
- Cauruļu liekšanas instrumenti
- lieces plāksne
- Mandre locīšana
- Profila liekšanas pielietojums
- Liekšana ar paštaisītu aprīkojumu vai bez tā
- Cauruļu liekšanas palīgmetodes
- Ko var saliekt un ko nē
- Pareiza instrumenta izvēle
- Cauruļu liekēju klasifikācija
- Cauruļu liekšanas tehnoloģija
- Vienkārši veidi, kā saliekt caurules
- Liekta ar roku
- Izmantojot karsto metodi
- Mēs izmantojam pildvielas - smiltis un ūdeni
- Termiskās apstrādes metode
- Cauruļu lieces rādiusi
- Cauruļu lieces rādiusi
- Kā strādāt ar cauruļu liekēju mājās
Cauruļu liekšanas instrumenti
Jautājums par to, kā saliekt cauruli bez cauruļu liekšanas, neradīs grūtības, ja šīs darbības veikšanai izmantosit visvienkāršākās ierīces. Jūs varat veikt cauruļu aukstu liekšanu, izmantojot šādas ierīces.
- Gadījumos, kad nepieciešams saliekt mīkstu (alumīnija) vai tērauda cauruli ar profila augstumu ne vairāk kā 10 mm, tiek izmantota horizontāla plāksne ar caurumiem, kurā tiek ievietotas pieturas - metāla tapas. Ar šo tapu palīdzību izstrādājumi tiek izliekti atbilstoši nepieciešamajiem parametriem. Šai metodei ir divi nopietni trūkumi: zemā lieces precizitāte, kā arī tas, ka, to lietojot, ir jāpieliek ievērojama fiziska piepūle.
- Izstrādājumus ar profila augstumu 25 mm vislabāk saliekt, izmantojot rullīšu armatūru. Caurule ir droši nostiprināta skrūvspīlē, un tai tās daļai, kas jāsaliek, tiek pielikts spēks, izmantojot īpašu veltni. Šī ierīce ļauj iegūt labāku līkumu, bet prasa arī fizisku piepūli.

Variants, kā saka, steigā. Šīs ārkārtīgi vienkāršās ierīces garā svira ļauj tikt galā ar diezgan biezām caurulēm.
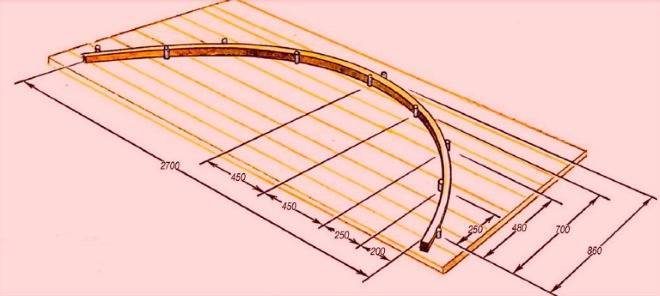
Lai izveidotu līkumu ar lielu izliekuma rādiusu uz tērauda vai alumīnija gofrētām caurulēm, tiek izmantotas fiksētas noapaļotas veidnes, uz kurām ir uzstādītas īpašas skavas izstrādājuma nostiprināšanai. Šādā ierīcē caurule tiek izliekta arī manuāli, ar spēku ieliekot to veidnes rievā, kuras forma precīzi atbilst vajadzīgajam lieces rādiusam.

