- Kursi metinātājiem
- Cauruļu metināšana
- Iesācēju metinātāju kļūdas
- Kā izvēlēties elektrodus metināšanai
- Loka aizdedze
- Kā metināt šuvi
- Vertikālo šuvju metināšana
- Kā metināt horizontālu šuvi
- Griestu šuve
- Drošības pasākumi elektriskajai metināšanai
- Sagatavošanās metināšanai
- Padomi: kā pašam iemācīties gatavot ar elektrisko metināšanu
- Manuālā loka metināšanas tehnika. Kā gatavot, metinot
- Loka metināšana
- Pusautomātiskā metāla inertās gāzes metināšana (MIG)
- Instrumenti un aprīkojums
- Aprīkojuma veidi
- Instrumenti un aprīkojums
- Izplatītas iesācēju kļūdas
- Metināšanas iekārtu veidi
- transformators
- invertori
- Elektriskā metināšanas tehnoloģija
- Kā iedegt loku
- Metināšanas ātrums
Kursi metinātājiem
Metināšanu var apgūt īpašos kursos. Metināšanas apmācība ir sadalīta teorijā un praktiskajā apmācībā. Mācīties var klātienē vai attālināti. Kursos tiek apgūta metināšanas tehnoloģija iesācējiem un citas svarīgas gudrības. Svarīga ir iespēja apgūt ēst gatavošanu metinot praktiskās nodarbībās skolotāja uzraudzībā. Skolēniem tiek sniegts priekšstats par pieejamo aprīkojumu metināšanai, elektrodu izvēli, drošības noteikumiem.
Mācīties var individuāli vai grupā.Katrai opcijai ir savas priekšrocības. Mācoties individuāli, var apgūt tikai tās zināšanas, kas var noderēt nākotnē. Savukārt, mācoties grupā, ir iespēja dzirdēt savu kursabiedru kļūdu analīzi un tādējādi iegūt papildu zināšanas.
Pēc kursu beigšanas un eksāmenu nokārtošanas, kas apliecina iegūtās zināšanas un praktiskās iemaņas, tiek izsniegts apstiprināts sertifikāts.
Cauruļu metināšana
Ar elektrisko loka metināšanu ir iespējams izveidot horizontālu šuvi, kas iet pa caurules apkārtmēru un vertikālu, kas iet uz sāniem, kā arī augšējo un apakšējo šuvi. Ērtākā iespēja ir apakšējā šuve.

Tērauda caurules ir jāmetina no gala līdz galam, vienlaikus metinot visas malas gar sienu augstumu. Darbības laikā elektrods jāuzstāda 45 grādu leņķī - tas tiek darīts, lai samazinātu ieplūšanu izstrādājumu iekšpusē. Šuves platumam jābūt 2-3 mm, augstumam - 6-8 mm. Ja metināšana pārklājas, tad nepieciešamais platums jau ir 6-8 mm, un augstums ir 3 mm.
Tieši pirms darba uzsākšanas ir jāveic sagatavošanas procedūras:
- Jums ir jāiztīra vienums.
- Ja caurules malas ir deformētas, tad izlīdziniet tās vai nogrieziet tās ar leņķa slīpmašīnu, vai vienkāršā slīpmašīnā.
- Malas, kur šuve izies, ir jānotīra līdz spīdumam.
Pēc sagatavošanās jūs varat ķerties pie darba. Nepieciešams nepārtraukti metināt visus savienojumus, pilnībā metinot. Cauruļu savienojumi ar platumu līdz 6 mm tiek metināti 2 kārtās, ar platumu 6-12 mm 3 kārtās un ar sienu platumu virs 19 mm 4 kārtās. Galvenā iezīme ir pastāvīga cauruļu tīrīšana no izdedžiem, t.i., pēc katra pabeigtā slāņa ir nepieciešams to notīrīt no izdedžiem un tikai pēc tam gatavot jaunu.Īpaši uzmanīgiem jābūt, strādājot pie pirmās šuves, ir nepieciešams izkausēt visus trulumus un malas. Pirmajā kārtā rūpīgi pārbauda, vai nav plaisas, ja tādas ir, tad tās ir jāizkausē vai jānogriež un jāpiemetina vēlreiz.
Visi nākamie slāņi tiek metināti, lēnām pagriežot cauruli. Pēdējais slānis ir metināts ar vienmērīgu pāreju uz parasto metālu.
Iesācēju metinātāju kļūdas
Lai uzzinātu, kā gatavot ar elektrisko metināšanu, jums jāapsver galvenās kļūdas, ko pieļauj iesācēji:
- Pārāk ātri pārvietojiet elektrodu, kā rezultātā veidojas nevienmērīga šuve.
- Pārāk lēna šuves kustība, kamēr metālā veidojas caurumi un apdegumi.
- Pārāk nelīdzena un plakana šuve. Galvenā kļūda šeit ir elektroda leņķī.
- Metāla bojājums. Tas notiek tāpēc, ka netika ievērota 5 mm atstarpe starp metālu un elektrodu, t.i., atstarpe bija pārāk maza.
- Pretējā gadījumā, kad sprauga ir pārāk liela, metāls nevārās cauri.
Visas iepriekš minētās kļūdas ir tikai rupjākās. Ir vēl daudz nianšu, kuras var saprast tikai ar pieredzi.
Metinot plānsienu metālu vai profilus, nepieciešama rūpīga pieeja darbam. Plānās detaļas var metināt, uzliekot notīrītu elektrodu un metinot tieši uz tā.
Krāsaino metālu metināšana ir pārsteidzoši atšķirīga, jo tai ir nepieciešami citi elektrodi. Nepieciešama arī īpaša aizsargājoša vide. Tagad jūs varat iegādāties universālas ierīces, kas gatavo gandrīz jebkuru metālu.
Ir arī pusautomātiskās ierīces darbam ar plānsienu metāliem. Tās būtība slēpjas īpašas stieples nogulsnēšanā.
Kā izvēlēties elektrodus metināšanai
Elektrods ir metāla stienis, kas ļauj vadīt strāvu uz metināmo sagatavi. Ir dažādu zīmolu elektrodi, bet metināšanai tērauds, ir piemēroti parastie elektrodi invertoram ar diametru 3 mm. Jo biezāks ir metāls, jo lielāks ir metināšanas elektrodu diametrs.

Ir ļoti svarīgi, lai metināšanas apmācības elektrodi būtu kvalitatīvi un, protams, sausi. Izmantojot mitrus elektrodus, pat pieredzējušam metinātājam ir ļoti grūti iesist loku un noturēt to stabilā stāvoklī.
