- Kā pagatavot makaronus uz plīts?
- Darba vietas sagatavošana
- Kas ir elektriskā metināšana un kāpēc tā ir nepieciešama mājās?
- 1) Manuālā loka metināšana
- 2) Pusautomātisks gāzes vidē
- 3) Automātiskā iegremdētā loka metināšana
- Par šuves veidošanas paņēmieniem
- Pārklāšanās šuve
- Griestu šuve
- Tīņu šuve (ar vienpusēju griezumu)
- Metināšanas šuve ar elektrodu atbalstu
- Kas ir elektriskā metināšana?
- Metināšanas invertora dizains
- Kā izvēlēties pareizos makaronus?
- Elektrodu padeves ātruma ietekme
- Cauruļu savienošana, izmantojot elektrisko metināšanu
- Metāla elektrofūzijas veidgabali
- Elektriskā montāža Polietilēns
- Savienojums un elektroapputeksnēšana
- Kā sagatavot elektrisko cauruļu metināšanu
- Mājas metinātāja tehniskais aprīkojums
- Elektriskā metināšanas tehnoloģija
Kā pagatavot makaronus uz plīts?
Itāļi saka, ka sagatavot šo produktu ir viegli, taču izdarīt to pareizi ir daudz grūtāk. Labi pagatavotu makaronu cienītājiem patīk, ja tie tiek gatavoti “al dente”, kas tulkojumā no itāļu valodas nozīmē “līdz zobiem”.
Apsveriet, kā pagatavot gardus makaronus uz plīts, izmantojot mazu produktu piemēru - čaumalas, spirāles, ragus, lokus.
Tam būs nepieciešamas šādas sastāvdaļas:
- Ūdens - 1 l;
- Galvenā sastāvdaļa ir 100 g;
- Sāls - 10-11 g.
Ir ļoti svarīgi ņemt vērā proporcijas, pretējā gadījumā galvenajam komponentam pietrūks vietas, un tāpēc tas kļūs pārāk lipīgs, un gatavošanas laiks palielināsies.Vēl viens jautājums, kas jāņem vērā, runājot par pareizu makaronu gatavošanu, ir katla izvēle.
Vēlams, lai tam būtu biezas un augstas sienas. Tas neļaus ūdenim sasniegt malas.
Kā pagatavot makaronus uz plīts?
Gatavošanas process notiek šādi:
- Uzlieciet uz plīts trauku ar ūdeni, maksimāli palielinot uguni, sāliet tajā ielejamo ūdeni, kad tas vārās;
- Ielieciet tajā galveno sastāvdaļu;
- Pēc kāda laika šķidrums atkal sāks vārīties, pēc tam jums jāsamazina gāze. Pirms tas notiek, produktu nepārtraukti maisa, lai tas nesaliptu no tā izdalītās cietes dēļ. Ja tas nav izdarīts, makaroni, par kuriem šajā rakstā pastāstīts, kā gatavot, pārvērtīsies kunkuļos. Turklāt tie pielīp pie pannas dibena un sienām;
- Ja interesē, kā pagatavot, piemēram, makaronu bantes vai cita veida vidēja izmēra izstrādājumus (spirāles, ragus, gliemežvākus), tad jāzina, cik ilgi tas prasīs. Gatavošanas ilgums ir apmēram 5 minūtes. Ja gatavojat mazus produktus - piemēram, plānas, mazas nūdeles, gatavošanas laiks pēc ūdens uzvārīšanās ir 3-4 minūtes;
- Jūs varat pārbaudīt to gatavību, tos saspiežot, un, ja tie kļūst elastīgi, varat izslēgt plīti;
- Nekavējoties ievietojiet trauku caurdurī, lai šķidrums pilnībā notecētu;
- Ieslēdziet auksto ūdeni ar pilnu jaudu, lai izskalotu ēdienu, padarot to vēl drupinātāku.
Kad bantītes tipa makaroni (vai vidēja izmēra mazas formas izstrādājumi) gatavi, tos var pasniegt kā piedevu ar jebkādām piedevām - gaļu, zivi, dārzeņiem utt.Dažas mājsaimnieces arī dod priekšroku tos apcept pirms pasniegšanas, izmantojot sviestu, lai uzlabotu garšu. Šīs sastāvdaļas gabaliņu var pievienot karstam traukam bez cepšanas, bet nemaisīt, bet krata aizvērto pannu, lai tā vienmērīgi sadalītos pa trauku.
Atsevišķa prasme ir pelnījusi procesu, kā pagatavot ligzdas makaronus, lai tie nesadalītos. Šim nolūkam jums būs nepieciešamas šādas sastāvdaļas:
- Galvenā sastāvdaļa - 6-8 gabali;
- Ūdens - 2 l;
- Olīveļļa - 1-2 tējk.
Produkts ir sagatavots šādi:
- Katliņā uzvāra pareizo ūdens daudzumu;
- Atsevišķā traukā (varat izmantot pannu ar platu dibenu) ielieciet galveno sastāvdaļu tā, lai tajā brīvi atrastos ligzdveida makaroni;
- Piepildiet tos ar verdošu ūdeni, sāli;
- Trauku uzvāra, vāra 4-5 minūtes;
- Izmantojot karoti ar rievām, noņemiet to, pārvietojot to uz šķīvja;
- Ja vēlaties, gatavajam ēdienam varat pievienot garšvielas pēc garšas;
- Pasniedz kā parastu piedevu – pievienojot gaļu, zivis, dārzeņus, sieru, desiņas u.c.