Saplāksnis un metāla skavas ir viss, kas jums nepieciešams, lai izveidotu liekšanas veidni
lieces plāksne
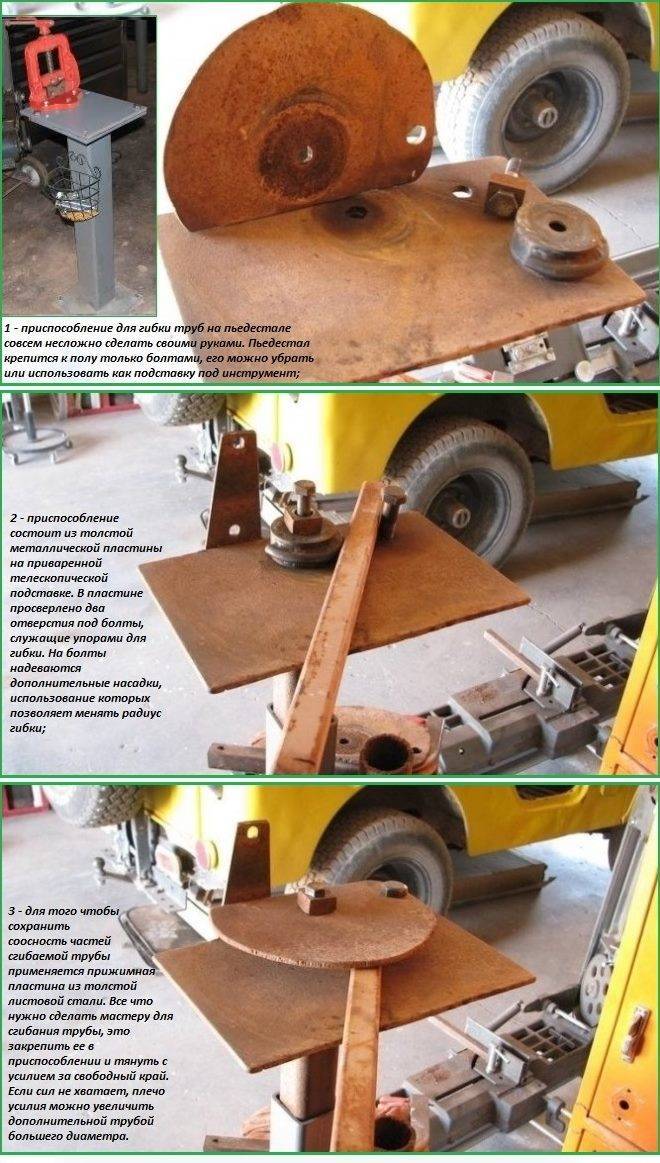
Lai efektīvi saliektu tērauda vai alumīnija caurules mājās, varat izveidot modernizētu liekšanas plāksni, izmantojot tālāk norādītās vadlīnijas.
- Šādas plāksnes lomu spēlē panelis, kas ir izgriezts no liela biezuma lokšņu metāla.
- Šādā veidā izgatavotais panelis ir piemetināts pie statīva, kas ir uzstādīts uz īpaša pjedestāla.
- Panelī ir izurbti divi caurumi, kas nepieciešami skrūvju uzstādīšanai, kas kalpo kā profila caurules aizturi.
- Uz vienas no aiztures skrūvēm ir uzstādīta speciāla sprausla, ar kuras palīdzību tiek regulēts lieces rādiuss.
- Lai nodrošinātu cauruļu sekciju izlīdzināšanu, kas atrodas blakus līkumam, virs sagataves tiek novietota metāla plāksne, kas piestiprināta ar skrūvēm.
Mandre locīšana
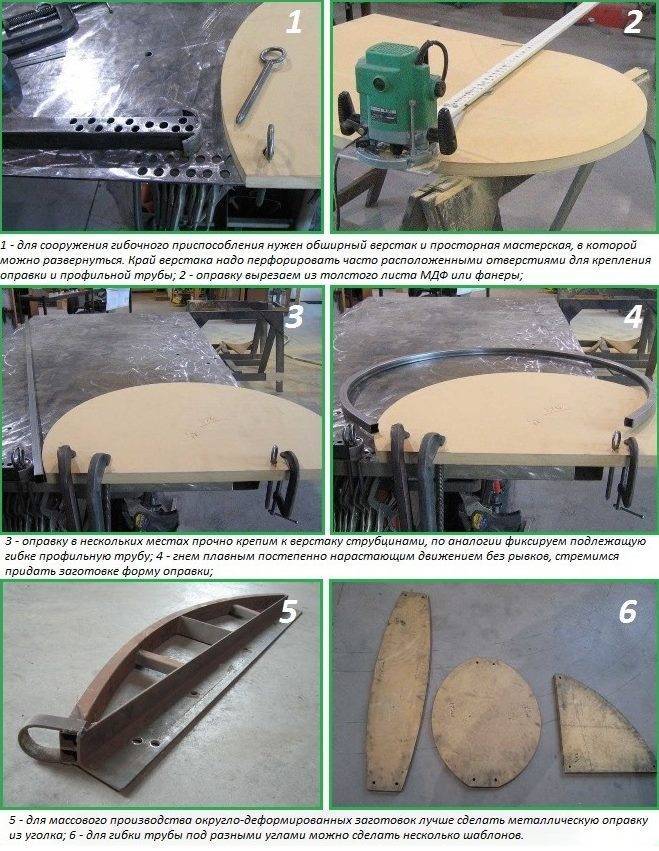
Profila cauruļu izstrādājumu locīšanai mājas apstākļos, kuru sienas augstums nepārsniedz 25 mm, var izgatavot īpašu serdi. Šiem nolūkiem labāk ir izmantot kopējo darbagaldu, uz kura virsmas būs pietiekami daudz vietas šādai ierīcei. Lai izvēlētos optimālo atrašanās vietu elementam, kas fiksē saliekamo cauruli, vienā darbagalda galā bieži tiek izveidoti caurumi. Par nepieciešamo rievotās caurules lieces rādiusu nodrošina īpašs šablons, ko var izgatavot no bieza saplākšņa vai metāla stūra, ja to plānojat izmantot bieži.