Tāpēc, ja jūs nolemjat apgūt metināšanu, šiem nolūkiem izmantojiet tikai augstas kvalitātes palīgmateriālus.
Loka aizdedze
Pēc tam jums jāieslēdz invertors. Šī vienkāršākā elektriskā metināšanas procedūra tiek veikta, ieslēdzot pārslēgšanas slēdzi. Pašreizējā vērtība jāiestata ar regulatoru, kas ir viegli redzams ierīces priekšējā panelī. Izvēlētajam elektrodam ir piemērota strāva 100 A. Nolaidiet masku un turpiniet.

Pirmkārt, jums ir jāizstrādā loka aizdedzināšanas prasme. Izmantojot jauno elektrodu, tas tiek darīts, vienkārši pārvelkot to pāri daļai. Atcerieties, kā jūs aizdedzinat sērkociņus. Ja elektrods jau tika izmantots, tad tiem ir jāklauvē pie metāla virsmas. Gadās, ka iesācēju rokās elektrods pielīp pie metāla. To var viegli labot, strauji noliekot elektrodu uz sāniem. Gadījumā, ja nebija iespējams noplēst, jums ir jāizslēdz invertors. Tad pielipšanas punkti pazudīs paši.





Aizdedzinātais elektrods veido metināšanas loku. Lai to uzturētu, jums jāiemācās saglabāt attālumu līdz metālam 3-5 mm. Tuvojoties var rasties īssavienojums, ko pavada pielipšana. Attālinoties, loka pazudīs.
Kā metināt šuvi
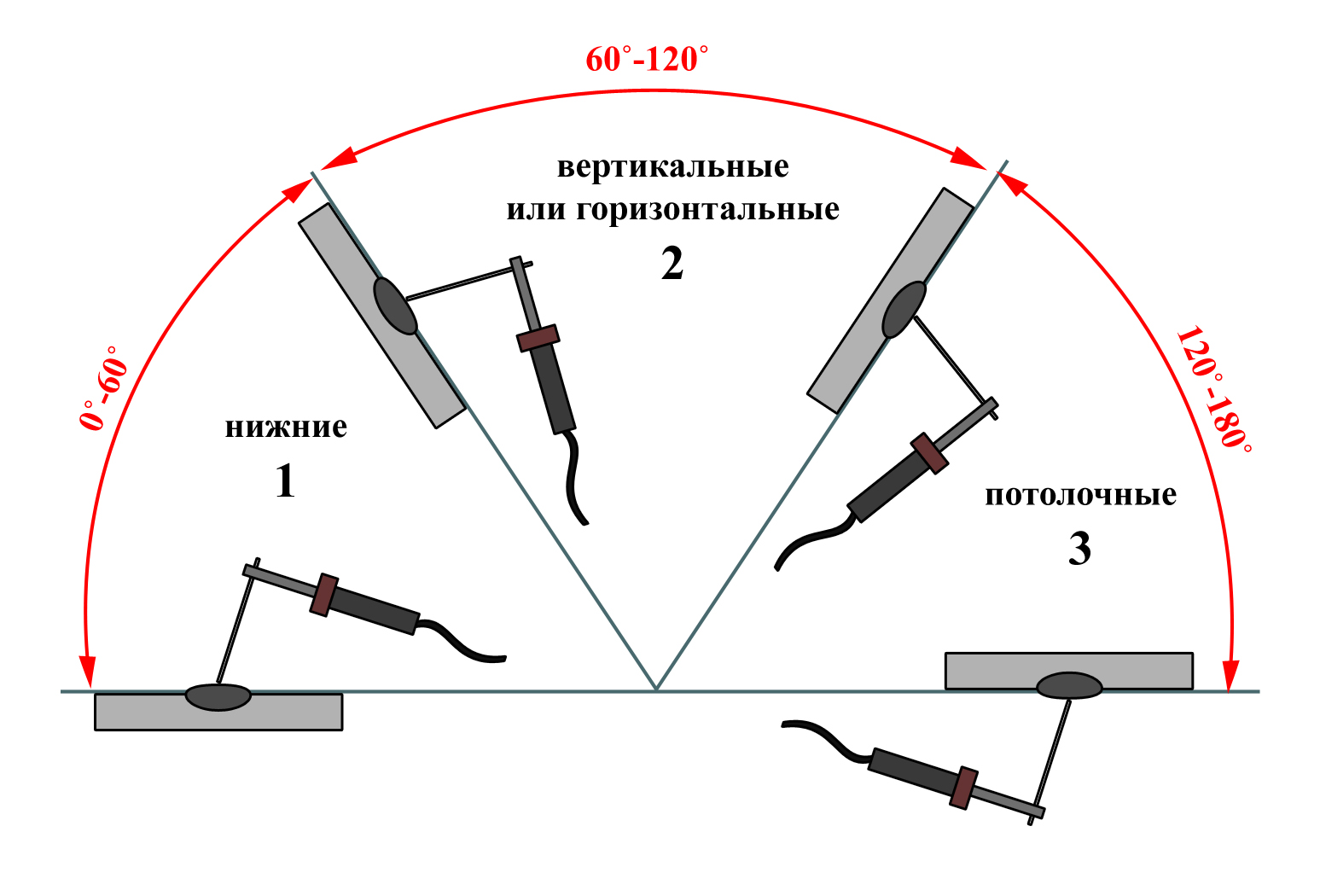
Metinot apakšējā stāvoklī, grūtības nerodas pat iesācējam metinātājam. Bet visiem pārējiem noteikumiem ir nepieciešamas zināšanas par tehnoloģijām. Katrai pozīcijai ir savi ieteikumi. Katra veida metināšanas šuvju izgatavošanas tehnika ir aplūkota turpmāk.
Vertikālo šuvju metināšana
Detaļu metināšanas laikā vertikālā stāvoklī izkusušais metāls gravitācijas ietekmē slīd uz leju. Lai novērstu pilienu izdalīšanos, tiek izmantots īsāks loks (elektroda gals atrodas tuvāk metinājuma baseinam). Daži amatnieki, ja elektrodi atļauj (nelīp), parasti tos piespiež pie detaļas.
Metāla sagatavošana (rievošana) tiek veikta atbilstoši savienojuma veidam un metināmo detaļu biezumam. Pēc tam tie tiek fiksēti iepriekš noteiktā pozīcijā, savienoti ar vairāku centimetru soli ar īsām šķērseniskām šuvēm - “skavām”. Šīs šuves neļauj daļām kustēties.