Ligzdas makaronu gatavošanas procedūra nozīmē, ka tiem ir jāsaglabā sava forma. Pirmkārt, to veicina fakts, ka sākotnēji tos ielej ar verdošu ūdeni, kas ļauj nofiksēt formu. Otrkārt, galvenā sastāvdaļa tiek noņemta ar skimmera palīdzību, pateicoties kurai tos var pārnest uz šķīvi tādā formā, kādā tie tiek pagatavoti.
Noskatieties šo video vietnē YouTube
Darba vietas sagatavošana
Kā iemācīties gatavot ar elektrību īsā laikā? Jūs to nevarēsiet izdarīt vienā dienā, taču, izmantojot dažādu video padomus un sagatavojot visu nepieciešamo darba vietā, varat ātri sākt praktizēt.
Lai iemācītos gatavot ar metināšanas invertoru, nepieciešama plāksne elektroda aizdedzināšanai. Masu ne vienmēr ir iespējams piestiprināt izstrādājumam, tāpēc ir nepieciešams neliels metāla galds vai pamatne
Metinātājam pa rokai jābūt āmuram, lai labotu metāla detaļu stiprinājumu, izdedžu separatoram un uguns dzēšanas līdzeklim (smiltīm vai ugunsdzēšamajam aparātam).
Metāla metināšana ar invertoru ir svarīga, jo tā ir labi aizsargāta no kaitīgām ietekmēm. Neatkarīgi no darba vietas (mājas vai ražošanas apstākļiem) katram metinātājam jābūt:
- aizsargmaska ar darba vietas apgaismojumam atbilstošu gaismas filtru (filtrā Nr.5 iekštelpās būs grūti pamanīt, Nr.3 ļoti apžilbinās acis uz ielas);
- audekla dūraiņi aizsardzībai pret karstumu un šļakatām;
- biezs, nedegošs apģērbs, kas nav ievilkts jostā;
- zābaki;
- galvassegas, lai aizsargātu pret lidojošiem izdedžu pilieniem.
Kas ir elektriskā metināšana un kāpēc tā ir nepieciešama mājās?
Lai saprastu terminu, jums būs jāpieskaras skolas fizikas kursam un jāsaprot pavadošie procesi, metinot detaļas. Iegūtās zināšanas palīdzēs metinātājam veikt labākas šuves, jo, izprotot elektrometināšanas pamatus, ir iespējams strādāt apzināti, nevis paļaujoties uz citu speciālistu rakstainu rīcību.





Elektriskā metināšana (loka metināšana) - nesaraujama veida savienojumu iegūšana pildvielu un pamatmateriālu kristalizācijas dēļ.