Profila liekšanas pielietojums
Protams, ja jums ir ievērojams darba apjoms pie profila cauruļu liekšanas, labāk tam izgatavot īpašu mašīnu, kuras rasējumus ir viegli atrast internetā. Mēs neanalizēsim šo jautājumu šeit, jo tas ir sīkāk aplūkots rakstos par tālāk esošajām saitēm.

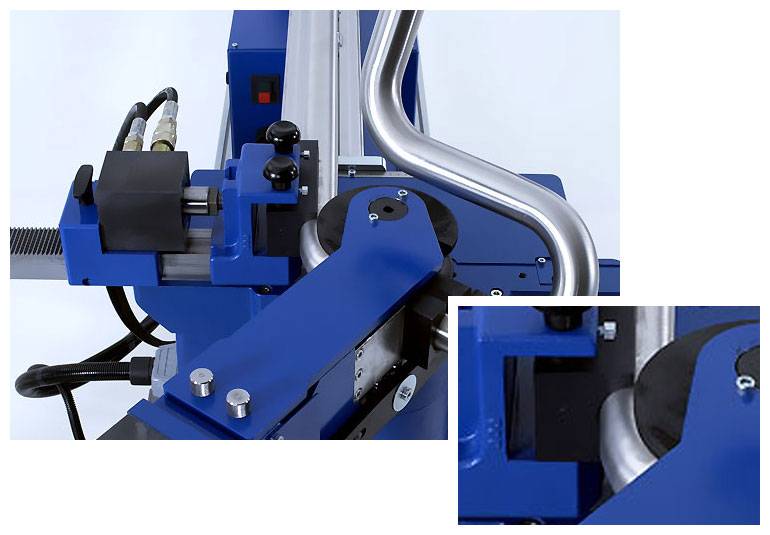
Bez šādas mašīnas neiztikt pat tad, ja nepieciešams saliekt caurules ar lielu profila sekciju. Šādas mašīnas, kurai raksturīga plaša daudzpusība, galvenie darba korpusi ir trīs ruļļi, no kuriem divi ir fiksēti nekustīgi, un, mainot trešās pozīcijas stāvokli, tiek regulēts izstrādājuma lieces rādiuss. Kā šādas ierīces piedziņa tiek izmantota ķēdes piedziņa un rokturis, ko griež operators.
Izliektas caurules var būt nepieciešamas, uzstādot apkures ierīces, santehniku, ierīkojot cauruļvadus mājā utt. Ja neesat iegādājies nepieciešamos cauruļu gabalus, kas jau ir saliekti, varat tos izlocīt pats mājās.Vienīgais, kas var noiet greizi, ir caurules locīšana uz iekšu un tās plīsums, jo, saliekot izstrādājuma metālu, tas vienlaikus piedzīvo gan saspiešanu, gan spriedzi. Un, lai tas nenotiktu, jums jāievēro šādi padomi.
Liekšana ar paštaisītu aprīkojumu vai bez tā
Šī opcija ir izplatīta, jo domkrats ir ļoti populārs instruments, kas ir lielākajai daļai autobraucēju. Tas ir lieliski piemērots velmēta metāla locīšanai mājās. Saskaņā ar darbības principu šī metode ir līdzīga arbaleta cauruļu liektājam. Caurule ir fiksēta trīs punktos, no kuriem divi ir pieturas, bet trešais ir domkrata stienis.