Vertikālu šuvi var metināt no augšas uz leju vai no apakšas uz augšu. Ērtāk ir strādāt no apakšas uz augšu: šādi loks spiež metināto baseinu uz augšu, neļaujot tam nolaisties. Tādējādi ir vieglāk izveidot kvalitatīvu šuvi.
Kā metināt vertikālu šuvi no apakšas uz augšu: elektroda novietojums un iespējamās kustības
Šajā video ir parādīts, kā pareizi metināt vertikālu šuvi ar elektrisko metināšanu ar elektroda kustību no apakšas uz augšu bez atdalīšanas. Tiek demonstrēta arī īso ruļļu tehnika. Šajā gadījumā elektrodu kustības notiek tikai uz augšu un uz leju, bez horizontālas nobīdes, šuve ir gandrīz plakana.
Ir iespējams savienot detaļas vertikālā stāvoklī ar loka atdalīšanu.Iesācējiem metinātājiem tas var būt ērtāk: atdalīšanas laikā metālam ir laiks atdzist. Izmantojot šo metodi, jūs pat varat novietot elektrodu uz metinātā krātera plaukta. Tas ir vieglāk. Kustību modelis ir gandrīz tāds pats kā bez pārtraukuma: no vienas puses uz otru, ar cilpām vai “īsu veltni” - uz augšu un uz leju.
Kā pagatavot vertikālu šuvi ar atstarpi, skatiet nākamo videoklipu. Tajā pašā video pamācībā parādīta strāvas stipruma ietekme uz šuves formu. Parasti strāvai jābūt par 5–10 A mazākai, nekā ieteikts noteikta veida elektrodam un metāla biezumam. Bet, kā parādīts video, tas ne vienmēr ir taisnība un tiek noteikts eksperimentāli.
Dažreiz vertikāla šuve tiek metināta no augšas uz leju. Šajā gadījumā, iedarbinot loku, turiet elektrodu perpendikulāri metināmajām virsmām. Pēc aizdedzes šajā pozīcijā uzkarsējiet metālu, pēc tam nolaidiet elektrodu un gatavojiet šajā pozīcijā. Vertikālās šuves metināšana no augšas uz leju nav īpaši ērta, nepieciešama laba metināšanas baseina kontrole, taču tādā veidā var sasniegt labus rezultātus.
Kā metināt vertikālu šuvi ar elektrisko metināšanu no augšas uz leju: elektroda stāvoklis un tā gala kustība
Kā metināt horizontālu šuvi
Horizontālu šuvi vertikālā plaknē var veikt gan no labās puses uz kreiso, gan no kreisās uz labo. Nav atšķirības, kuram ērtāk, viņš tā gatavo. Tāpat kā metinot vertikālu šuvi, vannai būs tendence nolaisties. Tāpēc elektroda slīpuma leņķis ir diezgan liels. To izvēlas atkarībā no kustības ātruma un pašreizējiem parametriem. Galvenais, lai vanna turas savā vietā.
Horizontālo šuvju metināšana: elektrodu novietojums un kustības
Ja metāls plūst uz leju, palieliniet kustības ātrumu, mazāk sasildot metālu.Vēl viens veids ir veikt loka pārtraukumus. Šajos īsajos intervālos metāls nedaudz atdziest un neizplūst. Varat arī nedaudz samazināt strāvu. Tikai visi šie pasākumi tiek piemēroti pakāpeniski, nevis visi uzreiz.
Zemāk esošajā videoklipā parādīts, kā pareizi metināt metālu horizontālā stāvoklī. Otrā video daļa par vertikālajām šuvēm.
Griestu šuve
Šis metināto savienojumu veids ir visgrūtākais. Nepieciešamas augstas prasmes un laba metināšanas baseina kontrole. Lai veiktu šo šuvi, elektrods tiek turēts taisnā leņķī pret griestiem. Loka ir īsa, kustības ātrums ir nemainīgs. Veiciet galvenokārt apļveida kustības, kas paplašina šuvi.








Drošības pasākumi elektriskajai metināšanai
Metāla elektrisko metināšanu pavada ne tikai siltuma izdalīšanās, dzirksteles utt. Nepareizi rīkojoties, jūs varat viegli iegūt elektriskās strāvas triecienu.
Tāpēc, pirms satveriet elektrodu turētāju pirmo reizi, izpildiet vairākas šādas prasības:
- Aizsargājiet acis. Šiem nolūkiem ir īpašas maskas metinātājiem vai viņu priekšgājējiem, vairogi ar gaismas filtriem;
- Noteikti strādājiet kombinezonā, tam jābūt izgatavotam no nedegošiem materiāliem, rokām un kājām jābūt nosegtām;
- Izmantojiet gumijas apavus un cimdus, metinātāja legingus. Tādā veidā jūs samazinat elektriskās strāvas trieciena risku.
Mēs nedrīkstam aizmirst, ka elektriskā metināšana, cita starpā, ir bīstama arī ar elektriskās strāvas triecienu. Tāpēc nav iespējams gatavot, metinot uz ielas, kad pat neliels lietus. Tāpat jūs nevarat gatavot traukos no degvielas, gāzes utt. Jums vienmēr jāvalkā gumijas kombinezons, lai aizsargātu rokas un kājas.

Mūsdienās mājsaimniecības metināšanai visbiežāk izmanto invertorus. Tās ir vieglas un mobilas ierīces, ar kurām var metināt tēraudu, čugunu un nerūsējošo tēraudu.
Sagatavošanās metināšanai
Elektriskā metināšanas apmācība ir praktisks process, kas prasa zināmu apmācību. Pirmkārt, jums ir jārūpējas par drošību. Metinātāja darbs ir diezgan bīstams:
- Iespējami apdegumi no izkausēta metāla šļakatām;
- Saindēšanās ar toksiskām sekrēcijām augstā temperatūrā;
- Elektrošoka iespēja;
- Acu traumas, ja netiek nēsātas aizsargbrilles.

Pareiza elektriskās metināšanas aprīkojuma un aprīkojuma izvēle ir droša procesa atslēga. Metināšanas darbiem jums būs nepieciešams:
Uzvalks no blīva auduma, pilnībā nosedz ķermeni, rokas un kājas;
Acu aizsardzībai var izmantot īpašas brilles, taču iesakām pievērst uzmanību maskām. Tie arī pasargās seju un ir drošāki metināšanas procesā;
Kvalitatīvas iekārtas metināšanai;
elektrodi;
ūdens spainis iespējamo ugunsgrēku likvidēšanai;
Īstā vieta metināšanai
Vēlams palikt ārpus telpām un izņemt visus tuvumā esošos uzliesmojošos priekšmetus.
