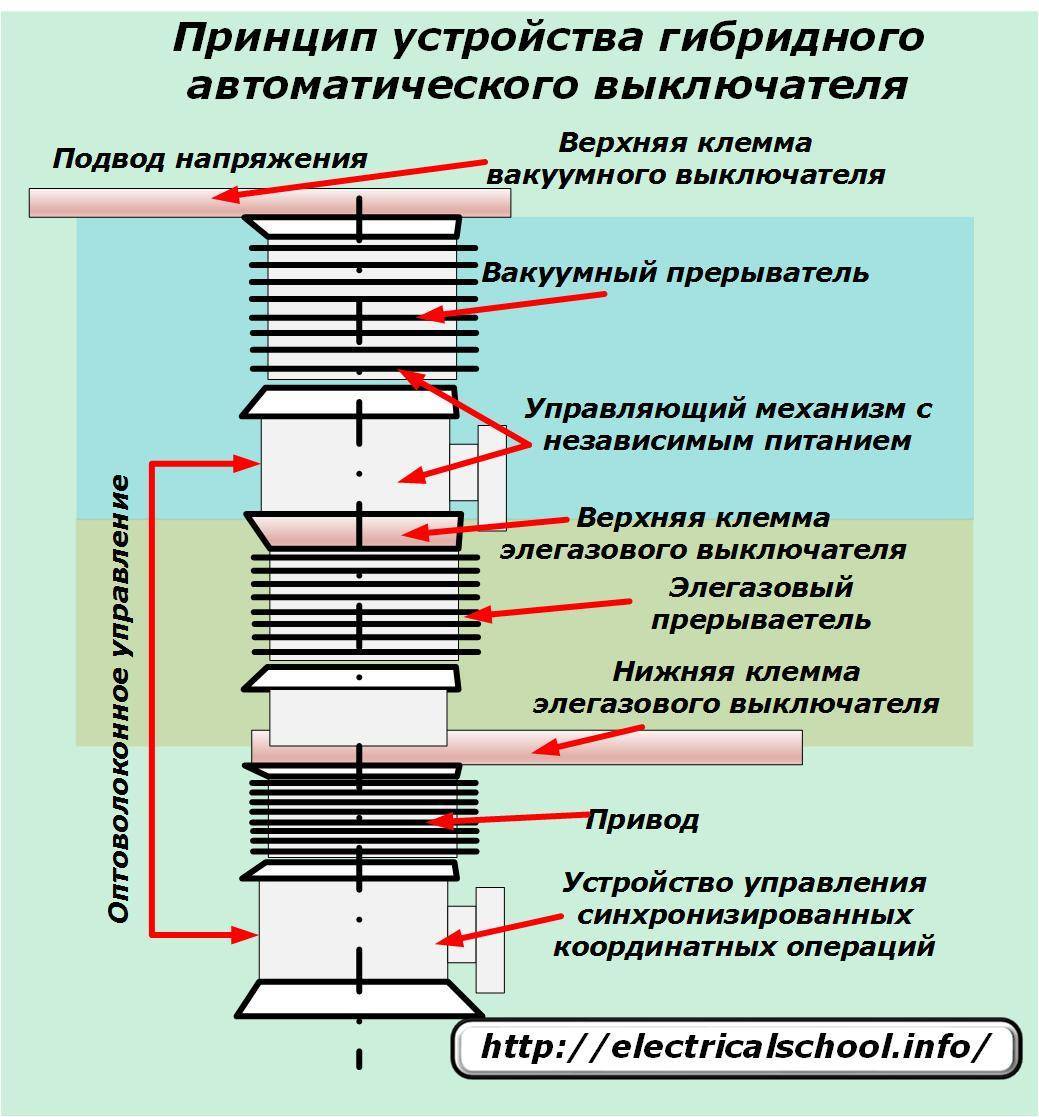
DROŠA VALSTS KRITĒRIJI UN IEROBEŽOJUMI
Klimatiskā versija un izvietojuma kategorija U2 saskaņā ar GOST 1550, ekspluatācijas apstākļi šajā gadījumā:
- augstākais augstums virs jūras līmeņa līdz 3000 m;
- tiek pieņemts, ka sadales iekārtā (KSO) esošā apkārtējā gaisa temperatūras augšējā darba vērtība ir plus 55°C, sadales iekārtas un KSO apkārtējā gaisa temperatūras efektīvā vērtība ir plus 40°C;
- apkārtējā gaisa temperatūras zemākā darba vērtība ir mīnus 40°С;
- relatīvā gaisa mitruma augšējā vērtība 100% pie plus 25°С;
- vide ir nesprādzienbīstama, nesatur izolācijai kaitīgas gāzes un tvaikus, nav piesātināta ar vadošiem putekļiem koncentrācijās, kas samazina slēdžu izolācijas elektriskās stiprības parametrus.
Darba pozīcija telpā - jebkura. Versijām 59, 60, 70, 71 - uz leju vai uz augšu. Slēdži paredzēti darbam operācijās "O" un "B" un ciklos O - 0,3 s - VO - 15 s - VO; O - 0,3 s - VO - 180 s - VO.
Slēdžu palīgkontaktu parametri doti 3.1. tabulā.
Attiecībā uz izturību pret ārējiem mehāniskiem faktoriem ķēdes pārtraucējs atbilst grupai M 7 saskaņā ar GOST 17516.1-90, savukārt ķēdes pārtraucējs darbojas, ja tas ir pakļauts sinusoidālai vibrācijai frekvenču diapazonā (0,5 * 100) Hz ar maksimālo paātrinājuma amplitūdu. 10 m/s2 (1 q) un vairāki triecieni ar paātrinājumu 30 m/s2 (3 q).
