- Veidi
- Cauruļu lodēšana zem slāpekļa
- Cauruļu lodēšana ar ēkas žāvētāju
- Kapilāru lodēšana
- Indukcijas lodēšana
- Lodēšanas komponenti
- Lodēšanas izvēle
- Plūsmas izvēle
- Armatūras izvēle
- Lietojumprogrammas
- Kuru gāzes degli izvēlēties
- Cauruļvada montāža ar veidgabaliem
- Instrumenti un materiāli
- Montāžas instrukcijas
- Lodēšanas lāpas
- 6. vieta - metāla deglis bundžai
- 7. vieta - tipisks deglis, kas tiek likts uz kannas
- 8. vieta - deglis smidzināšanas baloniņai ar platu uzgali
- Gāzes degļu veidi
- Flux
- Galvenie veidi
- Vītņota uzstādīšana, izmantojot uzgaļus
- Drošības pasākumi, veicot vara cauruļu lodēšanu
- Mācāmies lodēt ar gāzes degli
- Kura zīmola gāzes degli labāk izvēlēties
- Tehnoloģiju nianses
Veidi
Vara cauruļu lodēšanai ir divas tehnoloģijas.
- Zemas temperatūras (tiek izmantots mīkstlodmetāls) izmanto santehnikas vai apkures sistēmās. Vides, kurā tiek izmantota šī tehnoloģija, temperatūrai jābūt ne augstākai par 110 grādiem.
- Augstas temperatūras lodēšana (cietlodēšana) tiek izmantota sistēmās ar augstu temperatūru un augstu spiedienu. Galvenokārt izmanto rūpniecībā.
Kuru no divām metodēm izvēlēties, ir jūsu bizness.Bet augstas temperatūras lodēšanai nepieciešams profesionāls lodlampa, kuru veikalā nav tik viegli atrast, turklāt tas maksā lielu naudu. Zemā temperatūrā ir atļauts izmantot pūtēju vai lētu rokas degli ar maināmu cilindru.


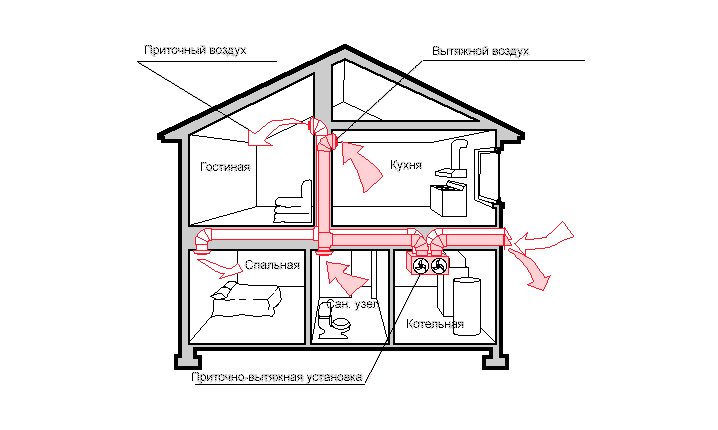
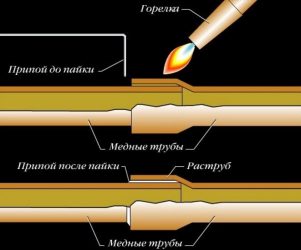
Cauruļu lodēšana zem slāpekļa
Uzstādīšanai nepieciešama slāpekļa apstrāde, un vara cauruļu lodēšana bez slāpekļa gāzes nav atļauta. Bieži vien konstrukcijas tiek lodētas ar cietlodēšanu, kas ļauj neuztraukties par to, vai savienojums ekspluatācijas laikā izturēs augstu temperatūru. Cietlodēšanas procesā varš tiek uzkarsēts līdz metāla sarkanai krāsai, kas negatīvi ietekmē paša materiāla struktūru. Uz caurules iekšējās un ārējās virsmas veidojas zvīņa. Sārnas - sadeguša vara atliekas, kas radušās, to karsējot. Cauruļu sienas kļūst daudz plānākas.

Ja nolemjat izmantot slāpekli, savā darbā ievērojiet šādus ieteikumus:
- savienot vadu ar slāpekli saturošu cilindru;
- pēc tam uzstādiet gāzes regulatoru vai rotometru;
- noregulējiet slāpekļa balona reduktoru uz minimālo slāpekļa spiedienu, iestatiet rotometru uz ātrumu 5 m/min;
- tiklīdz ir pabeigta lodēšana, caur cauruli tiek izlaists slāpeklis, tas tiek darīts, līdz caurule ir pilnībā atdzisusi.

Cauruļu lodēšana ar ēkas žāvētāju
Ir iespējams lodēt caurules ar ēkas fēnu, ja caurules diametrs ir mazs. Manipulācijas ar šo metodi ir līdzīgas degļa izmantošanai. Ar šo savienojumu šuves ir ļoti spēcīgas un iztur augstas temperatūras. Iesācējiem, izmantojot šo metodi, vara apdegumi ir neizbēgami. Metālu ir viegli pārkarst, tāpēc materiāls saplīst.