Mūsdienu tirgus piedāvā plašu elektrisko metināšanas iekārtu izvēli, kuru dažādība ir trīs galvenie veidi:
- Transformators, kas pārveido maiņstrāvu metināšanai. Šāda veida metināšanas iekārta bieži nedod stabilu elektrisko loku, bet patērē lielu spriegumu;
- Taisngriezis pārvēršas līdzstrāvai no patērētāju tīkla. Šīs ierīces ļauj iegūt augstas stabilitātes elektrisko loku;
- Invertors ļauj pārveidot strāvu no sadzīves tīkla uz līdzstrāvu metināšanai. Šīs vienības raksturo viegla loka aizdedze un augsta veiktspēja.
Metināšana iesācējiem: video pamācības - skatieties un uzziniet nianses.
Iesācējiem ieteicams izvēlēties elektrodus, piemēram, cietus stieņus, kas ir pārklāti ar patērējamu sastāvu. Iesācējam metinātājam ar šādiem elektrodiem būs vieglāk izveidot vienmērīgu šuvi. Iesācēja stieņu izmērs ir 3 mm.
Padomi: kā pašam iemācīties gatavot ar elektrisko metināšanu
Metāla konstrukciju ir pilnīgi iespējams sametināt paša spēkiem 1 dienas laikā, ja zini, cik elektrodi ir nepieciešami, kuri jāizmanto, un ar nosacījumu, ka izstrādājums nav pārāk liels.
Un kas vēl jāpatur prātā, lai iemācītos gatavot pats:
Metinātājam ir svarīgi ne tikai pareizi strādāt, bet arī apgūt pamatus, jo īpaši, kāds darbības režīms ir nepieciešams konkrētam materiālam, jo metāls var būt tērauds, sakausējumi vai audumi, piemēram, metinātā krāsa. .
Noteikti izpētiet metodes, ar kurām varat izveidot konkrētu šuvi.
Ir nepieciešams pareizi pievērsties elektrodu un metināšanas stieples izvēlei.
Ja sākotnēji nav jākļūst par augstākās kategorijas profesionāli, tad metināšanu var apgūt pats, skatoties video pamācības, zīmējumus ar šuvēm, kā arī izpētot profesionāļu padomus. Apmācība būs gara, bet, iespējams, produktīva, it īpaši, ja pamazām mēģināsiet izgatavot šuves, palielinot darba pieredzes apjomu.

Daudzi cilvēki izvēlas izmantot resantu, jo tehnika var izturēt ilgstošas slodzes, kas ļauj ātri izbeigt lietu. Pirmajos mēģinājumos strādāt ar metināšanu labāk ir izmantot īstu invertoru, un tikai tad ar lielu pieredzi tas ir iespējams ar jebkuru citu ierīci. Attiecībā uz elektrodiem ieteicams izvēlēties "3".Tie ir ērti lietojami, un, galvenais, tie nepārslogo elektrotīklu.
Kopumā metināšanas iekārtas ir sadalītas tipos - transformators, taisngriezis, invertors. Kāpēc popularitāte paliek aiz invertoriem? Tās ir kompaktas, vieglas un ļoti viegli lietojamas iesācējam. Pirmajos metināšanas apguves soļos ir vērts ņemt vienkāršākus metāla veidus un vēlams pat elementus, lai nesarežģītu uzdevumu.






Pirms metināšanas jums ir jāsagatavo:
- Spainis ar ūdeni;
- Āmurs izdedžu kulšanai;
- dzelzs suka;
- Maska, kas aizsargā sejas un kakla zonu;
- Cimdi no speciāla auduma, kas piesūcināts ar kompozīciju, lai novērstu audekla aizdegšanos un izdegšanu;
- Īpašs apģērbs ar garām piedurknēm.
Neaizmirstiet, ka metinātais bizness ir ugunsbīstams, un tāpēc ir stingri aizliegts atrasties degošu vai viegli uzliesmojošu priekšmetu tuvumā, lai izslēgtu nopietnas sekas.
Manuālā loka metināšanas tehnika. Kā gatavot, metinot
Pirms pāriet uz praktiskiem vingrinājumiem, vēlos vēlreiz atgādināt par drošības pasākumiem. Darba vietas tuvumā nedrīkst atrasties koka darbagaldi un degoši materiāli. Noteikti ievietojiet darba vietā trauku ar ūdeni. Esiet informēts par ugunsgrēka risku.
Lai saprastu, kā pareizi metināt ar metināšanu, mēs piedāvājam jūsu uzmanībai detalizētas instrukcijas un metināšanas procesa video.
Vispirms mēģiniet sasist loku un turiet to vajadzīgo laiku. Lai to izdarītu, ievērojiet mūsu ieteikumus:
- Izmantojot metāla suku, ir nepieciešams notīrīt metināmo detaļu virsmas no netīrumiem un rūsas.Ja nepieciešams, to malas tiek pielāgotas viena otrai.
- Vislabāk ir iemācīties pareizi gatavot elektrisko metināšanu ar līdzstrāvu, tāpēc pievienojiet detaļai “pozitīvo” spaili, ievietojiet elektrodu skavā un iestatiet nepieciešamo strāvas stiprumu uz metināšanas iekārtas.
- Nolieciet elektrodu attiecībā pret apstrādājamo priekšmetu aptuveni 60° leņķī un lēnām virziet to pāri metāla virsmai. Ja parādās dzirksteles, paceliet stieņa galu par 5 mm, lai aizdedzinātu elektrisko loku. Iespējams, ka jums neizdevās iegūt dzirksteles pārklājuma vai izdedžu slāņa dēļ uz elektroda malas. Šādā gadījumā piesitiet detaļai ar elektroda galu, kā ieteikts video par pareizu metināšanu ar elektrisko metināšanu. Iegūto loku visā metināšanas procesā atbalsta 5 mm metināšanas sprauga.
- Ja loks iedegas ļoti negribīgi un elektrods visu laiku pielīp pie metāla virsmas, palieliniet strāvu par 10-20 A. Ja elektrods pielīp, pakratiet turētāju no vienas puses uz otru, iespējams, pat ar spēku.