3.1. tabula. Strāvas slēdža palīgkontaktu parametri
| Nr p / lpp | Parametrs | Nominālā vērtība |
| 1 | 2 | 3 |
| 1 | Maksimālais darba spriegums, V (maiņstrāva un līdzstrāva) | 400 |
| 2 | Maksimālā pārslēgšanas jauda līdzstrāvas ķēdēs pie t=1 ms, W | 40 |
| 3 | Maksimālā pārslēgšanas jauda maiņstrāvas ķēdēs | 40 |
| 4 | Maksimālā caurlaides strāva, A | 4 |
| 5 | Testa spriegums, V (līdzstrāva) | 1000 |
| 6 | Kontakta pretestība, µOhm, ne vairāk | 80 |
| 7 | Pārslēgšanas resurss pie maksimālās pārrāvuma strāvas, B-O cikli | 106 |
| 8 | Mehāniskais kalpošanas laiks, V-O cikli | 106 |
3.1.attēls
Slēdži atbilst GOST687, IEC-56 un specifikāciju TU U 25123867.002-2000 (kā arī ITEA 674152.002 TU; TU U 13795314.001-95) prasībām.
Slēdžu slēdžu darbības ilguma atkarība no pārtrauktās strāvas lieluma ir parādīta att. 3.1.







Slēdži atbilst GOST 687, IEC-56 prasībām un specifikācijām TU U 25123867.002-2000 (kā arī ITEA 674152.002 TU; TU U 13795314.001-95).
Slēdžu slēdžu darbības ilguma atkarība no pārtrauktās strāvas lieluma ir parādīta att. 3.1.
Vakuuma slēdžu tehnoloģija.
Galvenā horizontālā pārklājuma līnija "tīrajā telpā". VIL, Finčlijs, 1978. gads.
Vakuuma loka teknes izgatavošana notiek īpašās iekārtās, izmantojot modernās tehnoloģijas - "tīrā telpa", vakuuma krāsnis utt.

Vakuuma slēdžu darbnīca Dienvidāfrikā, 1990. gads
Vakuuma kameras ražošana ir augsto tehnoloģiju ražošanas process. Pēc montāžas slēdžu kameras ievieto vakuuma krāsnī, kur tās ir hermētiski noslēgtas.
Četri galvenie punkti vakuuma loka teknes ražošanā:
- pilns vakuums
- detalizēts elektrisko parametru aprēķins.
- loka kontroles sistēma
- kontaktgrupas materiāls
Četri galvenie punkti vakuuma slēdžu ražošanā:
1. nevainojama vispārējā ierīces uzbūves kvalitāte.
2. precīzs ierīces elektromagnētisko parametru aprēķins. Kļūdu gadījumā ierīces konstrukcijā ir iespējami elektromagnētiski traucējumi starp atdalītājiem.
3. mehānisms. Ir jānodrošina īss mehānisma gājiens un zems enerģijas patēriņa līmenis. Piemēram, pārslēdzoties uz 38kV, nepieciešamais mehānisma gājiens ir 1/2″ un tajā pašā laikā enerģijas patēriņš nepārsniedz 150 J.
4. Perfekti noslēgtas metināšanas šuves.
Klasiskā vakuuma loka teknes ierīce.
loka tekne V8 15 kV (4 1/2″ diametrs). 70. gadu sākums.
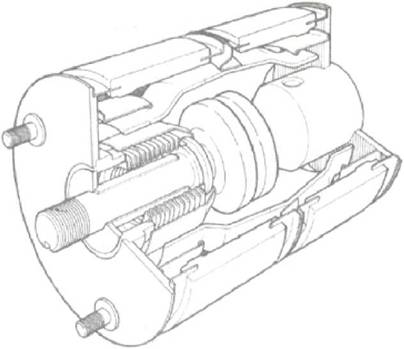
Fotoattēlā parādītas galvenās vakuuma loka teknes konstrukcijas sastāvdaļas.
Elektriskā loka vadība: radiālais magnētiskais lauks.
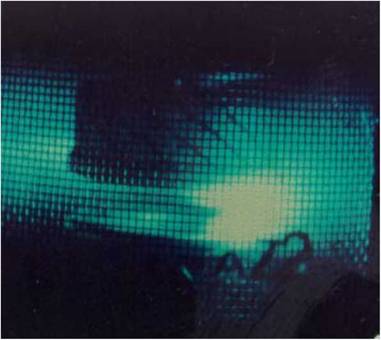
Ātrgaitas fotografēšanas kadrs (5000 kadri sekundē).
lauzēja paliktnis. diametrs 2”.
Radiālais magnētiskais lauks
31.5kIeroči 12kVrms.
Šis process notiek radiālā magnētiskā lauka pašindukcijas dēļ (lauka vektors ir vērsts pa radiālo virzienu), kas rada loka kustību virs elektriskā kontakta, vienlaikus samazinot kontakta paliktņa lokālo sildīšanu.Kontaktu materiālam jābūt tādam, lai elektriskā loka brīvi pārvietotos pa virsmu. Tas viss ļauj īstenot pārslēgšanas strāvas līdz 63 kA.
Loka vadība: aksiālais magnētiskais lauks.
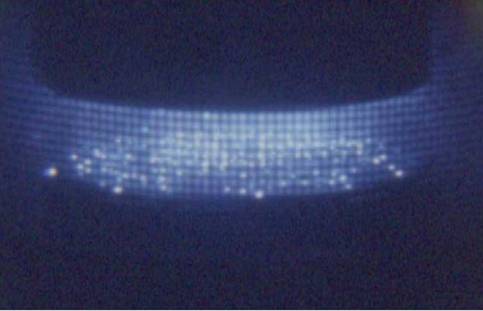
Ātrgaitas fotografēšanas kadrs (9000 kadri sekundē).
Aksiālā magnētiskā lauka attēls
40kIeroči 12kVrms
Process, kurā tiek izmantota magnētiskā lauka pašindukcija gar elektriskā loka asi, neļauj lokam sarukt un aizsargā kontakta paliktni no pārkaršanas, noņemot lieko enerģiju. Šajā gadījumā saskares zonas materiālam nevajadzētu veicināt loka kustību gar saskares virsmu. Rūpnieciskos apstākļos ir iespēja veikt strāvas pārslēgšanu virs 100 kA.