Kapilāru lodēšana
Ja caurulēm ir dažādi diametri (atšķirība nav lielāka par 0,5 mm), tiek izmantota kapilārā lodēšanas metode. Lodmetāls aizpilda iegūto vietu starp caurulēm. Jāpiebilst, ka kā tāda šuve nestrādā, bezšuvju savienojums. Tad tiek izmantoti cietlodmetāli, to aizsargfunkcijas ir labākas.
Indukcijas lodēšana
Augstas frekvences strāva var labvēlīgi ietekmēt metālu. Indukcijas lodēšana ir kļuvusi plaši izplatīta savas unikalitātes dēļ, darbs ar šo metodi tiek veikts ātri, savukārt materiāls nekļūst plānāks, bet saglabā savas īpašības.
Ir noteiktas šādas priekšrocības:
- Siltums tiek ģenerēts caurulē bez ārējiem traucējumiem;
- Visas iekārtas ir automatizētas, ierīces palīdz iegūt vēlamo rezultātu ar konkrētiem parametriem;
- Indukcijas lodēšana tiek veikta vakuumā, metāls šajā vidē ir aizsargāts no korozijas;
- Ražošanas resursu taupīšana;
- Drošība - kad indukcijas lodēšanai nav nepieciešama liesma vai gāze, tiek uzkarsēta tikai šuve.


Lodēšanas komponenti
Lai nodrošinātu kvalitatīvu un spēcīgu cauruļu savienojumu, nepieciešams izvēlēties pareizos materiālus lodēšanai.
Lodēšanas izvēle
Lodēšana lodēšanai var būt mīksta un cieta. Cietajam lodlam ir stieņu forma un tas kūst 900 grādu darba temperatūrā. Ar tās palīdzību tiek panākta liela cauruļu savienojuma izturība. Tas ir svarīgs rādītājs ūdensapgādes, gaisa kondicionēšanas, saldēšanas un gāzes apgādes sistēmu būvniecībā.
Divu veidu lodmetāli tiek uzskatīti par ērtiem un visbiežāk tiek izmantoti:
- pievienojot Cu 94;
- pievienojot Cu 94 P 6 Ag 2.
Sešu procentu fosfora koncentrācija piedevā ļauj samazināt temperatūru, kurā vara kūst, līdz 750 grādiem.Savienojuma stiprums tiek panākts vara un lodmetāla termiskās izplešanās koeficientu līdzības dēļ.
Mīksts lodmetāls ir stieple ar diametru 2-3 mm. Tā kušanai pietiek ar 300 grādu temperatūru, tāpēc to parasti izmanto sadzīves remontā. Šāda lodmetāla sastāvā ietilpst: svins, alva un to sakausējumi ar sudraba piejaukumu.
Plūsmas izvēle
Plūsmas ir divu veidu:
- augsta temperatūra, ar darba temperatūru virs 450 grādiem;
- zema temperatūra, ar darba temperatūru zem 450 grādiem.
Plūsmas nodrošina ciešu lodēšanas savienojumu ar metālu, palīdz novērst caurules oksidēšanos, veicina labāku lodēšanas plaisāšanu un aizsargā lodēšanas vietas no skābekļa ietekmes.
Pirms lodēšanas kausēšanas tiek notīrītas savienojamās virsmas. Pēc tam ar otu plānā kārtā uz tiem vienmērīgi uzklāj kušņu. Pēc cauruļu daļu lodēšanas ir jānoņem liekā plūsma, lai novērstu virsmas koroziju un noplūdi.







Armatūras izvēle
Armatūra ir daļas cauruļu izvadiem, līkumiem un pārejām uz vītnēm. Armatūras ligzdām ir noteikti diametra standarti, ņemot vērā spraugas, piemērotas dažāda veida caurulēm. Armatūra ir diezgan dārga, un, ja iespējams, tā vietā tiek izmantots cauruļu paplašinātājs.
Lietojumprogrammas
Gāzes degļa izmantošana ir ļoti plaša:
- Degli izmanto vadu vai dažādu kabeļu lodēšanai, lielas elektronikas remontam. Alumīnija lodēšana ar gāzes degli tiek veikta diezgan bieži, kas ir saistīts ar šī materiāla zemu kušanas temperatūru.
- Ierīci izmanto dažādu automašīnas konstrukcijas elementu remontam. Piemērs ir gadījums, kad tiek bojāta siltuma izlietne, kas izgatavota no kausējamā sakausējuma. Noplūdes var novērst, pakļaujot to augstām temperatūrām.
- Vara cauruļu lodēšana var notikt, izmantojot gāzes degli. Tiek veikti remontdarbi. Ierīci izmanto arī dažādu konstrukciju uzstādīšanas laikā, piemēram, metāla rūdīšanai.
- Dažiem sakausējumiem ir palielināta kausējamība. Metālu, piemēram, vara, savienojumu var veikt, izmantojot degli. Pietiek sildīt metālus un tos mehāniski savienot. Pēc materiāla atdzesēšanas var iegūt augstas kvalitātes savienojumu.
- Ierīci var izmantot, kad nepieciešams pavadīt laiku ārā ziemā. Varat to izmantot, lai uzsildītu uguni vai apdedzinātu spēli, uzsildītu instrumentus vai veiktu citus darbus.