- Atcerieties, ka stienis visu laiku izdegs, tāpēc tikai 3-5 mm atstarpes saglabāšana ļaus saglabāt stabilu loku.
Apgūstot loka sitienu, mēģiniet lēnām virzīt elektrodu pret sevi, vienlaikus veicot kustības ar amplitūdu 3-5 mm no vienas puses uz otru. Mēģiniet novirzīt kausējumu no perifērijas uz metināšanas baseina centru. Pēc apmēram 5 cm garas šuves metināšanas noņemiet elektrodu un ļaujiet detaļām atdzist, pēc tam piesitiet ar āmuru pie krustojuma, lai notriektu izdedžus. Pareizajai šuvei ir monolīta viļņota struktūra bez krāteriem un neviendabībām.
Šuves tīrība ir tieši atkarīga no loka izmēra un pareizas elektroda kustības metināšanas laikā.Noskatieties video, kā gatavot metinot, nofilmēts izmantojot aizsargfiltrus. Šādos video var skaidri redzēt, kā uzturēt loku un pārvietot elektrodu, lai iegūtu augstas kvalitātes šuvi. Mēs varam sniegt šādus ieteikumus:
- Nepieciešamo loka garumu uztur stieņa translācijas kustība pa asi. Kušanas laikā elektroda garums samazinās, tāpēc ir nepieciešams pastāvīgi tuvināt turētāju ar stieni, ievērojot nepieciešamo atstarpi. Tas ir uzsvērts daudzos videoklipos par to, kā iemācīties gatavot.
- Elektroda garenvirziena kustība rada tā sauktā kvēldiega veltņa nogulsnēšanos, kura platums parasti ir par 2-3 mm lielāks par stieņa diametru, un biezums ir atkarīgs no kustības ātruma un strāvas stipruma. Vītnes veltnis ir īsta šaura metinājuma šuve.
- Lai palielinātu šuves platumu, elektrods tiek pārvietots pāri tās līnijai, veicot svārstīgas turp un atpakaļ kustības. Metināšanas šuves platums būs atkarīgs no to amplitūdas lieluma, tāpēc amplitūdas lielumu nosaka, pamatojoties uz īpašiem apstākļiem.
Metināšanas procesā tiek izmantota šo trīs kustību kombinācija, lai izveidotu sarežģītu ceļu.
Pārskatot video par metināšanu ar elektrisko metināšanu un izpētot šādu trajektoriju diagrammas, varat saprast, kuras no tām var izmantot pārklāšanās vai sadurmetināšanai, ar detaļu vertikālo vai griestu izvietojumu utt.
Darbības laikā elektrods agrāk vai vēlāk pilnībā izkusīs. Šajā gadījumā metināšana tiek pārtraukta un turētājā esošais stienis tiek nomainīts. Lai turpinātu darbu, tiek notriekti izdedži un 12 mm attālumā no šuves galā izveidotā krātera tiek aizdedzināts loks.Pēc tam vecās šuves galu sakausē ar jaunu elektrodu un darbs turpinās.
Loka metināšana
Manuālā loka metināšana tiek plaši izmantota visās tautsaimniecības nozarēs un sadzīvē metāla konstrukciju elementu savienošanai. Tā atšķirīgās īpašības salīdzinājumā ar citiem metināto savienojumu veidiem ir:
- Salīdzinoši zemās izmaksas par metināšanas iekārtu un palīgmateriāliem, kas ir elektrodi.
- Augstas kvalitātes metināto savienojumu iegūšana no parastajām metālu kategorijām, ieskaitot nerūsējošos sakausējumus.
- Iespēja veikt metināšanas darbus daudzās grūti sasniedzamās vietās – to veicina nelielais svars un iekārtu pieslēgšanas vieglums pie elektrības.

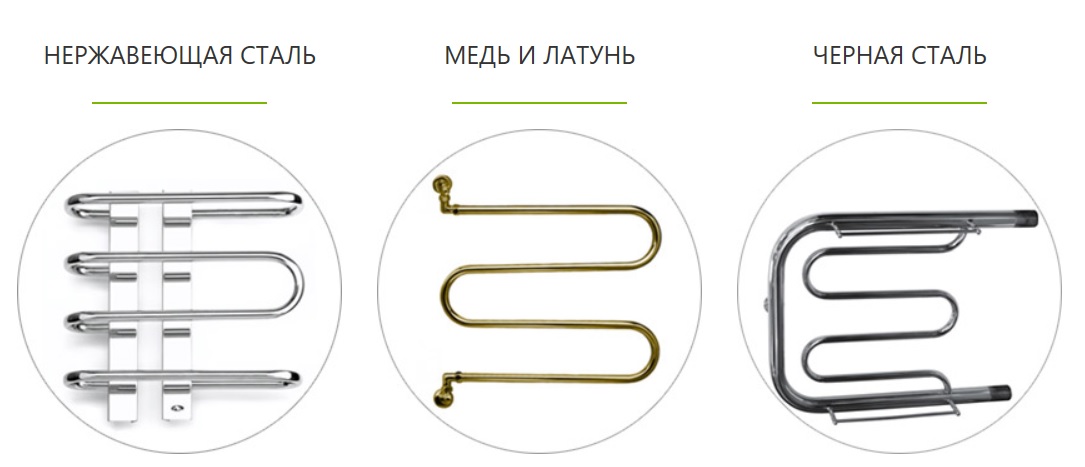
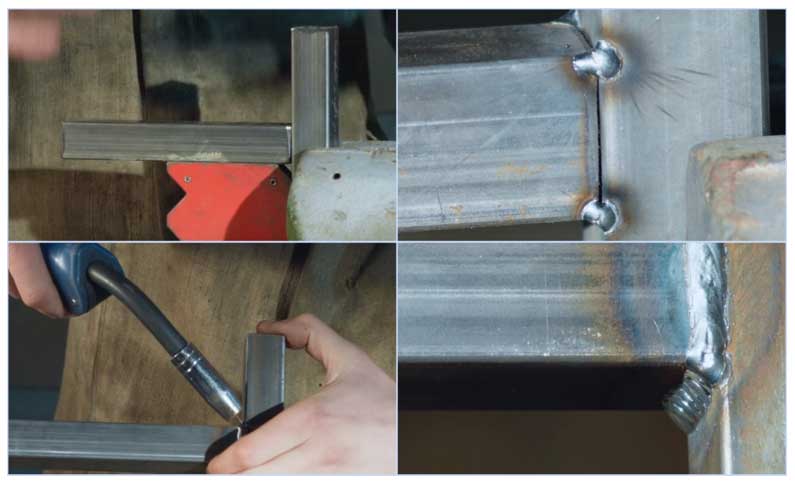
Rīsi. 7 Plānas profila caurules metināšana - šuvju veids
Darbu veikšana, izmantojot elektrisko loka metināšanu, sastāv no šādām darbībām:
- Cauruļu galus sagatavo metināšanai, lai tos notīrītu no rūsas, pēc tam sagataves tiek iestatītas vajadzīgajā attālumā, lai aizpildītu šuvi ar metālu no izkausētā elektroda, bieži vien tam tiek izmantotas īpašas ierīces.