Leņķa slīpmašīnas (slīpmašīnas) izmantošana profila cauruļu locīšanai
Šī metode darbojas ar taisnstūra profila profilu. Gar trim sienām veikti vairāki griezumi, ceturtā paliek neskarta. Izgriezumu parādīšanās dēļ caurule ir viegli saliekta, pēc kuras griezumi tiek metināti un pulēti.







![§ 29. Cauruļu locīšana [1980 Makienko N.I. - vispārējais santehnikas kurss]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Pašdarināts rullīšu cauruļu liekējs
Lieliski piemērots liela diametra līkuma iegūšanai uz profila caurules. Viņiem ir ērti izlocīt, piemēram, siltumnīcu cauruli. Metāla gabals tiek fiksēts uz rullīšiem, presēts un velmēts. Tad tas atkal pievelkas un atkal ruļļos. Rezultāts ir liels vienmērīgs lieces rādiuss.
Cauruļu liekšanas palīgmetodes
Pildījums
Lai aizpildītu iekšējo telpu, caurulē ievieto pildvielu. Šajā gadījumā gali ir cieši noslēgti, šim nolūkam varat izmantot metināšanu. Pildvielas izmantošana ļauj "nofiksēt" iekšējo tilpumu. Liekot, izvairieties no "viļņu", "rievojumu" parādīšanās stūra iekšpusē un padariet līkumu gludāku.Kā pildvielu bieži izvēlas tīras kvarca smiltis.
Siltums. Metāla elastības palielināšanās lieces laikā
Karsētais metāls kļūst mīkstāks, jo augstāka ir tā temperatūra. Cauruļu metāls tiek uzkarsēts, izmantojot gāzes degļus, indukcijas apkuri, kā arī jebkuru citu pieejamo metodi. Sildīšanas temperatūra ir atkarīga no metāla. Mazleģētais un parastais standarta tērauds tiek uzkarsēts līdz ~500 grādiem pēc Celsija.
Izmantojot šīs metodes, jūs varat saliekt metāla cauruli ar savām rokām mājās, neizmantojot specializētu aprīkojumu, un iegūt labus rezultātus.
Ko var saliekt un ko nē
Daudziem tautiešiem rodas jautājums, vai ir iespējams saliekt polipropilēna caurules un kā to izdarīt pareizi ().
Apsveriet, kuri materiāli ir pakļauti mehāniskai deformācijai, neskarot turpmāko darbību, un kuri nav.
Ir iespējams izliekt gandrīz visus metāla izstrādājumus, tostarp dažāda diametra alumīnija, vara un tērauda caurules. Nerūsējošā tērauda un līdzīgu cieto sakausējumu konfigurāciju mainīt ir grūtāk.
Lai pareizi deformētu visus metālus bez izņēmuma, ir nepieciešama īpaša cauruļu liekšanas iekārta. Speciālas mašīnas izmantošana ne tikai nodrošinās optimālu līkuma kvalitāti, bet arī ļaus veikt uzdevumu ar minimālu fizisko piepūli.
Daži santehniķi, lai taupītu furnitūru, polipropilēnu silda ar rūpniecisko fēnu un izliek to vajadzīgajā formā. To darīt ir nepraktiski, jo deformācijas dēļ kombinācijā ar apkuri izliektai plastmasas caurulei ārējā un iekšējā rādiusā būs nevienmērīgs sienas biezums.
Rezultātā izbūvētā ūdensvada darbība būs īslaicīga, jo zem šķidrās vides spiediena laika gaitā plānā sieniņā parādīsies plaisas.
Pareiza instrumenta izvēle
Atspere ir efektīvs instruments darbam ar metālplastmasu. Tirgū ir divu veidu atsperes: ārējās un iekšējās. Abu veidu instrumenti izceļas ar pieņemamu cenu. Instruments jāizvēlas atbilstoši caurules ārējam vai iekšējam diametram.
Ierīce ir izgatavota no pulēta tērauda. Spoļu gludā virsma ļauj noņemt atsperi no saliektās caurules. Atsperes izmantošana ļauj nodrošināt vienādu šķērsgriezuma diametru visā līkumā.
Cauruļu liekējs ir plašs mašīnu vai ierīču klāsts, kas paredzēts velmēta metāla deformēšanai, ņemot vērā nepieciešamo lieces leņķi un rādiusu. Ierīces tiek aktīvi izmantotas dažādu konfigurāciju un izmēru cauruļvadu būvniecībā dažādiem mērķiem.