Lodēšana ar acetilēna degli
Neskatoties uz diezgan lielo degļa sadalījumu, vairumā gadījumu to izmanto dažādu sakausējumu lodēšanai. Piemēram, misiņa lodēšana tiek veikta, izmantojot gāzes degli. Jāpatur prātā, ka ir diezgan daudz ierīču šķirņu, katrai no tām ir savas specifiskās funkcijas.
Kuru gāzes degli izvēlēties
Vara lodēšanas instruments tiek pārdots tirgū lielos daudzumos. Jaunākie ierīču modeļi ir izgatavoti, izmantojot tikai jaunākās tehnoloģijas. Tāpēc neprofesionālim ir diezgan grūti izvēlēties gāzes sildītāju.
Pirms pirkšanas ieteicams noteikt ierīces darbības apstākļus. Ja to nevar izdarīt, izvēle ir jāizdara uz universālā modeļa.
Ieteicams ņemt vērā arī šādus kritērijus:
- Izmantotās gāzveida degvielas veids.
- Ierīces jauda, kas izvēlēta atkarībā no sienu biezuma un cauruļu diametra.
- Pielietojuma joma, jo ierīci vara elementu lodēšanai ne vienmēr var izmantot metāla griešanai.
- Materiāli, kurus var apstrādāt ar izvēlēto armatūru.
Pērkot jāņem vērā arī svars. Viena no labākajām ir aptuveni 400g smags aparāts.Neprofesionāļiem ieteicams modelis, kurā iekļauti standarta, ciklona un superciklona tipa uzgaļi. Šīs detaļas ļaus lodēt dažādas konfigurācijas.
Cauruļvada montāža ar veidgabaliem
Savienojums vara caurules ar veidgabaliem ražots tikai vietās, kas pieejamas pārbaudei. Šis noteikums ir saistīts ar faktu, ka savienojums nav pilnībā noslēgts un laika gaitā var veidoties noplūdes.
Vītņotā savienojuma priekšrocība ir tāda, ka nepieciešamības gadījumā remontu var veikt bez papildu piepūles, jo iegūtais savienojums ir noņemams.
Instrumenti un materiāli
Lai saliktu cauruļvadu, jums būs nepieciešami šādi materiāli un instrumenti:
- piemērota diametra vara caurules;
- savienojošie presēšanas vai presēšanas piederumi;
Īpašas ierīces cauruļvadu montāžai
Armatūras veidus un skaitu izvēlas saskaņā ar cauruļvadu shēmu.
- cauruļu griezējs vai metāla zāģis;
- cauruļu liekējs vara caurulēm. Ierīci izmanto, lai organizētu cauruļvadu ar mazāku savienojumu skaitu, kas palielina sistēmas izturību;
- fails cauruļu apstrādei pēc griešanas (pirms savienošanas).Turklāt varat izmantot smalku smilšpapīru;
- FUM-lente vītņu blīvēšanai. Papildus FUM lentei varat izmantot arī lina diegu, Tangit Unilok diegu vai jebkuru citu blīvējuma materiālu;
- uzgriežņu atslēga.
Montāžas instrukcijas
Vara cauruļvada montāža ar savām rokām, izmantojot veidgabalus, tiek veikta šādi:
- cauruļu griešana cauruļvadam. Katras caurules garumam pilnībā jāatbilst shēmai, kas sastādīta sistēmas izstrādes laikā;
- izolācijas slāņa noņemšana. Ja aprīkotai cauruļvadu sistēmai jebkuram mērķim tiek izmantotas caurules ar izolāciju, tad stipram savienojumam tiek noņemts izolācijas slānis. Lai to izdarītu, ar nazi tiek sagriezta vēlamā daļa un caurule tiek notīrīta;
- griezto malu apstrādā ar vīli, smilšpapīru, līdz iegūst gludu virsmu. Ja caurules galā paliek urbumi, bedres vai citi nelīdzenumi, savienojums izrādīsies mazāk hermētisks;
Caurules noņemšana pirms pievienošanas armatūrai
- ja nepieciešams, caurules ir saliektas;
- uz sagatavotās caurules tiek uzlikts savienotājuzgrieznis un kompresijas gredzens;
Armatūras elementu uzstādīšana savienošanai
- caurule ir savienota ar veidgabalu. Sākumā pievilkšana tiek veikta ar rokām, pēc tam ar uzgriežņu atslēgu. Pievilkšanas laikā uzgalis pilnībā noblīvē savienojumu, novēršot nepieciešamību pēc papildu hermētiķiem. Tomēr, savienojot vara cauruli ar cauruli vai veidgabalu, kas izgatavots no cita materiāla, ir nepieciešams papildu blīvējums ar FUM lenti.
Fitting fiksācija
Ir svarīgi nepārvilkt vītnes, jo mīkstais varš viegli deformējas.
Lodēšanas lāpas
6. vieta - metāla deglis bundžai