- Metināšanas iekārta tiek ieslēgta, iestatot nepieciešamo strāvu atbilstoši iebūvētajam indikatoram, elektrods tiek ievietots turētājā, kas savienots ar metināšanas iekārtu, otrais gals tiek piestiprināts pie caurules.
- Metināmo detaļu novietojums viena pret otru tiek fiksēts ar punktmetināšanu (taki), pēc kura tiek veikta elektriskā metināšana, izmantojot aizsargtērpu, masku un metinātāja cimdus.
- Darba beigās katlakmens tiek notriekts un šuve tiek notīrīta ar metāla suku.
Pusautomātiskā metāla inertās gāzes metināšana (MIG)
Pateicoties mūsdienu tehnoloģijām, ir kļuvis iespējams visvienkāršākajā veidā metināt profila izstrādājumus sadzīves apstākļos, kam nav nepieciešama liela pieredze un daudzu gadu metinātāja apmācība.
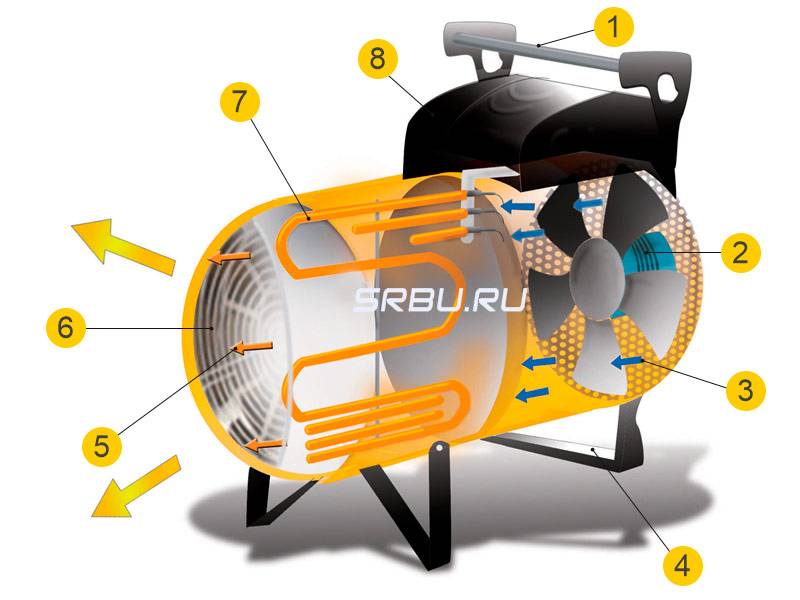
Rīsi. 8 Kā darbojas MIG
Pusautomātiskā inertās gāzes metināšana (MIG) ir evolucionārs solis parastās loka metināšanas attīstībā, salīdzinājumā ar kuru tai ir šādas priekšrocības:
- Elektroda vietā metināšanas baseinā caur degli automātiski tiek ievadīts īpašs vads ar diametru no 0,6 līdz 1,2 mm, tīts ruļļos - tas automatizē procesu un samazina elektrodu maiņas laiku.
- Kopā ar stiepli caur metināšanas uzmavu deglim tiek piegādāta inerta gāze (parasti oglekļa dioksīda un argona maisījums) - tas novērš izdedžu veidošanos un uzlabo metinājuma kvalitāti.
Pateicoties šai tehnoloģijai, pusautomātiskajai metināšanai ir šādas priekšrocības salīdzinājumā ar elektriskām loka iekārtām:
- Ļauj metināt plānas sagataves ar biezumu 0,5 mm.
- Pagatavo tēraudu, nerūsējošo tēraudu, čugunu, alumīniju un krāsainos metālus.
- Veicot darbu, nav izdedžu un praktiski nav dūmu - tas ir mazāk kaitīgs veselībai, uzlabo šuves kvalitāti salīdzinājumā ar elektriskā loka metodēm.
MIG trūkumi ietver lielumu (nepieciešams masīvs gāzes balons un stieples padeves sistēma deglim) un neiespējamība strādāt stiprā vējā, kas izpūš gāzi no metināšanas zonas.
Rīsi. 9 Plānsienu profilcauruļu metināšana inertās gāzes vidē
Instrumenti un aprīkojums
Manuālās loka metināšanas tehnika ir salīdzinoši vienkārša un tiek veikta, izmantojot specializētu aprīkojumu un elektrodus.Jums būs nepieciešami arī palīginstrumenti un aizsardzības līdzekļi.





Aprīkojuma veidi
Ir trīs veidu ierīces, ko var izmantot loka metināšanai pats:
- transformatori. Šādu ierīču darbības princips ir balstīts uz maiņstrāvu. Jāpiebilst, ka tie ir diezgan smagi, spēj izraisīt pēkšņas sprieguma izmaiņas kopējā elektrotīklā un ir ļoti trokšņaini. Uz transformatora ir diezgan grūti izveidot vienmērīgu šuvi, to var izdarīt tikai pieredzējuši metinātāji. Bet, ja iesācēju amatnieki tiek apmācīti loka metināšanā, izmantojot transformatoru, tad strādāt ar citu aprīkojumu būs daudz vieglāk;
- taisngrieži. Ierīču darbību nodrošina pusvadītāju diodes. Šāda veida vienības pārvērš maiņstrāvu līdzstrāvā. Šīs ir daudzpusīgas ierīces. Viņiem ir piemēroti gandrīz visi elektrodi, un metināšanu var veikt dažādiem metāliem. Salīdzinot ar transformatoru, metināšanas process ir daudz vienkāršāks un tiek saglabāta loka stabilitāte;
- invertori. Viņi strādā gandrīz klusi. Viegli lietojams, pateicoties kompaktumam un automātiskai regulēšanas sistēmai. Darbības laikā ierīce rada lielas jaudas līdzstrāvu, pārveidojot maiņstrāvu.