Cauruļu liekēju klasifikācija
Visi mūsdienu cauruļu lokotāji atbilst šādām prasībām:
- iespēja saliekties leņķī līdz 180 grādiem;
- spēja strādāt ar caurulēm, kas izgatavotas no dažādiem materiāliem, tostarp alumīnija, vara, tērauda un polimēru kompozīcijām.
Šādas iekārtas atkarībā no izmantotā piedziņas veida ir sadalītas šādās kategorijās:
- Manuālās modifikācijas
, kā likums, tiek piemēroti darbam ar maza diametra caurulēm. Ierīci darbina apkakle, kurai pieliek ievērojamu muskuļu piepūli. - Hidrauliskās modifikācijas
ir labākā izvēle darbam ar caurulēm, kuru diametrs nepārsniedz 3 collas.Hidraulisko ierīču darbība ļauj strādāt ar caurulēm bez pārmērīgas fiziskas piepūles. Tirgū ir pieejami mobilie un stacionārie hidrauliskie cauruļu lokotāji. - Elektromehāniskās modifikācijas
tirgū tiek piedāvātas ar universālām ierīcēm, kas paredzētas augstas precizitātes liekšanai. Šādu cauruļu liekēju galvenā priekšrocība ir iespēja strādāt ar plānsienu velmētu metālu bez bojājumu draudiem.
Saskaņā ar lieces metodi un darba daļas konfigurāciju instruments var būt:
Arbaletu
, kur kā deformējošs elements tiek izmantota maināma metāla virzošā veidne, kas tiek izvēlēta noteiktam caurules diametram.

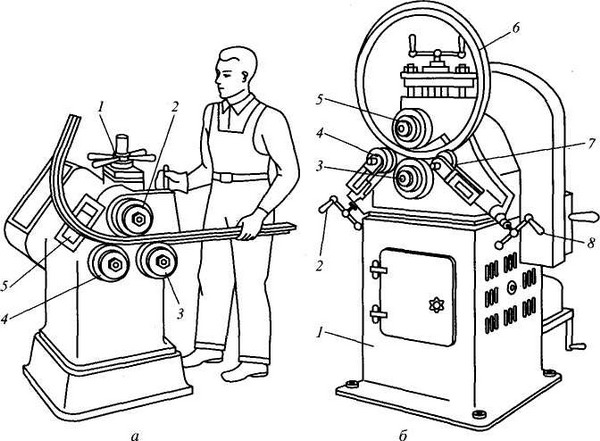
Segments
, kur velmēto metālu velk īpašs segments, kas apvij cauruli sev apkārt.

Fotoattēlā - serdeņu mašīna
Dornovs
, kur darbs ar velmētu metālu tiek veikts gan no caurules ārpuses, gan no iekšpuses. Šī funkcija ļauj ierīci izmantot, lai mainītu plānsienu cauruļu konfigurāciju, nedraudot metāla plīsumam vai saburzīšanai gar iekšējo diametru.








Cauruļu liekšanas tehnoloģija
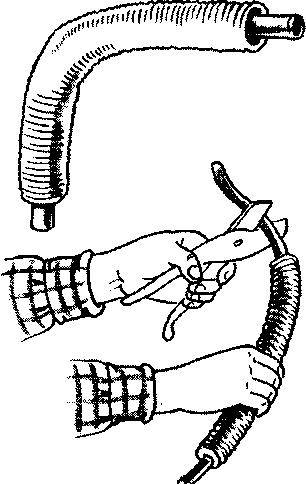
Norādījumi par cauruļu konfigurācijas mainīšanu, izmantojot ārējo atsperi, ir šādi:
- Atspere tiek uzlikta uz metāla plastmasas;
- Pēc tam cauruli satver ar abām rokām 20 cm attālumā no atsperes un saliek, līdz tiek iegūts vēlamais leņķis;
- Pēc vēlamā leņķa iegūšanas atspere griežas ap savu asi un tiek noņemta.

Iekšējās atsperes izmantošana atšķiras ar to, ka ierīce tiek ievietota no caurules malas, kur to pēc tam var izvilkt.
Caurules saliekto galu var iegūt, izmantojot cauruļu liekēju. Šajā gadījumā ierīce saskaņā ar tās modifikāciju tiek konfigurēta atbilstoši nepieciešamajiem parametriem. Pēc tam caurule tiek ievietota uztveršanas spraugā un ierīce tiek darbināta ar vienu vai otru piedziņu.