Šuves veidošanas procesā notiek īslaicīga pamatnes un elektroda kušana, kuras dēļ veidojas metinājuma baseins.Pēc tam, kad virsma ir atdzisusi, materiāli tiek savienoti molekulārā līmenī (izkausēti), kristalizējoties šuvē, kas pēc stiprības nav zemāka par citām galvenās virsmas vietām.
| Elektriskās metināšanas priekšrocības | Elektriskās metināšanas trūkumi |
|---|---|
| Strukturālā vienkāršība. | Elektromagnētiskā starojuma un gaismas kaitējums. |
| Pielietojuma daudzpusība neatkarīgi no telpiskā stāvokļa – vertikāli, horizontāli, 45 grādu leņķī un tā tālāk. | Efektivitāte ir atkarīga no metinātāja prasmēm. Ja tādas nebūs, gala rezultāts būs nožēlojams. |
| Liels skaits metālu, kurus var savienot, izmantojot elektrisko loka metināšanu. | No meistara nepieciešamas pamatprasmes iekārtas lietošanā + no 30 stundu praktiskā pieredze vienkāršos apstākļos. |
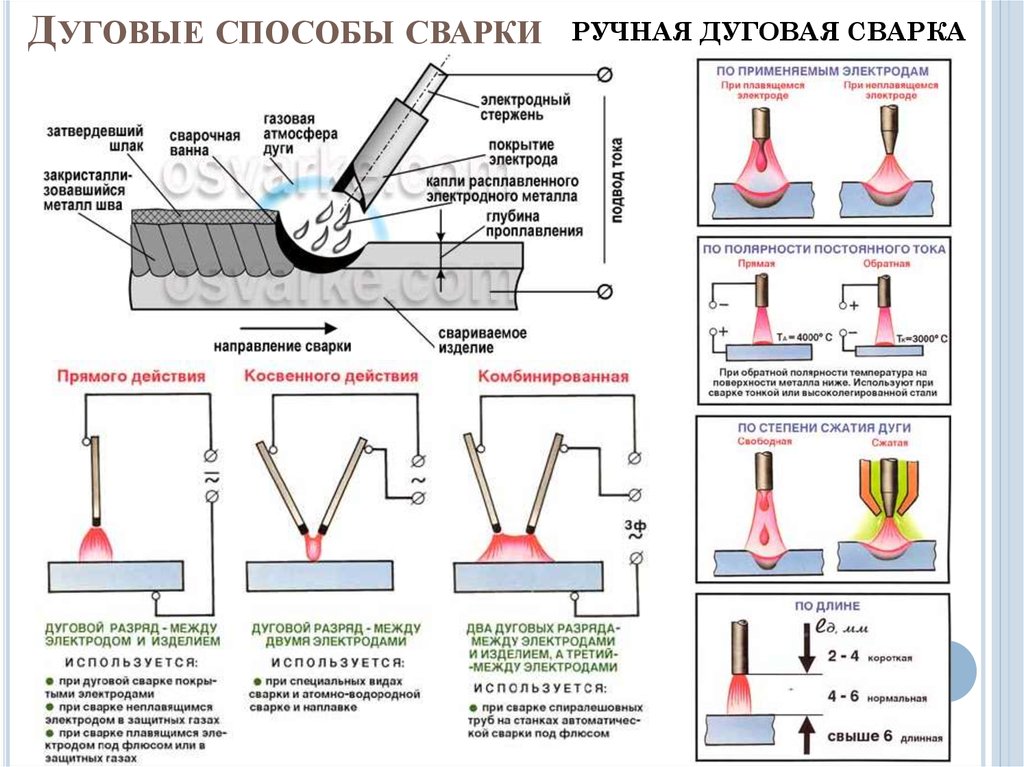
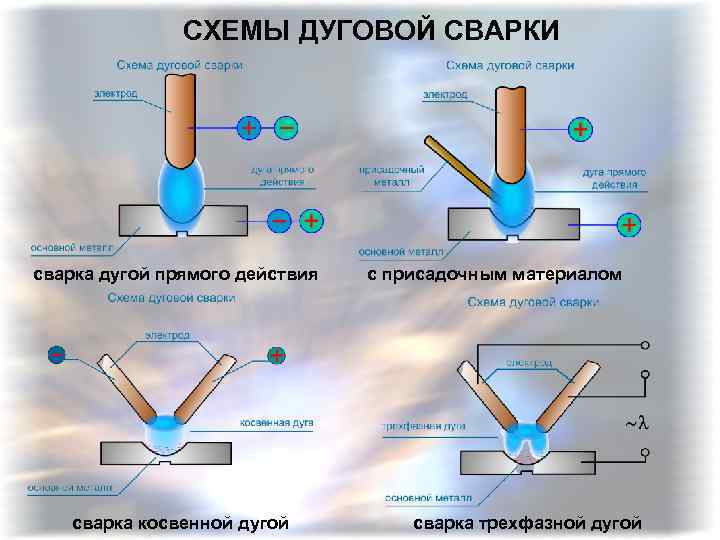
Elektriskā metināšanas klasifikācija tiek veikta, pamatojoties uz daudziem kritērijiem - metināšanas procesa mehanizācijas līmeni, strāvas veidu + tās polaritāti, loku, elektroda raksturlielumus, zonas aizsardzības metodi utt. . Apskatīsim klasisko sadalījumu - manuālā loka, pusautomātiskā loka un automātiskā loka metināšanas veidi.
1) Manuālā loka metināšana
Sarežģītākais variants, ko izmantot nepieredzējušam metinātājam, jo lielākā daļa darba jāveic pašam ar rokām. Tehnoloģiju regulēšana ar citiem punktiem tiek veikta, izmantojot GOST 5264-80. Tiek ņemts vērā savienojuma veids, malu forma, šuves raksturs, šķērsgriezums un metināmo elementu biezums.
Manuālās metināšanas trūkumi ir sabrukšanas / vieglo produktu negatīvā ietekme uz cilvēka ķermeni un salīdzinoši zemā darba efektivitāte lielā mērogā. Mazkvalificēts speciālists, strādājot ar manuālo loka metināšanu, nevarēs kvalitatīvi vadīt loku, tāpēc šūšanas metode noteikti nav iesācējiem.
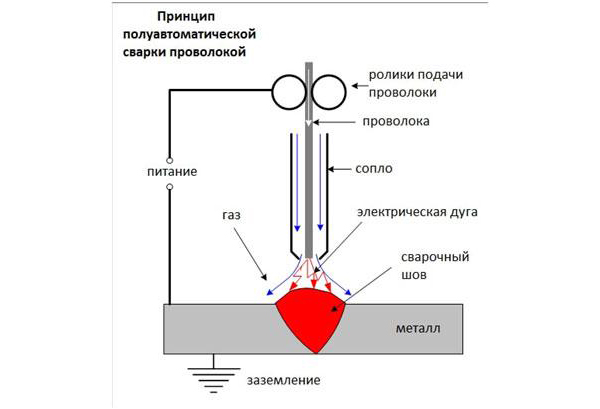
2) Pusautomātisks gāzes vidē
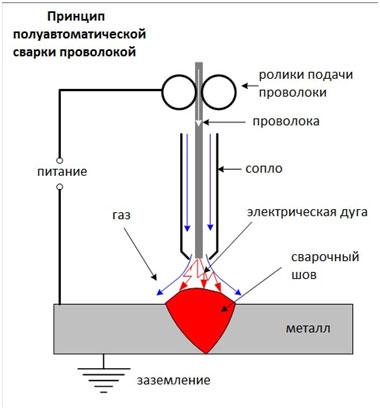
2. savienojuma metodes atšķirīgās iezīmes ir kustīga patērējama elektroda izmantošana + aizsarggāzes klātbūtne. Otrais darbojas kā barjera starp ārējo vidi un elektrisko loku.