Elektriskais loks vakuumā ir kontaktgrupu materiāls.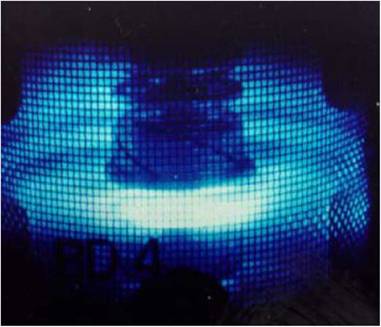
Ātrgaitas fotografēšanas kadrs (5000 kadri sekundē).
Spilvena attēls ar diametru 35 mm.
Radiālais magnētiskais lauks.
20kIeroči 12kVrms
Atverot kontaktus vakuumā, no saskares virsmām iztvaiko metāls, kas veido elektrisko loku. Šajā gadījumā loka īpašības mainās atkarībā no materiāla, no kura tiek izgatavoti kontakti.
Ieteicamie kontaktplākšņu parametri:
| spriegums | produkts | Prasības |
| 1,2-15 kV | kontaktors | Minimālais atvienošanas slieksnis < 0,5 A |
| 15-40 kV | slēdzis | augsta dielektriskā izturība - (līdz 200 kV pie 12 mm) |
| 132 kV un vairāk | slēdzis | ļoti augsta dielektriskā izturība - (līdz 800 kV pie 50 mm) |
materiāliem
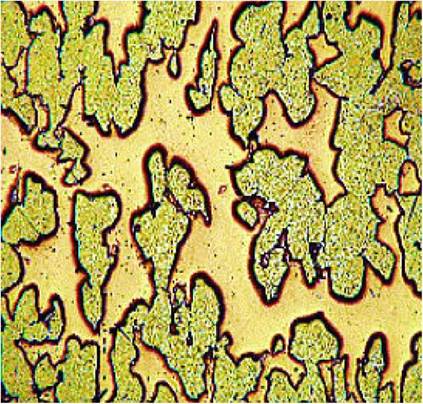
Mikrogrāfs.
Sākotnēji kontaktplākšņu ražošanai tika izmantots vara un hroma sakausējums. Šo materiālu 60. gados izstrādāja un patentēja uzņēmums English Electric. Mūsdienās tas ir visvairāk izmantotais metāls vakuuma loka teknes ražošanā.






Mehānisma darbības princips.
Vakuuma slēdžu mehānisms ir veidots tā, ka pārslēgšanai iztērētais enerģijas daudzums nespēlē nekādu lomu - notiek vienkārša kontaktu kustība. Tipiskai automātiskai atkārtotai aizslēgšanai ir nepieciešami 150–200 džoulu enerģijas, lai kontrolētu, atšķirībā no gāzes izolēta mugurkaula slēdža, kam nepieciešami 18 000–24 000 džouli, lai veiktu vienu pārslēgšanu. Šis fakts ļāva darbā izmantot pastāvīgos magnētus.
Magnētiskā piedziņa.
Magnētiskās piedziņas darbības princips
Atpūtas stadija Kustību stadija ir kustības modelis.
Vakuuma slēdžu vēsture
50. gadi. Attīstības vēsture: kā tas viss sākās ...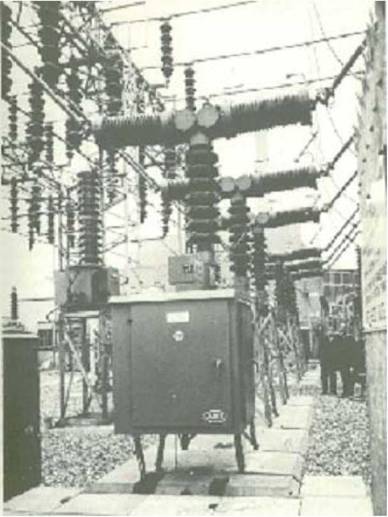
Viens no pirmajiem galvenā elektrotīkla augstsprieguma slēdžiem. Fotoattēlā redzams 132 kV AEI, vakuuma automātiskais slēdzis, kas darbojas West Ham, Londonā, kopš 1967. gada. Tas, tāpat kā lielākā daļa līdzīgu ierīču, darbojās līdz 90. gadiem.
Izstrādes vēsture: 132kV VGL8 vakuuma ķēdes pārtraucējs.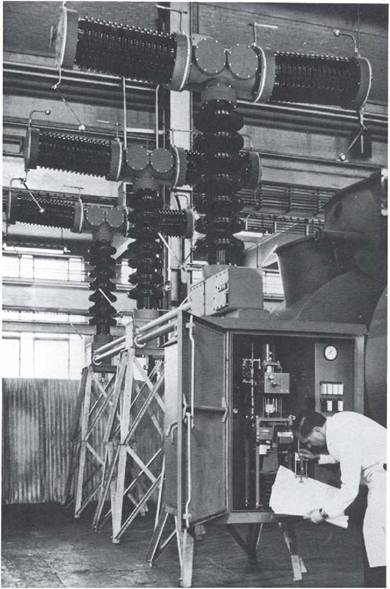
- CEGB (Central Power Board - galvenais elektroenerģijas piegādātājs Anglijā) un General Electric Company kopīgas attīstības rezultāts.
- pirmās sešas ierīces tika nodotas ekspluatācijā laika posmā no 1967. līdz 1968. gadam.
- spriegums tiek sadalīts, izmantojot paralēli savienotus kondensatorus un sarežģītu kustīgu mehānismu.
- katra grupa ir aizsargāta ar porcelāna izolatoru un tiek pakļauta spiedienam SF6 gāzē.
Vakuuma slēdža konfigurācija "T" ar četrām vakuuma loka teknēm katrā grupā - attiecīgi katrā fāzē tiek pieslēgta 8 vakuuma loka teknes.
Šīs mašīnas darbības vēsture:
— nepārtraukta darbība Londonā 30 gadus. 90. gados tas tika izņemts no ekspluatācijas kā nevajadzīgs un demontēts.
- šāda veida vakuuma automātiskie slēdži tika izmantoti līdz 80. gadiem Tir John elektrostacijā (Velsā), pēc tam tīkla rekonstrukcijas rezultātā tie tika demontēti Devonā.