Ļoti vienkāršs un šaurs deglis, kas tiek nēsāts uz gāzes kasetnes. Reglitors un šaurs uzgalis ļauj šaurās vietās nokļūt līdz vajadzīgajām daļām. Pjezo aizdedzes nav, bet viss izskatās kvalitatīvi - visapkārt metāls un liels gāzes padeves regulators. Butāna cilindrs ļauj no šī degļa iegūt aptuveni 1300 grādus pēc Celsija.










Priekšrocības:
daudz metāla, šaura sprausla.
Trūkumi:
nav pjezo aizdedzes.
7. vieta - tipisks deglis, kas tiek likts uz kannas

Tas ir novietots kā deglis tūristiem un ēdiena gatavošanai: bārbekjū, kūkas, suši utt. Protams, to var izmantot metālu lodēšanai, griešanai un metināšanai. Komplektā pjezo aizdedze un liesmas regulators. Deglis darbojas klasiski ar butānu. Korpuss izgatavots no plastmasas, sprauslas korpuss izgatavots no nerūsējošā tērauda.
Tādas izmaksas.
Priekšrocības:
labi piemērots ēdiena gatavošanai, ir pjezo aizdedze.
Trūkumi:
Korpuss ir izgatavots no plastmasas, tāpēc jums jābūt uzmanīgiem, lai to nesalauztu.
8. vieta - deglis smidzināšanas baloniņai ar platu uzgali