Aizsarggāze ir argons, oglekļa dioksīds, hēlijs vai to kombinācijas noteiktās proporcijās. Pusautomātiskā metināšanas tehnoloģija notiek, izlaižot vadu caur gāzes sprauslu, kā rezultātā tas kūst. Loka garums tiek kontrolēts automātiski, savukārt kustības virziens + ātrums paliek metinātāja kontrolē. Darba metodi var veikt bez gāzes apvalka - tiek izmantota speciāla pašaizsargājoša stieple, kas mijas ar silīciju, mangānu un citiem metāla elementiem ar deoksidējošām īpašībām.
3) Automātiskā iegremdētā loka metināšana
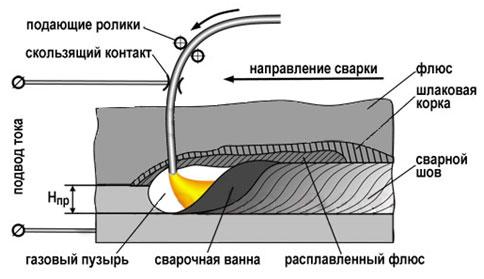
Metode ar paaugstinātu produktivitāti un minimāliem elektrodu zudumiem. Metinātājs nevar baidīties no šļakatām, un metināšanas vieta ir pēc iespējas drošāka attiecībā uz oksīdu un citu kaitīgu piemaisījumu veidošanos šuvei.
Metināšanas procesa algoritms:
- Stieples padeve ar speciāliem veltņiem.
- Ar slīdošā tipa kontakta palīdzību vadam tiek pievadīta elektriskā strāva.
- Sākas elektroda kustība pa šuves marķējumu.
- No agregāta bunkura tiek izlieta plūsma, kuras iztvaikošanas rezultātā veidojas gāzes mākonis, kas aizsargā elektrisko loku no ārējās vides ietekmes.
- Šuvju veidošana.
- Sārņu noņemšana.
- Savāciet lieko plūsmu atkārtotai izmantošanai.
Darba aprīkojumam operatoram nav nepieciešams izmantot īpašus acu aizsargus. Pateicoties procesa automatizācijai, metinātāja subjektīvā ietekme tiek samazināta līdz minimumam, līdz ar to krasi aizskrūvēšanas riskam ir tendence samazināties.
Par šuves veidošanas paņēmieniem
Pirms pats iemācāties gatavot elektrisko metināšanu, jums vajadzētu apgūt dažādas metināšanas metodes metāla detaļu savienošanai. Pareiza elektriskā loka apkope un kustība ir kvalitatīvas šuves atslēga. Ja loks ir pārāk garš, metāls oksidējas un piesātinās ar slāpekli, izsmidzinās ar pilieniem un veidos porainu struktūru.
Pārklāšanās šuve
Metināšanas loks virzās uz priekšu pa elektroda asi. Tādējādi tiek saglabāts vēlamais loka garums, ko ietekmē elektroda kušanas ātrums. Elektroda garums pakāpeniski samazinās, tāpat kā attālums starp to un metināto baseinu palielinās. Lai to novērstu, elektrods ir jāpārvieto pa asi, ievērojot tā saīsināšanas un kustības sinhronizāciju metināšanas baseina virzienā.
Griestu šuve
Elektroda diametrs ir atkarīgs no metinātā savienojuma biezuma
Cita veida veltnis tiek saukts par vītni. Šāda lodīte veidojas elektroda pārvietošanas procesā pa metināmās šuves asi. Runājot par veltņa biezumu, tas ir atkarīgs no elektroda diametra un ātruma, ar kādu tas pārvietojas.







Par veltņa platumu mēs varam teikt, ka tas parasti ir 2-3 mm pārsniedz elektroda diametru. Tā rezultātā tiek iegūta diezgan šaura metināšanas šuve. Tā izturība nav pietiekami augsta, lai izveidotu spēcīgu struktūru. Kā to salabot? Pietiek, kad elektrods pārvietojas pa metinājuma asi, lai veiktu tā papildu kustību - pāri asij.
Tīņu šuve (ar vienpusēju griezumu)
Elektroda šķērsvirziena nobīde darbības laikā ļauj iegūt pietiekamu šuves platumu. Tas tiek darīts ar elektroda virziena svārstībām, kuru platums tiek noteikts individuāli katram konkrētajam gadījumam. Šeit ir jāņem vērā šuves novietojums, tā izmērs, rievas forma, materiālu īpašības, kā arī dizainam izvirzīto prasību saraksts. Ir vispārpieņemts, ka šuves platums ir no 1,5 līdz 5,0 elektrodu diametriem.