Attīstības vēsture: 60. gadu problēmas.
Tajā pašā laikā līdz ar augstsprieguma vakuuma slēdžu attīstību ražošanas uzņēmumi mainīja eļļas un gaisa slēdžus pret SF6 slēdžiem. SF6 slēdži bija vienkāršāki un lētāki ekspluatācijā šādu iemeslu dēļ:
- 8 vakuuma slēdžu izmantošana fāzē augstsprieguma vakuuma slēdžos prasa sarežģītu mehānismu, lai nodrošinātu vienlaicīgu 24 kontaktu darbību grupā.
- esošo eļļas slēdžu izmantošana nebija ekonomiski izdevīga.
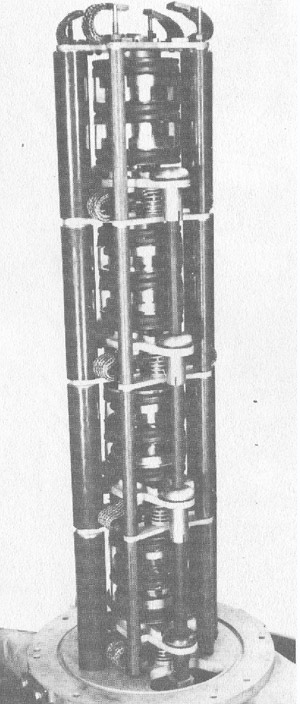
Vakuuma slēdzis.
Vakuuma automātiskie slēdži vispirms izmantoja V3 sērijas vakuuma pārtraucējus un vēlāk V4 sēriju.
V3 sērijas vakuuma loka teknes sākotnēji tika izstrādātas lietošanai trīsfāzu sadales tīklos ar 12 kV spriegumu. Neskatoties uz to, tos veiksmīgi izmantoja elektrisko lokomotīvju elektriskās vilces ķēdēs un savienojumos ar "ceļa tiesībām" - vienfāzes tīklos, ar spriegumu 25 kV.
Vakuuma ķēdes pārtraucēja ierīce:
Vakuuma ķēdes pārtraucējs sastāv no 7/8 collu (22,2 mm) galvenās kameras un papildu 3/8 collu (9,5 mm) kameras kontaktu atsperu darbināšanai.
— vidējais kameras aizvēršanās ātrums ir 1-2 m/sek.
– vidējais kameras atvēršanas ātrums – 2-3 m/sek.
Tātad, kādas problēmas 60. gados atrisināja vakuuma augstsprieguma slēdžu ražotāji?
Pirmkārt, pirmo vakuuma slēdžu pārslēgšanas spriegums ir ierobežots līdz 17,5 vai 24 kV.
Otrkārt, tā laika tehnoloģija prasīja lielu skaitu vakuuma loka teknes sērijveidā. Tas savukārt ietvēra sarežģītu mehānismu izmantošanu.
Vēl viena problēma bija tā, ka tā laika vakuuma loka ugunsdzēšamo aparātu ražošana bija paredzēta lieliem pārdošanas apjomiem. Ļoti specializētu ierīču izstrāde nebija ekonomiski iespējama.
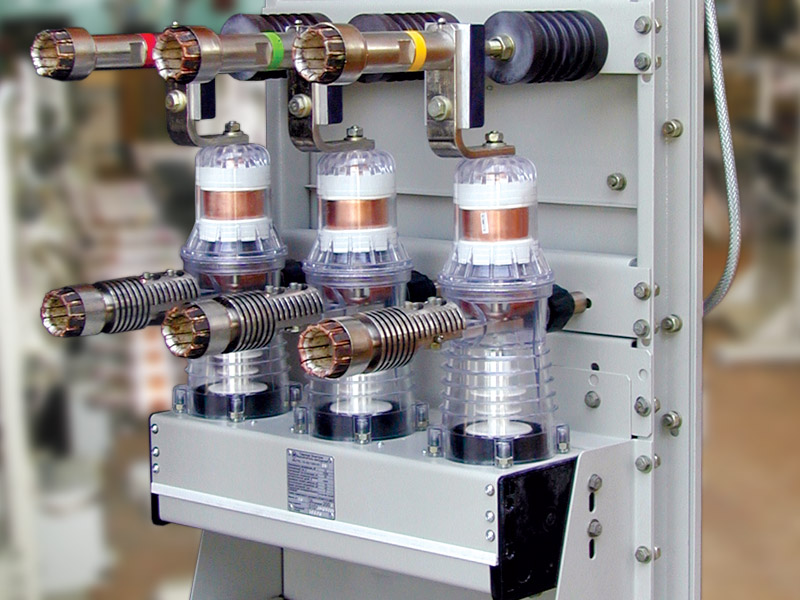
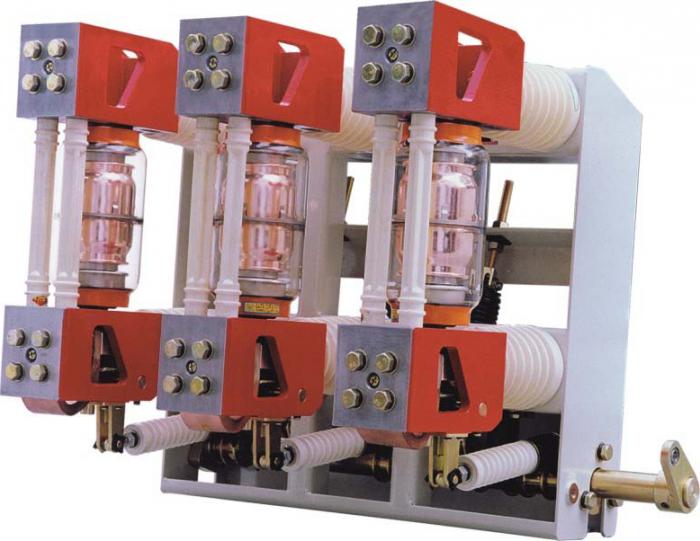
Visizplatītākie modeļi
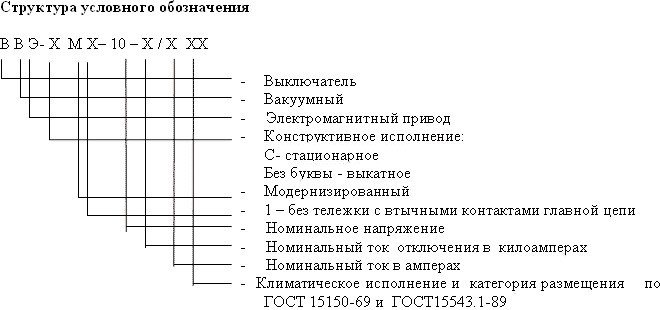
Šeit ir daži no visizplatītākajiem modeļiem VVE-M-10-20, VVE-M-10-40, VVTE-M-10-20, un attēlā parādīts, kā tos atšifrēt un leģendas struktūra, jo modeļu nosaukumā var būt līdz 10–12 burtiem un cipariem. Gandrīz visi no tiem ir aizstājēji novecojušiem eļļas slēdžiem, un tie var darboties gan maiņstrāvas, gan līdzstrāvas ķēžu pārslēgšanai.