Misiņa deglim nav pjezo aizdedzes, taču tas spēj labi apcept bārbekjū un masīvas metāla detaļas. Oranžais regulators ļauj viegli mainīt liesmas garumu. Butāns no cilindra uzsilda liesmu līdz 1300 grādiem.
Priekšrocības:
piemērots ēdiena gatavošanai un masīvām daļām.
Trūkumi:
nav pjezo aizdedzes.
Gāzes degļu veidi
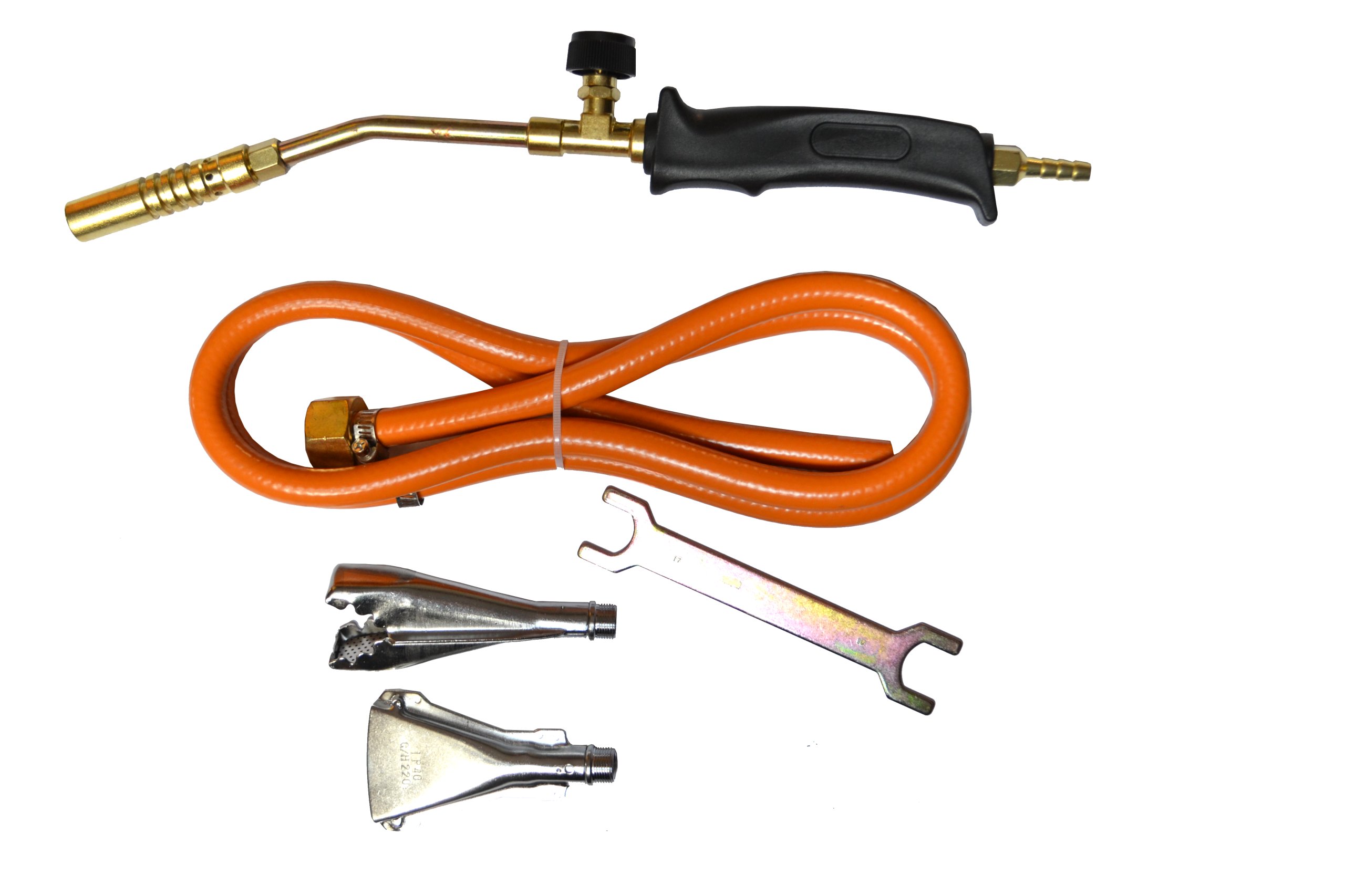
Gāzes degļi
- balona nostiprināšana ar sašķidrinātu gāzi;
- ieplūdes sprauslas;
- instrumenta galva;
- degvielas padeves regulators;
- reduktors.
Visi gāzes degļi pēc degmaisījuma veida ir sadalīti:
- propāna degļi;
- uz MAR gāzi.
Ikdienā ir divu veidu degļi:
- mājas ar strūklas temperatūru līdz 1500 grādiem pēc Celsija;
- rūpnieciski ar temperatūru līdz 2000 grādiem.
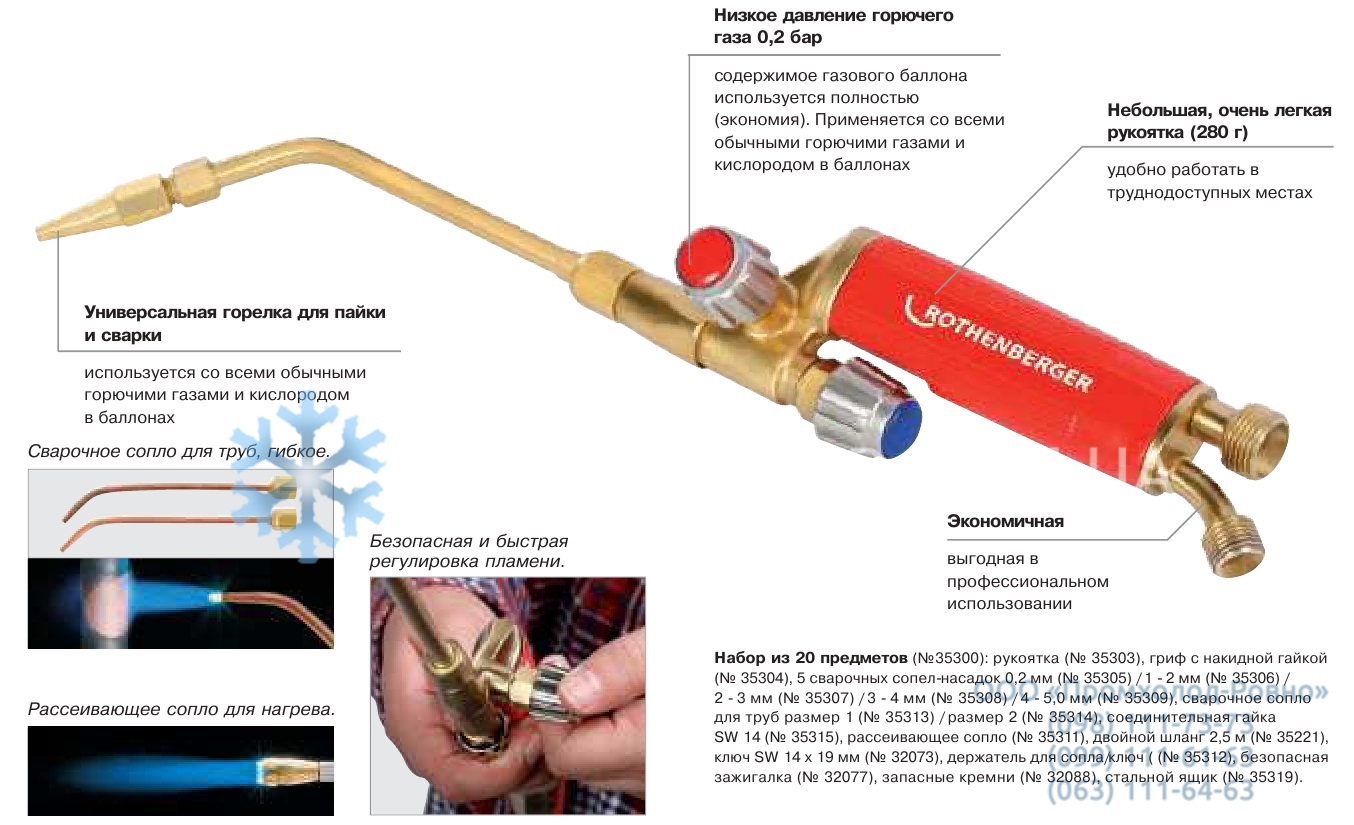
Visizplatītākais degļu veids ir propāns. Šādas ierīces ir aprīkotas ar pjezoelektrisko aizdedzes sistēmu un gāzu maisījuma taupīšanas režīmu. Labākais variants vara detaļu lodēšanai ir izmantot MAPP degli.