Metināšanas šuve ar elektrodu atbalstu
Tas veidojas ar diezgan sarežģītām, trīskāršām elektroda kustībām. Pastāv vairākās variācijās. Kustības trajektorijai klasiskajā lokmetināšanā jābūt tādai, lai savienojamo detaļu malas būtu izkusušas, un tajā pašā laikā jāveido pietiekami daudz izkausēta metāla, lai izveidotu dotas formas metinājumu.
Kas ir elektriskā metināšana?
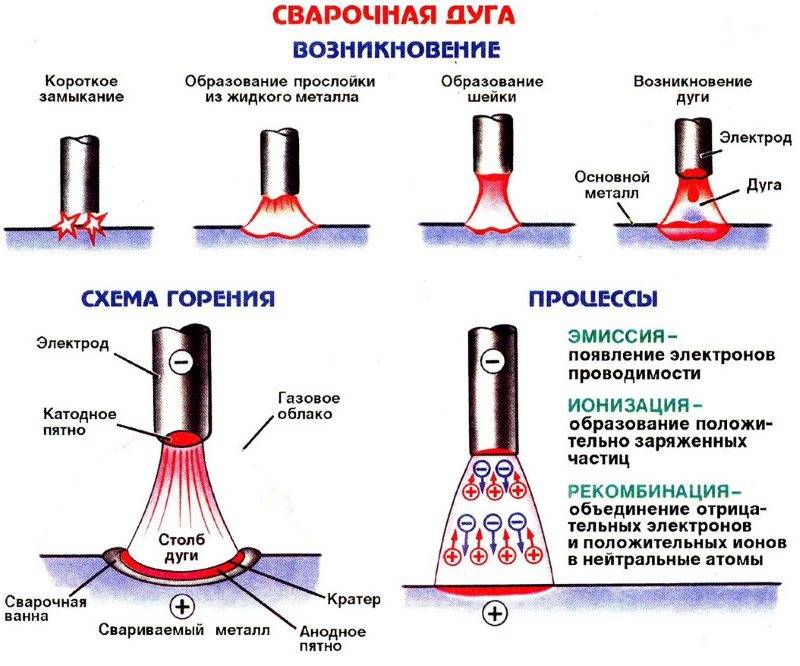
Elektriskā ir viena no metināšanas metodēm, kad metālu karsēšanai un pēc tam kausēšanai izmanto elektrisko loku. Pēdējā temperatūra sasniedz 7000°C, kas ir daudz augstāka par vairuma metālu kušanas temperatūru.
Elektriskā metināšanas process notiek šādi. Lai izveidotu un uzturētu elektrisko loku, strāva tiek piegādāta no metināšanas instrumenta uz elektrodu.
Metināšanas procesā parastais metāls un elektroda metāla serde tiek izkausēta un sajaukta, veidojot spēcīgu un neatdalāmu šuvi (+)
Kad elektroda stienis pieskaras metināmajai virsmai, metināšanas strāva plūst. Tā ietekmē un elektriskā loka ietekmē sāk kust elektrods un metināmo elementu metāla malas. No kausējuma, kā saka metinātāji, veidojas metināšanas baseins, kurā izkausētais elektrods tiek sajaukts ar parasto metālu.
Izkausēti izdedži uzpeld uz vannas virsmas un veido aizsargplēvi. Pēc loka izslēgšanas metāls pamazām atdziest, veidojot šuvi, kas pārklāta ar skalu. Pēc tam, kad materiāls ir pilnībā atdzisis, tas tiek notīrīts.
Metināšanai var izmantot nelietojamus un patērējamus elektrodus. Pirmajā gadījumā kausējumā tiek ievadīta pildvielas stieple, lai izveidotu metinājumu, otrajā tas nav nepieciešams. Elektriskā loka veidošanai un turpmākai apkopei tiek izmantots īpašs aprīkojums.
Lai veiktu plašu darbu klāstu, ir nepieciešamas prasmes metinātāja jomā sadzīves vidē:
Metināšanas invertora dizains
Lai saprastu, kā pareizi lietot metināšanas iekārtu, iesācēju meistaram jāiepazīstas ar invertora konstrukciju.
Metināšanas invertors ir metāla kaste ar iekšējo komponentu, ar kopējo svaru aptuveni 7 kg, kas aprīkota ar rokturi un plecu siksnu ērtai pārnēsāšanai. Metināšanas invertora korpusā var būt ventilācijas atveres, kas veicina labāku gaisa aizplūšanu, kad iekārta ir atdzesēta.Priekšējā panelī ir pogas darba stāvokļa pārslēgšanai, pogas vajadzīgā sprieguma un strāvas izvēlei, izejas darba kabeļu pievienošanai, kā arī indikatori, kas signalizē par strāvas klātbūtni un invertora pārkaršanu metināšanas laikā. Kabelis ierīces pievienošanai elektrotīklam parasti ir savienots ar savienotāju, kas atrodas invertora aizmugurē.