Vienkārši veidi, kā saliekt caurules
Liekta ar roku
Neesiet izmisumā, ja jums ir jāuzstāda sarežģīta konstrukcija, izmantojot izliektas caurules, taču nav pieejams neviens profesionāls rīks. Pat ja iepriekš nebija iespējams iegādāties sagataves ar vēlamo lieces leņķi, jūs varat izgatavot detaļas darbam pats, mājās un ar minimālu instrumentu skaitu.
Kā rīkoties? Satveriet konstrukciju ar rokām, turiet to cieši un pakāpeniski salieciet. Esiet uzmanīgi, lai nesabojātu daļu. Gludi, centimetru pa centimetram, virzieties pa caurules garumu. Manipulācija jāatkārto 5-6 pieejās. Roku darbs nav piemērots visos gadījumos, jo, piemēram, alumīnija caurules locīšana ir daudz vienkāršāka nekā to pašu izdarīt ar metāla izstrādājumu.
Cauruli var saliekt bez cauruļu locīšanas - ar rokām
Manuālā metode ir efektīva, strādājot ar caurulēm ar diametru 16-20 mm. Ar lielāku griezumu process izstiepsies un būs darbietilpīgāks, taču tas ir reāli.
Izmantojot karsto metodi
Mēs izdomājām alumīniju, bet kā pašam izlocīt metāla cauruli, lai rezultāts nepieviltu? Gāzes deglis atrisinās problēmu.
Darbības algoritms:
- Mēs nofiksējam metāla segmentu skrūvspīlē.
- Mēs iesildām nākotnes līkuma posmu.
- Kad parādās skala, pārejiet pie liekšanas.
Kā zināt, kad jāsāk strādāt? Ja materiāls ir alumīnijs, turiet papīra loksni tuvu caurules virsmai. Signāls būs tā aizdegšanās vai dūmu parādīšanās.Ja cits metāls, apsildāmā zona kļūs sarkana.
Lūdzu, ņemiet vērā: sildīšanas metode nav piemērota darbam ar cinkotajām detaļām - pārklājuma bojājumi tiek garantēti, pārklājums kļūs nelietojams

Apkure ir efektīvs veids, kā droši saliekt caurules
Mēs izmantojam pildvielas - smiltis un ūdeni
Pildvielu izmantošana ļauj saliekt gan gofrēto cauruli, gan liela diametra alumīnija gabalus.
Kā strādāt ar smiltīm:
- mēs piepildām smiltis konstrukcijas iekšpusē, uzliekam aizbāžņus caurules galos (skatīties hermētiskumu);
- piestipriniet daļu skrūvspīlē;
- izliekuma vietu apsildām ar lodāmuru vai gāzes degli;
- kad laukums uzsilst, salieciet konstrukciju ar gumijas āmuru vai koka āmuru, viegli piesitot uz apsildāmās virsmas;
- pēc manipulāciju pabeigšanas mēs noņemam aizbāžņus, noņemam smiltis no dobumiem - viss ir gatavs.
Smiltis aizsargā cauruli no deformācijas un nevienmērīgas lieces.

Strādājot ar smiltīm un ūdeni, turiet caurules cieši
Darbības ar ūdeni princips ir gandrīz identisks - detaļā ielejam ūdeni, ieliekam aizbāžņus. Pirms PVC caurules vai no cita materiāla izgatavota izstrādājuma locīšanas ļaujiet ūdenim sasalt (pakļaujiet to sala iedarbībai vai ievietojiet ledusskapī). Šķidrumam sasalstot, ar translācijas kustībām piešķiram struktūrai vēlamo lieces rādiusu.
![§ 29. Cauruļu locīšana [1980 Makienko N.I. - vispārējais santehnikas kurss]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Saskaņā ar šo principu jūs varat gan izliekt metāla loksni caurulē (tikai neizmantojot ūdeni un smiltis), gan dot līkumu pašai caurulei.
Termiskās apstrādes metode

Attiecībā uz metāla cauruli jūsu palīgam vajadzētu būt gāzes deglim. Mēs rīkojamies pa posmiem.
- Ar skrūvspīles palīdzību tiek fiksēta caurules metāla daļa.
- Paredzētais līkuma posms tiek apsildīts ar gāzes degli.
- Pēc mēroga parādīšanās mēs veicam līkumu.