Lukturis vara lodēšanai.
Uguns strūkla no šāda degļa vispār nededzina varu un nodrošina vienmērīgu daļas uzsildīšanu.
Lāpas ar vienreizējās lietošanas gāzes balonu ir labākā izvēle vara izstrādājumu savienošanai.
Šādām ierīcēm ir šādas priekšrocības:
- Lietošanas ērtums.
Nav nepieciešams pieslēgt elektrību. - Daudzfunkcionalitāte.
- Augsta mobilitāte.
Pateicoties nelielai degvielas tvertnei, ierīci var pārvietot no vietas uz vietu bez lielas fiziskas piepūles. - Drošība.
Pretvārstu klātbūtne garantē drošu gāzes izslēgšanu avārijas gadījumā. - Labs dzēriens.
Spēcīga un vienmērīga liesma labi sasilda lodmetālu un padara to pēc iespējas vienmērīgāku.
Detaļas, kurām nepieciešama pastiprināta izturība, jāmetina, izmantojot stacionārus degļus. Šīs iekārtas parasti izmanto propāna un skābekļa maisījumu, lai nodrošinātu daudz labāku metināšanu.
Flux
Lielākajai daļai lodmetālu veidu ir nepieciešama cauruļu pirmapstrāde ar īpašu sastāvu, ko sauc par plūsmu.
Flux tiek ražots:
šķidrā veidā;

Lodēšanas savienojumi šķidrā veidā
pastas veidā.
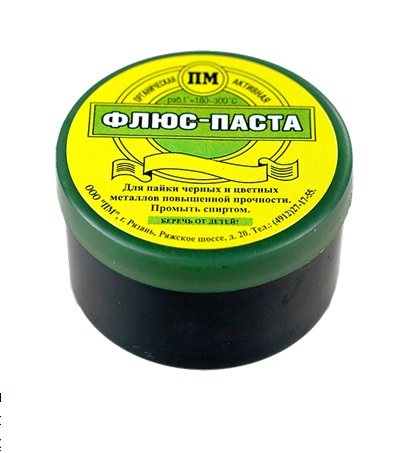
Lodēšanas maisījums pastas veidā
Vēlams un ērtāk izmantot pastas formā izgatavotu plūsmu, jo cietāks sastāvs veicina vienmērīgu uzklāšanu un neizplatās pa caurules virsmu.
Flux ļauj:
- veikt papildu cauruļu tīrīšanu no oksīdiem;
- lodēšanas procesā vienmērīgāk sadaliet lodmetālu;
- aizsargāt savienojumu no korozijas un oksīdu veidošanās.
Galvenie veidi
Ražotāji ražo lielu skaitu gāzes ierīču vara lodēšanai. Tie atšķiras pēc darba temperatūras:
- sadzīves ierīces, kas spēj radīt temperatūru līdz 1500 ° C;
- profesionālas ierīces ar minimālo apkures iestatījumu 1500°C un maksimālo vērtību, kas pārsniedz 2000°C.
Gāzes degļi vara cauruļu lodēšanai ir pieejami ar dažāda veida agregātiem, kas ļauj pieslēgt vienreizējās vai uzpildāmās degvielas tvertnes. Šīs ierīces daļas var būt ar vītni un ieliktni. Tiek ražotas arī ierīces, kurām ar caurduršanu tiek savienoti cilindri.
Vītņota uzstādīšana, izmantojot uzgaļus
Šādus savienojumus sauc par saliekamiem. Šajā gadījumā cauruļvada nomaiņas gadījumā gredzens joprojām būs jānomaina. Vara cauruļu uzstādīšana šādā veidā ļauj laikus identificēt trūkumus, noplūdes un laikus salabot savienojumus - demontāžu un nomaiņu.
Vara cauruļu pievienošana vītnei tiek veikta saskaņā ar šādu shēmu:
1. Izgrieziet caurules gabalu noteiktā garumā. 2. PVC izolētu cauruļu uzstādīšanas gadījumā nepieciešams noņemt izolāciju to malās. Lai to izdarītu, nogrieziet izolācijas slāni ar asu asmeni un manuāli noņemiet tā nevajadzīgo daļu. 3. Buras, kas parādās pēc caurules posma griešanas, ir jānoņem ar vīli. 4. Izvēlieties atbilstošus piederumus. 5. Vispirms uz caurules jāuzliek savienotājuzgrieznis, pēc tam kompresijas gredzens. 6. Jāpievieno uzgrieznis un kompresijas armatūra.Pēc tam pievelciet skrūvju savienojumu. Vispirms rūpīgi, ja iespējams, manuāli ieskrūvē uzgriezni pēc speciālas atslēgas izmantošanas. Rezultātā kompresijas gredzens cieši pieguļ caurulei, kā rezultātā notiek pilnīga sistēmas elementu savienojuma blīvēšana.