Metināšanas invertora dizains
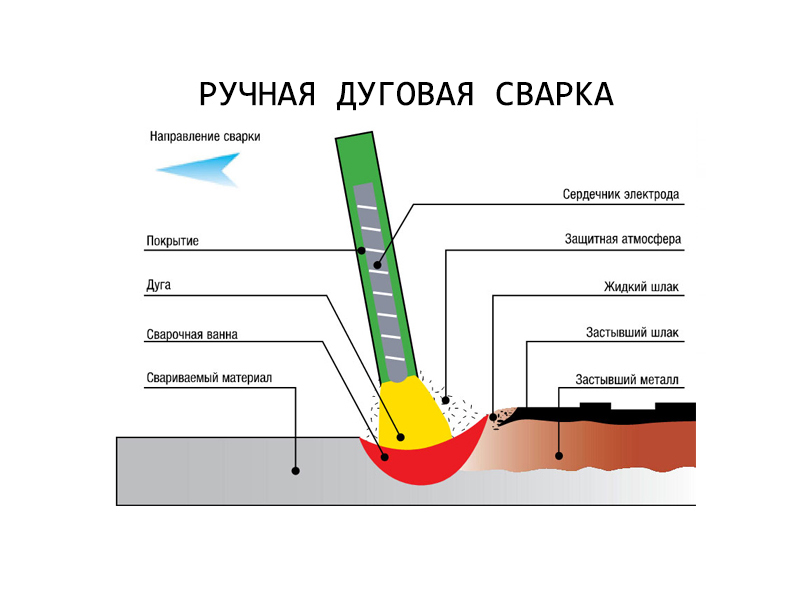
Metināšanas laikā elektrodam saskaroties ar metināmajām metāla plāksnēm, veidojas augstas temperatūras loks, kā rezultātā izkūst gan metinātā stieņa elementi, gan metinātā savienojuma metāls. Baseins, ko loka zonā veido plākšņu un elektroda izkausēti metāli, ir aizsargāts no oksidēšanās ar sašķidrinātu elektroda pārklājumu. Pēc tam, kad metāls ir pilnībā atdzisis, metināšanas šuves augšējā virsma, ko metināšanas laikā aizsargā ar elektrodu pārklājumu, pārtaps sacietējušā sārņā, ko var viegli noņemt ar vieglu mehānisku darbību (piemēram, piesitot)
Ir svarīgi ievērot tādu pašu attālumu starp metinātā savienojuma metālu un elektrodu (loka garums), kas neļaus tā izdzišanai. Lai to izdarītu, elektrods ar nemainīgu ātrumu jāievada saplūšanas zonā, un metināšanas stienis vienmērīgi jāvirza pa metināšanas savienojumu.
metināšanas loka
Kā izvēlēties pareizos makaronus?
Kā izvēlēties pareizos makaronus?
Lielākā daļa pareiza uztura piekritēju atsakās no šī ēdiena, uzskatot to par neveselīgu un neveselīgu. Bet pareizais produkts var dot labumu ķermenim, un tāpēc, pērkot to, jāņem vērā šādi ieteikumi:
Kvalitatīvu produktu sastāvā ietilpst divas sastāvdaļas – milti un ūdens.Garša, ieguvumi un kaitējums, to uzturvērtība un enerģētiskā vērtība lielā mērā ir atkarīga no galveno sastāvdaļu kvalitātes. Tajos var būt arī dabīgas krāsvielas – spinātu sula, burkānu sula, sēpijas tinte, garšvielas, par kuru klātbūtni jānorāda uz iepakojuma;
Miltu veids, no kura produkts ir izgatavots, ir pelnījis īpašu uzmanību. Tam vajadzētu piederēt cieto kviešu šķirnēm, jo šī opcija nesatur taukus, to lieliski uzsūc ķermenis.




Ja makaronu gatavošanai izmanto mīksto šķirņu galveno sastāvdaļu, tie saturēs daudz cietes, tāpēc tie kļūst ļoti kaloriski, un tāpēc rodas liekais svars;
Lai nodrošinātu, ka tiek izmantots kvalitatīvs cietais pamatnes materiāls, pievērsiet uzmanību produkta izskatam. Tās virsmai jābūt gludai, krāsai jābūt dzintarai, dzeltenai ar zeltainu nokrāsu.
Tam ir gludas malas, un uz izstrādājumiem ir nelieli plankumi. Iepakojumā nedrīkst būt netīrumu. Ja tie ir izgatavoti no mīkstiem miltiem, to krāsa būs gaiša vai arī bāla, nedabiska krāsa, nelīdzenas malas, raupja virsma, gaiši nelieli plankumi, iespējams, ka iepakojumā ir lauskas, drupatas;
Olbaltumvielas ir svarīga miltu izstrādājumu sastāvdaļa. Ja tie ir augstas kvalitātes, izgatavoti no cietajiem kviešiem, tie satur apmēram 12-15 g / 100 g Produkta zemās kvalitātes rādītājs ir proteīna saturs ne vairāk kā 10 g / 100 g;
Pievērsiet uzmanību izmaksām - labi makaroni ir dārgāki, atsaucoties uz premium klasi;
Makaronus, piemēram, spageti, pārbauda citā veidā - analizējiet, kā tie saplīst, bet to varat izdarīt tieši pirms paša gatavošanas procesa. Ja tie ir kvalitatīvi, tad tie labi liecas, bet ir izturīgi, tāpēc tos nav tik viegli salauzt, ko nevar teikt par izstrādājumiem, kas izgatavoti no mīkstajām izejvielām;
Kvalitatīvs produkts pēc vārīšanas saglabā formu, dzeltenīgi zeltainu krāsu, pat ilgstoši atrodoties ūdenī;
Labus makaronus raksturo tas, ka tie vārās minimāli, līdz ar to nelīp kopā.