Ir svarīgi noķert līkuma sākuma brīdi. Ja caurule ir alumīnija, tad tai ir jānes papīra lapa
Ja tas iedegas vai smēķē, varat sākt. Ja caurule ir no cita metāla, tad kā signāls kalpos apkures procesā apsārtusī vieta. Termiskās apstrādes metodi nevar izmantot, liekot cinkotas caurules. Augsta temperatūra sabojās pārklājumu un padarīs pārklājumu nelietojamu. Jums jāzina, ka, ja mēs runājam par kvadrātveida caurules saliekšanu, jūs nevarat iztikt bez jaudīga pūtēja vai degļa. Un pats galvenais, pašā darba sākumā šāds produkts tiek uzkarsēts no visām pusēm.
Cauruļu lieces rādiusi
Cauruļu lieces rādiusi
Cauruļu locīšana ir tehnoloģisks process, kura rezultātā ārējo slodžu ietekmē mainās caurules ģeometriskās ass slīpums. Šajā gadījumā cauruļu sienu metālā rodas elastīgas un elastīgas-plastiskas deformācijas. Stiepes spriegumi rodas izliekuma ārējā daļā, un spiedes spriegumi rodas iekšējā daļā. Šo spriegumu rezultātā caurules ārējā siena attiecībā pret lieces asi tiek izstiepta, un iekšējā siena tiek saspiesta. Caurules locīšanas procesā notiek šķērsgriezuma formas maiņa - caurules sākotnējais gredzenveida profils pārvēršas ovālā. Vislielākā sekcijas ovitāte ir vērojama izliekuma centrālajā daļā un samazinās virzienā uz izliekuma sākumu un beigām. Tas izskaidrojams ar to, ka vislielākie stiepes un spiedes spriegumi lieces laikā rodas lieces centrālajā daļā. Sekcijas ovitāte līkumā nedrīkst pārsniegt: caurulēm ar diametru līdz 19 mm - 15%, caurulēm ar diametru 20 mm vai vairāk - 12,5%. Sadaļas Q ovālumu procentos nosaka pēc formulas:
kur Dmax, Dmin, Dnom ir cauruļu maksimālais, minimālais un nominālais ārējais diametrs līkumā.
Papildus ovālajai veidošanās lieces laikā, īpaši plānsienu caurulēm, līkuma ieliektajā daļā dažkārt parādās krokas (rievojumi). Ovalitāte un krokošanās nelabvēlīgi ietekmē cauruļvada darbību, jo samazina plūsmas laukumu, palielina hidraulisko pretestību un parasti ir cauruļvada aizsērēšanas un pastiprinātas korozijas vieta.
Saskaņā ar Gosgortekhnadzor prasībām tērauda cauruļu, līkumu, kompensatoru un citu cauruļvadu liektu elementu lieces rādiusiem jābūt vismaz šādām vērtībām:
liecot ar smilšu iepriekšēju pildījumu un apsildi - vismaz 3,5 DH.
liekot uz cauruļu liekšanas mašīnām aukstā stāvoklī bez slīpēšanas - vismaz 4DH,
liekot ar daļēji gofrētām krokām (vienā pusē) bez smilšu pildījuma, sildot ar gāzes degļiem vai īpašās krāsnīs - vismaz 2,5 DH,
izliektiem līkumiem, kas izgatavoti ar karsto vilkšanu vai štancēšanu, vismaz viens DH.
Atļauts izliekt caurules ar lieces rādiusu, kas ir mazāks par pirmajās trīs rindkopās norādīto, ja lieces metode garantē sienas retināšanu ne vairāk kā par 15% no aprēķinos nepieciešamā biezuma.
Cauruļu iepirkšanas noliktavās un rūpnīcās, kā arī uzstādīšanas vietās tiek izmantotas šādas galvenās cauruļu locīšanas metodes: aukstā locīšana uz cauruļu locīšanas mašīnām un armatūras, karstā locīšana cauruļu locīšanas mašīnām ar karsēšanu krāsnīs vai augstfrekvences strāvu, locīšana ar krokām. , lieces karstu smilšu pildītā stāvoklī.
Caurules L garumu, kas nepieciešams, lai iegūtu saliektu elementu, nosaka pēc formulas:
L = 0,0175 Rα + l,
kur R ir caurules līkuma rādiuss, mm;
α — caurules lieces leņķis, gr.
l - taisna daļa 100-300 mm garumā, kas nepieciešama, lai satvertu cauruli lieces laikā (atkarībā no iekārtas konstrukcijas).