Augstsprieguma vakuuma slēdžu uzstādīšana, uzstādīšana un nodošana ekspluatācijā ir darbietilpīgs process, no kura tieši ir atkarīga visa turpmākā energosistēmas darbība, kā arī visi ar tiem pieslēgtie elementi un iekārtas, tāpēc labāk likt visu darbs uz kvalificēta elektrotehnikas personāla pleciem.Vakuuma slēdža vadība ir jāveic skaidri un saskaņā ar noteiktām komandām, no tā ir atkarīga to cilvēku dzīvība un veselība, kuri strādā ar darbināmu aprīkojumu.
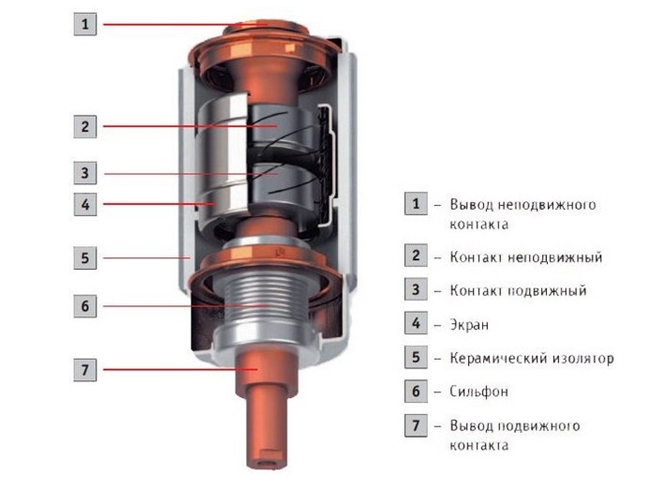
Slēdža ieslēgšana
Strāvas slēdža vakuuma loka teknes kontaktu 1, 3 sākotnējais atvērtais stāvoklis tiek nodrošināts, iedarbojoties uz atvēršanas atsperes 8 kustīgo kontaktu 3 caur vilces izolatoru 4. Kad tiek pielietots signāls “ON”, ķēde pārtraucēja vadības bloks ģenerē pozitīvas polaritātes sprieguma impulsu, kas tiek pievadīts elektromagnētu spolēm 9. Tajā pašā laikā magnētiskās sistēmas spraugā parādās elektromagnētiskais pievilkšanas spēks, kas, palielinoties, pārvar atvienošanas atsperu 8 un priekšslodzes 5 spēku, kā rezultātā starpības ietekmē. šajos spēkos elektromagnēta 7 armatūra kopā ar vilces izolatoriem 4 un 2 brīdī 1 sāk kustēties fiksētā kontakta 1 virzienā, vienlaikus saspiežot atvēršanas atsperi 8.
Pēc galveno kontaktu aizvēršanas (uz oscilogrammām laiks 2) elektromagnēta armatūra turpina virzīties uz augšu, papildus saspiežot priekšslodzes atsperi 5. Armatūras kustība turpinās, līdz darba sprauga elektromagnētiskajā sistēmā kļūst vienāda ar nulli (laiks 2a uz oscilogrammām). Tālāk gredzena magnēts 6 turpina uzkrāt magnētisko enerģiju, kas nepieciešama, lai noturētu ķēdes pārtraucēju slēgtā stāvoklī, un spole 9, sasniedzot laiku 3, sāk atslēgt no sprieguma, pēc tam piedziņa tiek sagatavota atvēršanas darbībai. Tādējādi slēdzis kļūst par magnētisko fiksatoru, t.i. vadības jauda, lai turētu kontaktus 1 un 3 slēgtā stāvoklī, netiek patērēta.
Slēdža ieslēgšanas procesā plāksne 11, kas ir iekļauta vārpstas 10 spraugā, griež šo vārpstu, kustinot uz tā uzstādīto pastāvīgo magnētu 12 un nodrošinot niedru slēdžu 13 darbību, kas kustina ārējos palīgķēdes.
Radīšanas vēsture
Vakuuma slēdžu pirmā izstrāde tika uzsākta XX gadsimta 30. gados, pašreizējie modeļi varēja nogriezt nelielas strāvas pie sprieguma līdz 40 kV. Pietiekami jaudīgi vakuuma automātiskie slēdži tajos gados netika izveidoti vakuuma iekārtu ražošanas tehnoloģijas nepilnību dēļ un, pats galvenais, tehnisko grūtību dēļ, kas tajā laikā radās dziļa vakuuma uzturēšanā noslēgtā kamerā.






Bija jāveic plaša pētījumu programma, lai radītu uzticamas darba vakuuma loka teknes, kas spēj pārraut lielas strāvas pie elektrotīkla augsta sprieguma. Šo darbu gaitā aptuveni līdz 1957. gadam tika apzināti un zinātniski izskaidroti galvenie fizikālie procesi, kas notiek loka dedzināšanas laikā vakuumā.