Noskatieties šo video vietnē YouTube
Elektrodu padeves ātruma ietekme
Padeves ātrums elektrodi metināšanai jānodrošina nepieciešamais piegādātā izkausētā materiāla daudzums. Tā nepietiekams daudzums var izraisīt cenu samazinājumu. Šis faktors ir ļoti svarīgs gan tiešās, gan apgrieztās polaritātes metināšanā.
Loka metināšanas laikā, pateicoties straujai stieņa kustībai gar savienojumu, loka jauda var nebūt pietiekama metāla sildīšanai. Tā rezultātā veidojas sekla šuve, kas atrodas virs metāla. Malas paliek nepabeigtas.
Lēna elektroda virzīšanās uz priekšu izraisa pārkaršanu. Šajā gadījumā ir iespējams sadedzināt virsmu un deformēt plāno metālu.
Mūsdienu metināšanas aparātiem ir plašs dažādu funkciju un iespēju klāsts. Tomēr šobrīd, līdz šim, lielāko daļu kvalitatīvi paveiktā darba nosaka tieši cilvēka prasme.
Cauruļu savienošana, izmantojot elektrisko metināšanu
Metāla elektrofūzijas veidgabali
Elektrofūzijas veidgabali ir ierīces, kas palīdz savienot divas sagataves daļas. Ir divi formāti: vītņoti un metināti.Vītņoti armatūras gali – vītņoti savienotājelementa iekšpusē un ārpusē. Un arī armatūrai ir slīpums, kas atvieglo elektriskās metināšanas ieviešanu.
Daudzas no šīm ierīcēm ir piestiprinātas detaļai, izmantojot divus elementus: ceļgalu un dibenu. Pirmajā variantā diametrs ir lielāks nekā otrajā, bet otrais, kā likums, sakrīt ar metināmo daļu.
Elektriskā montāža Polietilēns
Šīs daļas ļauj palielināt savienoto daļu elektrofūziju. Parasti polietilēna palīgveidgabalus izmanto polietilēna ūdensvadiem, kas paredzēti zema spiediena sistēmām.
 HDPE veidgabali tiek uzstādīti uz caurulēm ar sadursmi vai pārklājumu. Elementus notur īpašs turētājs. Savienojums un caurule ir uzstādīti, pēc tam tiek uzkarsēti, ievietojot to veidgabalā.
HDPE veidgabali tiek uzstādīti uz caurulēm ar sadursmi vai pārklājumu. Elementus notur īpašs turētājs. Savienojums un caurule ir uzstādīti, pēc tam tiek uzkarsēti, ievietojot to veidgabalā.
Zīmīgi, ka abas elektriskās metināšanas iespējas ir balstītas uz ķīmisku iedarbību - polimēru molekulāro ķēžu iznīcināšanu 170 grādu pēc Celsija temperatūrā un jaunu veidošanos plastmasas sacietēšanas procesā.
Savienojums un elektroapputeksnēšana
Mūsdienu elektrotehnoloģijas ir sasniegušas līmeni, kurā ir viegli iztikt bez apjomīgām, grūti lietojamām un novecojušām iekārtām.
Ārējais apvalks un tā stiprinājums kūst, un, temperatūrai pazeminoties, tiek izveidota jauna polimēra ķēde. Rezultātā tiek garantēta kvalitatīva polietilēna cauruļu elektrometināšana, ko var droši izmantot gan sadzīves sistēmām, gan rūpnieciskajiem cauruļvadiem.
Šiem piederumiem ir šādas priekšrocības:
- tie savieno caurules ar diametru no 20 līdz 400 mm;
- savienojums ir iekšēji uzstādīts un spēj izturēt augsta spiediena darbību;
- tie ir inerti pret visām ķīmiskajām vielām un tādējādi droši pat ūdenim;
- izturēt jebkādus spiediena pārspriegumus.
Armatūrai ir plašs klāsts - no maza līdz lielam diametram. Tos var izmantot pat lielās ķīmiskās rūpnīcās.
Armatūras uzstādīšanai varat izmantot transformatoru.
Kā sagatavot elektrisko cauruļu metināšanu
Sagatavošana: metinātājs, sagatave, savienojošais elements, transformators pilnā gatavībā un viengabalainībā.
Caurule taisnā leņķī.
Ar detaļas malas slīpumu, precīzai griešanai.
Caurule ieiet veidgabalā un nostiprina vietu, kur tā iepriekš tika atzīmēta.
Detaļu attaukošana.
Pēc metināšanas transformatora pievienošanas strāvas avotam izveido metināšanas savienojumu.
Metināšanas iekārta ir izslēgta un iesildīšanās režīms tiek ieslēgts 30 minūtes.
Ir svarīgi nekustināt nevienu savienojumu vai turētāju! Pēc izslēgšanas pagaidiet, līdz tas pilnībā atdziest.