1. Nosauciet caurules sekcijas ovāluma pielaides.








2. Kā tiek aprēķināts ovāls procentos?
3. Kādus lieces rādiusus pieļauj Gosgortekhnadzor prasības, dažādos veidos liekot caurules?
4. Kā noteikt caurules garumu, lai iegūtu saliektu elementu?
Visi sadaļas "Cauruļu apstrāde" materiāli:
● Cauruļu tīrīšana un taisnošana
● Cauruļu galu, veidgabalu un caurumu atloki
● Vītņu un vītņu velmēšana uz caurulēm
● Cauruļu lieces rādiusi
● Aukstās caurules locīšana
● Karstās caurules locīšana
● Cauruļu galu griešana un apstrāde
● Krāsaino metālu cauruļu apstrāde
● Plastmasas un stikla cauruļu apstrāde
● Armatūras sagatavošana un pārskatīšana
● Blīvju ražošana cauruļu veikalos un darbnīcās
● Drošības noteikumi cauruļu apstrādei
Kā strādāt ar cauruļu liekēju mājās
Cauruļu liekējus sauc par īpašiem mehānismiem, kuriem raksturīgs atšķirīgs darbības princips. Ar to palīdzību tiek realizēta profila un apaļo cauruļu manuāla un mehāniska liekšana ražošanā vai mājas apstākļos.
Ir šādi manuālo cauruļu liekēju veidi, kas piemēroti neliela diametra plastmasas plānsienu alumīnija izstrādājumu locīšanai:
- Svira. Šo mehānismu sauc arī par Volnova mašīnu. Sagataves ieklāšanai tas nodrošina īpašu formu. Pats lieces process neprasa caurules sildīšanu, un to veic ar sviras palīdzību.Forma atbilst noteiktam diametram.
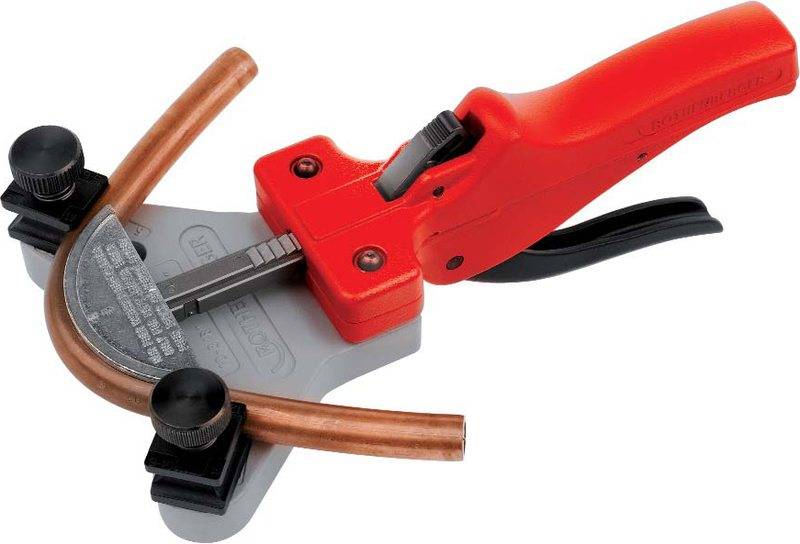
- Arbaletu. Konstrukcija, kurā sagatave ir fiksēta, ir aprīkota ar lieces segmentu, kas izspiežas cauri caurules vidum no malas, kas ir pretēja galiem.
- Pavasaris. Pirms locīšanas caurule ir aprīkota ar atsperi, kas tiek ievietota izstrādājuma iekšpusē. Turklāt apstrādājamo priekšmetu var sildīt vai izmantot aukstās lieces metodi. Procedūras beigās atspere ir jānoņem.

Ar mašīnu liekšanas palīdzību iespējams atrisināt jautājumu, kā izliekt un kā iztaisnot dažāda diametra un formas alumīnija cauruli. Bojājumu risks ir samazināts gandrīz līdz nullei.








Šiem mehānismiem var būt elektromehānisks vai hidrauliskais darbības princips, kas garantē precīzu darba rezultātu atbilstoši izvirzītajām prasībām.