Pāreja no atsevišķiem vakuuma slēdžu prototipiem uz to sērijveida rūpniecisko ražošanu ilga vēl divas desmitgades, jo tai bija nepieciešami papildu intensīvi pētījumi un izstrāde, jo īpaši, lai atrastu efektīvu veidu, kā novērst bīstamus pārslēgšanās pārspriegumus, kas radušies priekšlaicīgas strāvas pārtraukšanas dēļ. strāvu līdz tās dabiskajam nulles krustojumam, sarežģītu problēmu risināšanai, kas saistītas ar sprieguma sadalījumu un izolācijas detaļu iekšējo virsmu piesārņojumu ar uz tām nogulsnētajiem metāla tvaikiem, ekranēšanas problēmām un jaunu ļoti uzticamu silfonu izveidi utt.
Šobrīd pasaulē ir uzsākta ļoti uzticamu ātrgaitas vakuuma slēdžu rūpnieciskā ražošana, kas spēj pārtraukt lielas strāvas vidēja (6, 10, 35 kV) un augsta sprieguma (līdz 220 kV ieskaitot) elektrotīklos.
Gaisa slēdža ierīce un dizains
Apsveriet, kā gaisa ķēdes pārtraucējs ir sakārtots, izmantojot VVB barošanas slēdža piemēru, tā vienkāršotā konstrukcijas diagramma ir parādīta zemāk.
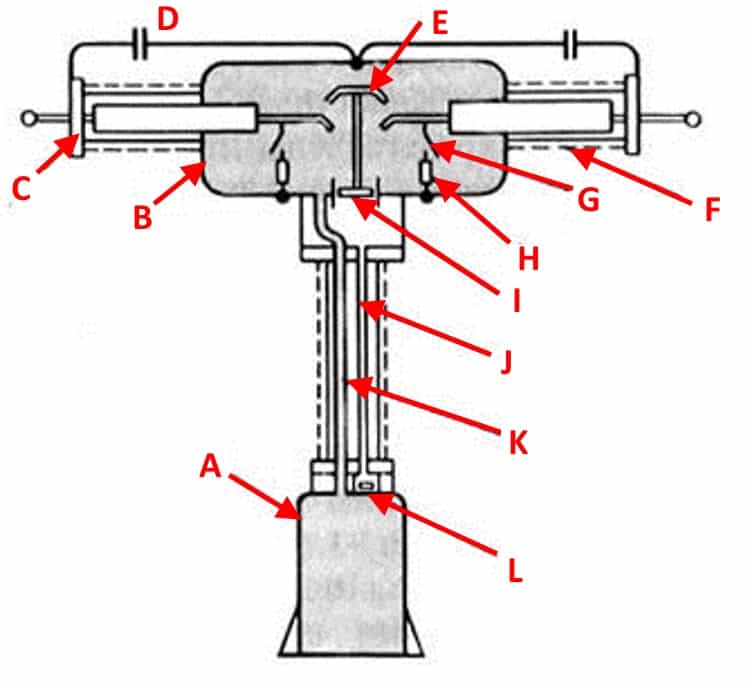
Tipisks VVB sērijas gaisa slēdžu dizains
Apzīmējumi:
- A - uztvērējs, tvertne, kurā tiek iesūknēts gaiss, līdz tiek izveidots nominālajam spiediena līmenis.
- B - loka teknes metāla tvertne.
- C - gala atloks.
- D - sprieguma dalītāja kondensators (nav izmantots mūsdienu slēdžu konstrukcijās).
- E - kustīgās kontaktu grupas stiprinājuma stienis.
- F - porcelāna izolators.
- G - papildu loka kontakts manevrēšanai.
- H - šunta rezistors.
- I - Gaisa strūklas vārsts.
- J - Impulsu kanāla caurule.
- K - Galvenā gaisa maisījuma padeve.
- L - vārstu grupa.
Kā redzat, šajā sērijā kontaktu grupa (E, G), pieslēgšanas / atvienošanas mehānisms un pūtēja vārsts (I) ir ievietoti metāla traukā (B). Pati tvertne ir piepildīta ar saspiesta gaisa maisījumu. Slēdža stabi ir atdalīti ar starpizolatoru. Tā kā uz kuģa ir augsts spriegums, īpaši svarīga ir atbalsta kolonnas aizsardzība. Tas ir izgatavots ar izolējošu porcelāna "kreklu" palīdzību.
Gaisa maisījums tiek piegādāts pa diviem gaisa vadiem K un J. Pirmais galvenais tiek izmantots gaisa iesūknēšanai tvertnē, otrais darbojas impulsa režīmā (piegādā gaisa maisījumu, kad pārslēgt kontaktus un atiestatīt, kad slēgšana).
Kāda ir situācija šodien?
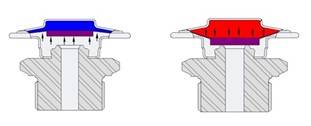
Zinātnes sasniegumi, kas gūti pēdējo četrdesmit gadu laikā, ir ļāvuši vakuuma atdalītāja ražošanā apvienot kameras 38 kV un 72/84 kV vienā. Maksimālais iespējamais spriegums uz viena atdalītāja šodien sasniedz 145 kV - tādējādi augstais komutācijas sprieguma līmenis un zemais enerģijas patēriņš ļauj izmantot uzticamas un lētas ierīces.
Kreisajā fotoattēlā redzamais slēdzis ir paredzēts darbam zem 95 kV sprieguma, un labajā fotoattēlā tas ir paredzēts darbam ar 250 kV spriegumu. Abas ierīces ir vienāda garuma. Šāds progress kļuva iespējams, uzlabojot materiālus, no kuriem tiek izgatavotas elektriskās saskares virsmas.
Problēmas, kas rodas, izmantojot vakuuma slēdžus tīklos ar augstāku spriegumu:
Darbībai ir nepieciešami fiziski lieli vakuuma kameras izmēri, kas izraisa produktivitātes samazināšanos un pašu kameru apstrādes kvalitātes pasliktināšanos.