Armatūras gadījumā, lai pārietu no tērauda caurules uz vara cauruli, ir jāizmanto speciāla fum-lente vai tradicionāls tauvas uz krāsas. Fiksu uztinu uz vītnes, pēc tam, kad uztinu ar krāsu vai speciālu lenti piesūcinātu paku.
Drošības pasākumi, veicot vara cauruļu lodēšanu
Drošības pasākumus nekad nevajadzētu ignorēt, ja cilvēku interesē, kā profesionāļi lodē vara izstrādājumus. Pirmkārt, jāatceras, ka jebkura vara konstrukcija ļoti uzsilst, ja tā tiek pakļauta degļa liesmai. Tāpēc nekādā gadījumā nav iespējams paņemt daļu ar neaizsargātām rokām. Īsu elementu pārvietošanai var izmantot knaibles. Ieteicams valkāt cimdus.
Flux nedrīkst nonākt saskarē ar ādu. Ja šāda situācija tomēr rodas, tad agresīvo sastāvu nomazgā ar ziepjūdeni.
Darbs jāveic ciešā apģērbā. Ieteicams valkāt kokvilnas apģērbu. Lodēšanas laikā nevajadzētu lietot apģērbu no sintētiskiem audumiem, jo mākslīgās šķiedras viegli kūst.
Daļu savienošanas process jāveic ar labu ventilāciju, jo lodēšanas laikā plūsma bieži iedegas. Tāpēc gaisā parādās bīstami tvaiki.
Pēc uzstādīšanas darbu pabeigšanas sistēma ir jāizskalo ar ūdeni.Tam jābūt karstam un tīram. Tas ļauj atbrīvoties no liekajiem palīgmateriāliem cauruļvada iekšpusē.
Mācāmies lodēt ar gāzes degli
Lodēšanas darbiem vislabāk piemērots profesionāls gāzes deglis. Sīku detaļu lodēšanai vēlams izmantot ierīces, kas darbojas ar vieglo gāzi vai acetilēnu.
Rezultāti, kas iegūti, degļiem darbojoties ar vieglo gāzi, ir kvalitatīvāki. Turklāt šāda veida degviela ir lētāka.
Lodējot detaļas nelielos daudzumos, vēlams detaļas iepriekš uzsildīt. Tas ietaupīs laiku un nodrošinās visu montāžas elementu vienmērīgu sildīšanu. Tā rezultātā tiks novērsta deformācija un citi defekti.
Pirms darba uzsākšanas detaļas jānostiprina tā, lai lodēšanas laikā tās nebūtu jāpārvieto. To var izdarīt uz darbagalda vai īpašas ierīces.
Pirms lodēšanas lodēšanas vietās tiek uzklāts plūsmas slānis. Ja darbības laikā ir nepieciešams pievienot plūsmu, tad lodēšanas stieņa karstais gals tiek iegremdēts tajā.
Lodējot detaļas no dažādiem materiāliem, liesma jānovirza uz kādu no tiem, kam ir lielāka siltumvadītspēja. Strādājot ar dažāda izmēra elementiem, jābūt uzmanīgiem.
Ir svarīgi, lai visas sastāvdaļas tiktu uzkarsētas līdz tādai pašai temperatūrai. Šajā sakarā biezas daļas ir jāuzsilda ilgāk.
Nekausējiet lodmetālu instrumenta liesmā. Šajā gadījumā tas var pilēt. Kausēšana tiek veikta tieši tad, kad stieple saskaras ar lodējamajām daļām.
Lodmetāls ieplūdīs karstākajos lodēšanas vietās. Pamatojoties uz to, pirms lodēšanas ir jānovirza liesma.Ja tas neieplūst šuvē, tas nozīmē, ka daļa nav sasilusi līdz vajadzīgajai temperatūrai.
Nevajadzētu pārāk ilgi sildīt lodēšanas savienojumus, jo tas var izraisīt lodēšanas sastāva izmaiņas, tas ir, tā izdegšanu un plūsmas efektivitātes samazināšanos.
Kura zīmola gāzes degli labāk izvēlēties
Ierīces tiek klasificētas pēc degvielas veida, kasetnes piestiprināšanas metodes un konstrukcijas iezīmēm. Šīs īpašības nosaka degļa darbības jomu, tā lietošanas ērtumu un spēju strādāt noteiktos apstākļos. Izvēloties, ieteicams ņemt vērā ražotāja reputāciju, kas ietekmē iekārtas izturību. Reitingā ir iekļauti labākie ierīču uzņēmumi:








- Flame ir Ķīnas gāzes degļu ražotāju izplatītājs. Uzņēmuma politika balstās uz godīgas uzņēmējdarbības principu. Tas garantē piegādāto preču kvalitāti, pilda visas saistības pret klientiem. Ierīcēm raksturīgs oriģināls dizains.
- Qingdao Olympia Heat Energy Equipment Co., LTD ir Ķīnas uzņēmums, kas dibināts 2003. gadā un ar daudzu gadu pieredzi degvielas iekārtu nozarē. Produkti tiek ražoti, ņemot vērā jaunākās tehnoloģijas, vides standartus, klientu finansiālās iespējas.
- Nabia Co, LTD ir Dienvidkorejas uzņēmums, kas dibināts 1997. gadā. Tas darbojas pēc principa "Mēs cenšamies nodrošināt jūs ar ērtām ierīcēm." Produkti ir pielāgoti lietošanai Krievijas klimatiskajos apstākļos.
- Ecos - uzņēmuma darbība ir vērsta uz kvalitatīvu, patērētāju vajadzībām atbilstošu ierīču ieviešanu. Visām piegādātajām iekārtām ir ISO sertifikāti.Darbinieku profesionalitāti apliecina daudzas pozitīvas klientu atsauksmes.
- Pathfinder ir vietējais gāzes degļu ražotājs. Visi produkti tiek pārbaudīti reālos apstākļos, kas ļauj tiem uzlabot un nosūtīt uz veikalu plauktiem tikai labāko. Kvalitātes ziņā produkti nav zemāki par slavenu zīmolu analogiem, un cena ir pieņemama Krievijas pircējam.
- Kovea - uzņēmums, kas dibināts Korejā 1992. gadā, tiek uzskatīts par līderi šāda veida degvielas iekārtu ražošanā valstī. Zīmola produktiem ir kvalitātes sertifikāti. Sasniegumi jaunāko tehnoloģiju jomā ir ienesuši patērētāju stingru atzinību un mīlestību.
- Wolmex ir vietējais uzņēmums, kas ražo sadzīves un rūpnieciskos gāzes degļus apkures katliem, kūpinātavām un autoklāviem. Ierīču iegādes priekšrocības ietver lielu degšanas laukumu, iespēju vienmērīgi regulēt liesmu.
- Elco - ražo progresīvus gāzes degļus apkures un procesu vajadzībām. Produktiem ir augsta veiktspēja un uzticamība saskaņā ar vides standartiem. Uzņēmuma laboratorijās nepārtraukti tiek izstrādātas jaunas tehnoloģijas ražoto ierīču kvalitātes uzlabošanai.
- Baltur ir Itālijas uzņēmums, kura darbinieki strādā pie izveidoto ierīču modeļu uzlabošanas. Tas ļauj uzlabot produkcijas kvalitāti, ieņemt vadošās pozīcijas degvielas iekārtu tirgos.
Tehnoloģiju nianses
Vara lodēšanai paredzētās plūsmas ne vienmēr tiek izmantotas. Tie nav vajadzīgi, ja tehnoloģija ietver karsēšanu līdz augstai temperatūrai. Parasti tie ir nepieciešami, ja tiek plānota zemas temperatūras lodēšanas veida lodēšana.Turklāt pārdošanā ir modifikācijas, kas paredzētas augstas temperatūras lodēšanai.
Tās sastāvdaļas atšķiras pēc mērķa. Plūsmas izmantošana nodrošina vieglu lodēšanu, uzlabo tā rezultāta kvalitāti. Tas ir pasākums, lai novērstu svešķermeņu iekļūšanu locītavās. Tas novērš poru veidošanās iespēju lodēšanas laikā.

Plūsmas aktīvi nonāk ķīmiskās reakcijās ar oksīdiem. Tie ir neaktīvi pret lodēšanas elementiem. Sildot, tie sāk kust pirms vara, bet nesaskaras ar to. Runājot par patērējamo materiālu veidu pēc ražošanas veida, papildus rūpnieciskajam formātam lodēšanas plūsmu var izgatavot arī mājās. Piemēram, šim nolūkam jūs varat izšķīdināt kolofoniju palmitīnskābē, stearīnskābē un oleīnskābē.