Starp visām ierīcēm invertori tiek uzskatīti par labākajiem. Tie rada stabilu loku pat jaudas pārspriegumu laikā un ir daudzfunkcionāli.
Instrumenti un aprīkojums
Pirms metināšanas ar elektrisko loka metināšanu vispirms jāsagatavo individuālie aizsardzības līdzekļi un instrumenti:
- metināšanas aparāti un tam pievienotie elektrodi.Tiem, kas tikai apgūst metināšanas prasmes, vajadzētu sagatavot vairāk elektrodu;
- palīginstrumenti. Loka metināšanas tehnika ietver metināšanas laikā radušos izdedžu noņemšanu, un šim nolūkam ir nepieciešams āmurs un metāla suka;
- aizsargtērps. Nesāciet metināšanu bez īpašas maskas, cimdiem un aizsargapģērba, kas izgatavots no blīviem materiāliem. Nav vērts atstāt novārtā šādus līdzekļus, jo no tiem ir atkarīga cilvēku drošība.
Ja jūs strādājat ar ierīci pirmo reizi un vēlaties iemācīties pareizi metināt ar manuālu loka metināšanu, ieteicams iepriekš sagatavot mācību metāla elementus.
Izplatītas iesācēju kļūdas
Loka metināšanas shēma.
Iesācēji metinātāji mēdz pieļaut kļūdas, kas saistītas ar metināšanas iekārtu lietošanas pamatu nezināšanu. Piemēram, iesācēji var nezināt, kā izvēlēties pareizo polaritāti metināšanai ar invertoru, kas novedīs pie slikta savienojuma veidošanās vai pat daļas pārdegšanas.
Var izdalīt šādas galvenās kļūdas:
- drošības pasākumu neievērošana;
- nepareiza metināšanas iekārtas izvēle;
- zemas kvalitātes vai nesagatavotu elektrodu izmantošana;
- strādāt bez izmēģinājuma šuvēm.
Iesācējiem atsevišķi jāatzīmē viena iezīme, ja jūs gatavojat Resant ar metināšanu. Šis aprīkojums ir ļoti populārs, taču tam ir īsi savienojuma kabeļi, kuru lietošana var būt neērta.
Metināšanas iekārtu veidi
Tirgū ir liels skaits dažādu veidu metināšanas iekārtu modeļu.
No visa to daudzveidības:
- transformatori;
- taisngrieži;
- invertori;
- pusautomātisks;
- automātiskās mašīnas;
- plazma;
Mājas darbnīcā visbiežāk izmanto transformatorus to lētuma dēļ un invertorus to vienkāršības un lietošanas ērtuma dēļ. Pārējiem ir nepieciešami vai nu īpaši darba apstākļi, kas sasniedzami tikai ražošanā, vai arī īpaša apmācība un ilgstoša prasmju apguve.
transformators
Šādu ierīču ierīce ir ārkārtīgi vienkārša - tas ir jaudīgs pazeminošs transformators, kura sekundārajā tinumā ir iekļauta darba elektriskā ķēde.

transformatora metināšanas iekārta
Transformatora priekšrocības:
- nepretenciozitāte;
- izdzīvošana;
- vienkāršība;
- lētums.
Trūkumi
- ļoti liels svars un izmēri;
- zema loka stabilitāte;
- strādāt ar maiņstrāvu;
- izraisa jaudas pārspriegumu.
Šādai iekārtai no metinātāja ir vajadzīgas prasmes un liela pieredze. Lai iemācītu iesācēju metinātājam pareizi metināt, tas nav piemērots.
invertori
Invertora iekārtai ir daudz sarežģītāks dizains. Invertora bloks atkārtoti pārveido ieejas tīkla spriegumu, sasniedzot tā parametrus līdz vajadzīgajiem. Augstfrekvences strāvas transformācijas dēļ transformatora izmēri un svars ir daudzkārt mazāki.

invertors
Invertora priekšrocības:
- mazs svars un izmēri;
- stabilizēts spriegums un strāva ķēdē;
- papildu pretlipšanas un karstās palaišanas funkcijas;
- spēja precīzi noregulēt strāvas un loka parametrus;
- neizraisa sprieguma pārspriegumu barošanas tīklā.
Invertoram ir arī trūkumi:
- augsta cena;
- zema salizturība.
Mācīties pareizi gatavot ēdienu vislabāk ir sākt ar invertoru.Loka parametru stabilitāte un papildu funkcijas, kas atvieglo iedarbināšanu un novērš "pielipšanu", ļaus iesācējam koncentrēties uz šuvi un ātri apgūt tehnoloģiju.