Palielinot iekārtas fiziskos izmērus, tiek paaugstinātas prasības pašas ierīces blīvējuma nodrošināšanai un ražošanas procesa kontrolei.
Gara (garāka par 24 mm) atstarpe starp kontaktiem ietekmē spēju vadīt loku ar radiālo un aksiālo magnētisko lauku, kā arī samazina ierīces veiktspēju.
Mūsdienās kontaktu ražošanai izmantotie materiāli ir paredzēti vidējiem spriegumiem. Lai strādātu pie tik lielām spraugām starp kontaktiem, ir jāizstrādā jauni materiāli.
Jāņem vērā rentgenstaru klātbūtne.
Saistībā ar pēdējo punktu jāatzīmē vēl daži fakti:
Kad kontaktors ir izslēgts, nav rentgenstaru emisijas.
Pie vidēja sprieguma (līdz 38 kV) rentgena starojums ir nulle vai nenozīmīgs. Parasti sprieguma slēdžos līdz 38 kV rentgena starojums parādās tikai pie testa spriegumiem.
Tiklīdz spriegums sistēmā paaugstinās līdz 145 kV, palielinās rentgena starojuma jauda un šeit jau ir jārisina drošības problēmas.
Jautājums, ar kuru tagad saskaras vakuuma pārtraucēju dizaineri, ir par to, cik liela būs apkārtējā telpa un kā tas ietekmēs polimērus un elektroniku, kas ir uzstādīta tieši uz paša slēdža.
Mūsdienas.
Vakuums augstsprieguma ķēdes pārtraucējs, paredzēts darbam 145 kV.
Mūsdienīga vakuuma loka tekne.
Vakuuma pārtraucēja ražošana, kas paredzēts darbam 145 kV tīklos, ievērojami vienkāršo 300 kV vakuuma slēdža ražošanu. ar diviem pārtraukumiem katrā fāzē.Tomēr šādas augsta sprieguma vērtības izvirza savas prasības kontaktu materiālam un elektriskās loka vadības metodēm. Secinājumi:
Tehnoloģiski iespējama vakuuma slēdžu rūpnieciskā ražošana un ekspluatācija tīklos ar spriegumu līdz 145 kV.
Izmantojot tikai mūsdienās zināmās tehnoloģijas, ir iespējams darbināt vakuuma pārtraucējus tīklos līdz 300-400 kV.
Mūsdienās ir nopietnas tehniskas problēmas, kas neļauj tuvākajā nākotnē izmantot vakuuma pārtraucējus tīklos virs 400 kV. Taču darbs šajā virzienā notiek, šāda darba mērķis ir vakuuma loka teknes ražošana darbam tīklos līdz 750 kV.
Līdz šim, izmantojot vakuuma loka teknes galvenajās līnijās, nav lielu problēmu. Vakuuma automātiskie slēdži tiek veiksmīgi izmantoti 30 gadus strāvas pārvade sprieguma tīklos līdz 132 kV.
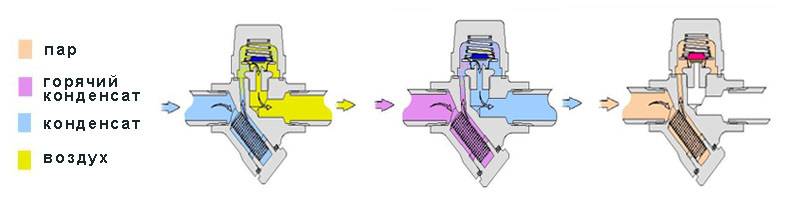
Termostatiskie tvaika uztvērēji (kapsulāri)
Termostata tvaika uztvērēja darbības princips ir balstīts uz temperatūras starpību starp tvaiku un kondensātu.
Termostata tvaika uztvērēja darba elements ir kapsula ar sēdekli, kas atrodas apakšējā daļā, kas darbojas kā bloķēšanas mehānisms. Kapsula ir nostiprināta tvaika uztvērēja korpusā ar disku, kas atrodas tieši virs sēdekļa, pie tvaika uztvērēja izejas. Kad tas ir auksts, starp kapsulas disku un sēdekli ir atstarpe, lai kondensāts, gaiss un citas nekondensējamās gāzes varētu netraucēti izkļūt no slazda.
Karsējot, īpašais sastāvs kapsulā izplešas, iedarbojoties uz disku, kas, izplešoties, uzkrīt uz segliem, neļaujot izplūst tvaikiem. Šāda veida tvaika uztvērējs papildus kondensāta noņemšanai ļauj arī noņemt gaisu un gāzes no sistēmas, tas ir, izmantot kā gaisa atveri tvaika sistēmām. Ir trīs termostatisko kapsulu modifikācijas, kas ļauj noņemt kondensātu 5°C, 10°C vai 30°C temperatūrā zem iztvaikošanas temperatūras.
Galvenie termostatisko tvaika uztvērēju modeļi: TH13A, TH21, TH32Y, TSS22, TSW22, TH35/2, TH36, TSS6, TSS7.
Piemērošanas joma
Ja pirmie modeļi, kas tika izlaisti vēl PSRS, nodrošināja salīdzinoši nelielu slodžu izslēgšanu vakuuma kameras konstrukcijas nepilnības un kontaktu tehnisko īpašību dēļ, tad mūsdienu modeļi var lepoties ar daudz karstumizturīgāku un izturīgāku virsmas materiālu. . Tas dod iespēju uzstādīt šādas komutācijas iekārtas gandrīz visās rūpniecības un tautsaimniecības nozarēs. Mūsdienās vakuuma automātiskie slēdži tiek izmantoti šādās jomās:







- Gan spēkstaciju, gan sadales apakšstaciju elektrosadales iekārtās;
- metalurģijā, lai darbinātu krāsns transformatorus, kas piegādā tērauda ražošanas iekārtas;
- Naftas un gāzes un ķīmiskajā rūpniecībā sūkņu punktos, komutācijas punktos un transformatoru apakšstacijās;
- Vilces apakšstaciju primāro un sekundāro ķēžu darbībai dzelzceļa transportā, piegādā strāvu palīgiekārtām un nevilces patērētājiem;
- Kalnrūpniecības uzņēmumos kombainu, ekskavatoru un cita veida smagās tehnikas darbināšanai no pilnām transformatoru apakšstacijām.
Jebkurā no iepriekš minētajām ekonomikas nozarēm vakuuma automātiskie slēdži visur aizstāj novecojušos eļļas un gaisa modeļus.
Darbības princips
Vakuuma ķēdes pārtraucējam (10 kV, 6 kV, 35 kV - nav nozīmes) ir noteikts darbības princips. Kad kontakti atveras, spraugā (vakuumā) pārslēgšanas strāva rada elektrisko izlādi - loku. Tās pastāvēšanu atbalsta iztvaikojošais metāls no pašu kontaktu virsmas spraugā ar vakuumu. Plazma, ko veido jonizēta metāla tvaiki, ir vadošs elements. Tas uztur nosacījumus elektriskās strāvas plūsmai. Brīdī, kad maiņstrāvas līkne iet cauri nullei, elektriskā loka sāk apdzist, un metāla tvaiki praktiski acumirklī (desmit mikrosekundēs) atjauno vakuuma elektrisko spēku, kondensējoties uz loka kontaktvirsmām un iekšpusēm. tekne. Šajā laikā tiek atjaunots spriegums uz kontaktiem, kuri līdz tam laikam jau bija šķirti. Ja pēc sprieguma atjaunošanas saglabājas pārkarsētas lokālās zonas, tās var kļūt par lādētu daļiņu emisijas avotiem, kas izraisīs vakuuma pārrāvumu un strāvas plūsmu. Lai to izdarītu, tiek izmantota loka vadība, siltuma plūsma vienmērīgi tiek sadalīta pa kontaktiem.
Vakuuma ķēdes pārtraucējs, kura cena ir atkarīga no ražotāja, pateicoties tā veiktspējas īpašībām, var ietaupīt ievērojamu daudzumu resursu. Atkarībā no sprieguma, ražotāja, izolācijas, cenas var svārstīties no 1500 c.u. līdz 10000 c.u.
Ierīces specifikācijas
Ierīcēm, kas izslēdz slodzi, atverot elektrisko ķēdi, ir atšķirīgi tehniskie parametri
Tie visi ir svarīgi un kļūst izšķiroši, izvēloties iekārtu, kas piemērota iegādei un tās turpmākai uzstādīšanai.
Nominālā sprieguma indikators atspoguļo elektriskās ierīces darba spriegumu, kuram to sākotnēji izstrādāja ražotājs.
Maksimālā darba sprieguma vērtība norāda uz augstāko iespējamo pieļaujamo augsto spriegumu, pie kura ķēdes pārtraucējs spēj darboties normālā režīmā, neapdraudot tā veiktspēju. Parasti šis skaitlis pārsniedz nominālā sprieguma lielumu par 5-20%.
Elektriskās strāvas plūsmu, kuras caurlaides laikā izolācijas pārklājuma un vadītāja daļu sildīšanas līmenis netraucē normālu sistēmas darbību un to var uzturēt visi elementi neierobežotu laiku, sauc par nominālo. strāva. Izvēloties un pērkot slodzes slēdzi, jāņem vērā tā vērtība.
Pieļaujamo robežvērtību caurplūdes strāvas vērtība parāda, cik lielu strāvu, kas plūst caur tīklu īssavienojuma režīmā, var izturēt sistēmā uzstādītais slodzes slēdzis.
Elektrodinamiskā pretestības strāva atspoguļo īssavienojuma strāvas lielumu, kas, iedarbojoties uz ierīci pirmajos periodos, uz to neatstāj nekādu negatīvu ietekmi un nekādi to mehāniski nesabojā.
Termiskās noturības strāva nosaka ierobežojošo strāvas līmeni, kura sildīšanas darbība noteiktā laika periodā neizslēdz slēdžu-atvienotāju.
Tāpat ļoti svarīga ir piedziņas tehniskā realizācija un ierīču fiziskie parametri, kas nosaka kopējo ierīces izmēru un svaru. Koncentrējoties uz tiem, jūs varat saprast, kur būs ērtāk novietot ierīces, lai tās darbotos pareizi un skaidri veiktu savus uzdevumus.
Starp beznosacījuma pozitīvajām ierīču īpašībām, kas ir atbildīgas par slodzes atvienošanu, ir šādas pozīcijas:
- vienkāršība un pieejamība ražošanā;
- elementārs darbības veids;
- ļoti zemas gatavā produkta izmaksas salīdzinājumā ar citiem slēdžu veidiem;
- iespēja ērti aktivizēt/deaktivizēt slodžu nominālās strāvas;
- ar aci redzama sprauga starp kontaktiem, nodrošinot pilnīgu jebkura darba drošību izejošajās līnijās (papildu atvienotāja uzstādīšana nav nepieciešama);
- zemu izmaksu aizsardzība pret pārstrāvu ar drošinātājiem, parasti pildīta ar kvarca smiltīm (tips PKT, PK, PT).
No visu veidu slēdžu mīnusiem visbiežāk tiek minēta iespēja pārslēgt tikai nominālās jaudas, nedarbojoties ar avārijas strāvu.

Neskatoties uz zemajām izmaksām un apkopi, autogāzes moduļi tiek uzskatīti par novecojušiem un plānveida apkopju vai tīklu un apakšstaciju rekonstrukcijas laikā tiek mērķtiecīgi nomainīti pret modernākiem vakuuma elementiem.
Autogāzes moduļiem parasti tiek pārmests ierobežots darbmūžs, jo iekšējās daļas pakāpeniski izdeg, kas rada gāzi loka teknē.
Tomēr šo brīdi var atrisināt pilnībā un ar nelielu naudu, jo gāzes ģenerēšanas elementi un savienotie kontakti, kas paredzēti loka absorbcijai, ir ļoti lēti un tos var viegli nomainīt ne tikai profesionāļi, bet arī darbinieki ar zemu kvalifikāciju.