Elektriskā metināšanas tehnoloģija
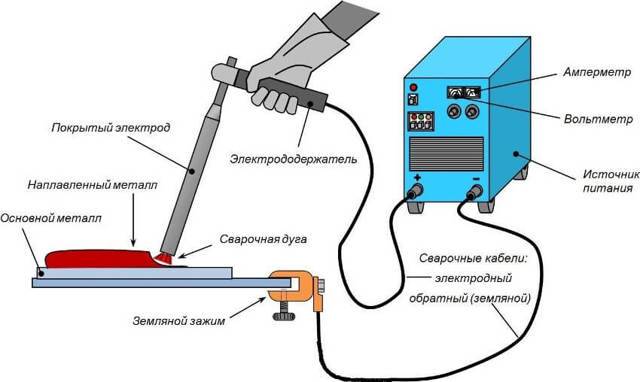
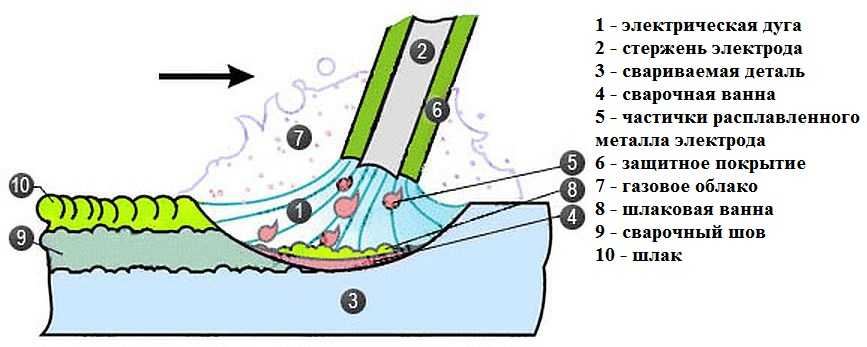
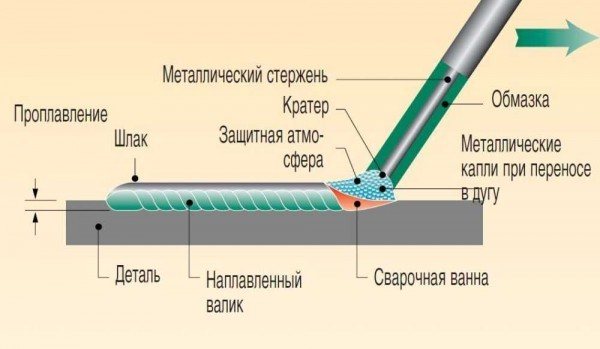
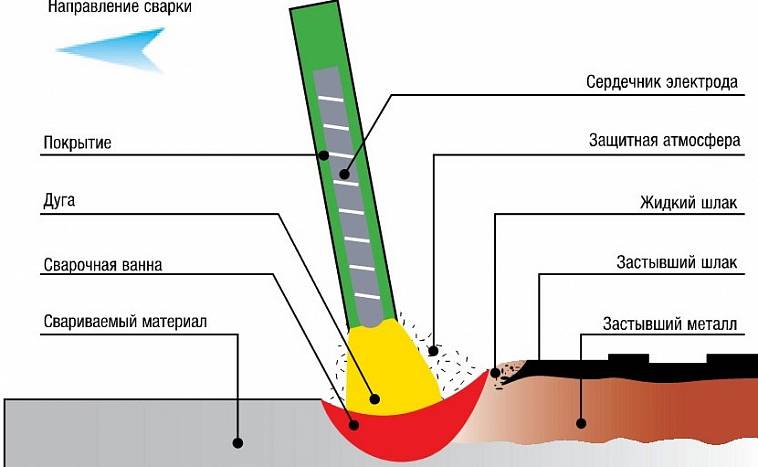
Elektriskā metināšana ir process, kas notiek augstas temperatūras ietekmē virs metāla kušanas. Metināšanas rezultātā uz metāla virsmas veidojas tā sauktais metināšanas baseins, kuru piepilda ar izkausētu elektrodu, tādējādi veidojot metinājumu.
Tāpēc galvenie nosacījumi elektriskās metināšanas īstenošanai ir aizdedzināt elektrodu loku, izkausēt metālu uz metināmajām sagatavēm un piepildīt ar to metināšanas baseinu. Šķiet, ka vienkāršībā nesagatavotam cilvēkam to ir ļoti grūti izdarīt. Pirmkārt, jums ir jāsaprot, cik ātri elektrods sadedzina, un tas ir atkarīgs no tā diametra un strāvas stipruma, kā arī jāspēj atšķirt izdedžus metāla metināšanas laikā.
Turklāt ir nepieciešams uzturēt vienmērīgu ātrumu un pareizu elektroda kustību metināšanas laikā (no vienas puses uz otru), lai metināšana būtu gluda un uzticama, izturētu pārrāvuma slodzes.
Kā iedegt loku
Elektriskās metināšanas izstrāde jāsāk ar pareizu loka aizdedzi. Apmācību vislabāk veikt uz nevajadzīga metāla gabala, taču tam nevajadzētu būt sarūsējušam, jo tas nopietni sarežģīs uzdevumu un var apmulsināt iesācēju metinātāju.
Ir divi vienkārši veidi, kā sākt loku:
- Ātri pieskaroties elektrodam uz sagataves virsmas un pēc tam pavelkot to līdz 2-3 mm attālumam. Ja pacelsiet elektrodu no augšā esošā metāla, loks var pazust vai kļūt pārāk nestabils;
- Sitiens ar elektrodu pret metināmās sagataves virsmu tā, it kā jūs aizdedzinātu sērkociņu.Ir nepieciešams pieskarties metālam ar elektroda galu un pavelciet to 2-3 cm gar virsmu (virzienā uz metināšanas vietu), līdz loks aizdegas.
Otrā loka aizdedzes metode ir vislabāk piemērota iesācējiem elektriskajiem metinātājiem, jo tā ir visvienkāršākā. Arī īstermiņa vadība uz metālu sasilda elektrodu, un tad ar to gatavot kļūst daudz vieglāk.
Pēc loka aizdegšanās tas jātur pēc iespējas tuvāk apstrādājamā priekšmeta virsmai, ne vairāk kā 0,5 cm attālumā.Turklāt šim attālumam jābūt aptuveni vienādam visu laiku, pretējā gadījumā metinātā šuve būt neglīts un nevienmērīgs.
Metināšanas ātrums
Elektroda ātrums ir atkarīgs no metināmā metāla biezuma. Attiecīgi, jo plānāks tas ir, jo lielāks ir metināšanas ātrums, un otrādi. Pieredze šajā jomā nāks ar laiku, kad iemācīsities iedegt loku un sāksiet vairāk vai mazāk gatavot. Zemāk redzamajos attēlos ir ilustratīvi piemēri, pēc kuriem var saprast, ar kādu ātrumu tika veikta metināšana.
Ja lēni, tad metināšanas šuve izrādās bieza, un tās malas ir stipri izkusušas. Ja, gluži pretēji, elektrods tiek virzīts pārāk ātri, tad šuve ir vāja un plāna, kā arī nevienmērīga. Pie pareizā metināšanas ātruma metāls pilnībā piepilda metināšanas baseinu.
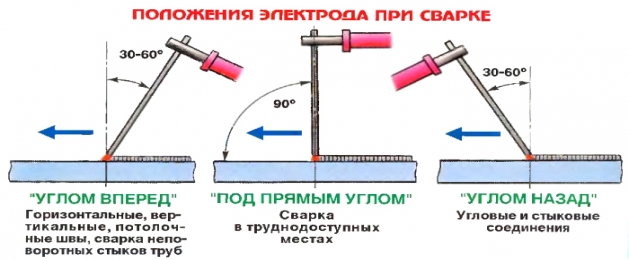
Turklāt, praktizējot metināšanu, jums jāuzrauga pareizais elektroda leņķis attiecībā pret metāla virsmu. Leņķim jābūt aptuveni 70 grādiem, un to var mainīt, ja nepieciešams. Metināšanas šuves veidošanas laikā elektroda kustība var būt gareniska, translatīva un svārstīga, no vienas puses uz otru.
Katrs no šiem elektrodu vadīšanas paņēmieniem ļauj sasniegt vēlamo šuvi, samazināt vai palielināt tā platumu, kā arī mainīt dažus citus parametrus.