Ierīce ir gatava lietošanai un turpmākam savienojumam!
Mājas metinātāja tehniskais aprīkojums
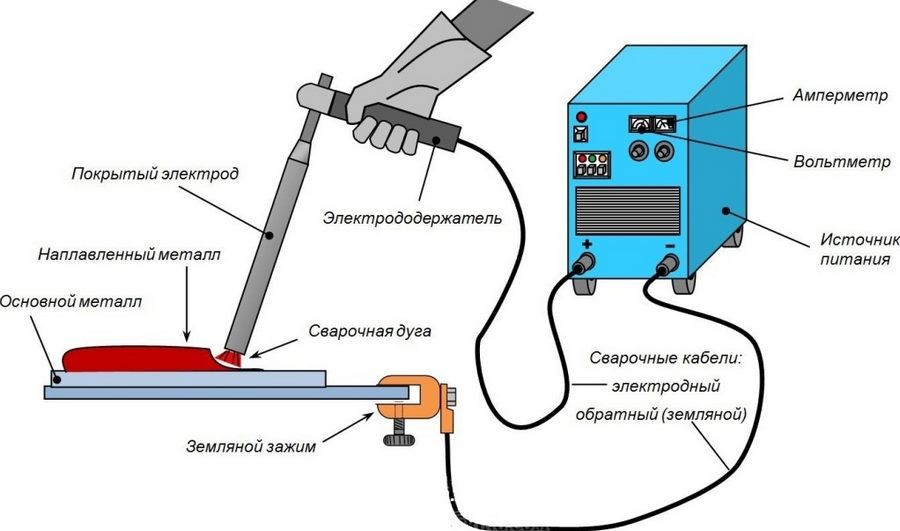
Lai izveidotu manuālas ES loku, ir nepieciešams elektriskās strāvas avots, kas nodrošina stabilu elektroenerģijas padevi ED darbināšanai. Manuālajai ES vienlīdz piemērojama kā maiņstrāvas avoti, un ierīces, kas darbojas ar līdzstrāvu. Metināšanas iekārtu mājas lietošanas apstākļos liela nozīme ir elektrisko vadu stāvoklim, kuram tiks pievienota iegādātā metināšanas iekārta. Tas noteiks aprīkojuma veidu, ko var izmantot iesācējs “metināts”.






Svarīgs! Metināšanas iekārta spēj darboties no sadzīves elektrotīkla savu aizsargierīču un regulēšanas ierīču - spraudņu un drošinātāju, automātu u.c. parametru robežās. Ja “metinātāja” darbības raksturlielumi neatbilst elektrotīkla aizsargsistēmas prasībām, iespējamas mirgojošas gaismas, mašīnu izslēgšana, sadzīves tehnikas atteice visā mājā pēkšņu sprieguma svārstību dēļ.
Mājas metinātājam jābūt aprīkotam ar:
- Pašreizējais avots.

Pašlaik mājsaimniecības metināšanas iekārtas bieži tiek sauktas par aprīkojumu MMA (no angļu valodas. Metal Manual Arc - rokasgrāmata ES ar gabala pārklājumu elektrodiem). Elektrisko iekārtu tirgus piedāvā trīs veidu strāvas avotus lietošanai mājās:
- metināšanas transformatori, kas darbojas ar maiņstrāvu,
- metināšanas taisngrieži, kas pārvērš maiņstrāvas spriegumu līdzstrāvā,
- invertori, kas var darboties no mājas kontaktligzdas.
- Strāvas kabeļu un svina vadu komplekts ar pārnēsāšanu.
- Elektrodu turētāji (atspere vai svira), ko parasti sauc par "turētājiem".
- Metinātāja individuālie aizsardzības līdzekļi:
- karstumizturīgs apģērbs, apavi, cimdi vai dūraiņi,
- aizsargmaska.
Elektriskā metināšanas tehnoloģija
Labāk ir iemācīties pareizi metināt detaļas ar elektrisko metināšanu pieredzējušu metinātāju vadībā. Ja kāda iemesla dēļ tas nedarbojas, varat to izmēģināt pats. Vispirms jums ir pareizi jāorganizē darba vieta
Tas ir ļoti svarīgi, jo metināšana ir augstas temperatūras un līdz ar to ugunsbīstams process.
Lai strādātu, jums jāizvēlas darbagalds vai jebkura cita pamatne, kas izgatavota no nedegoša materiāla.Koka galdi un līdzīgi izstrādājumi ir stingri aizliegti. Vēlams, lai netālu no vietas, kur tiks veikta metināšana, neatrastos viegli uzliesmojoši priekšmeti.
Noteikti novietojiet sev tuvumā spaini ar ūdeni, lai novērstu iespējamos aizdegšanās avotus. Turklāt jums ir jānosaka droša vieta, kur tiks uzglabātas izlietoto elektrodu atliekas. Pat mazākais no tiem var izraisīt ugunsgrēku.
Pārdošanā jūs varat atrast dažāda diametra metināšanas elektrodus. Nepieciešamais stieņa izmērs tiek izvēlēts, pamatojoties uz metināmā metāla biezumu.
Pirmajām neatkarīgajām šuvēm jums ir jāsagatavo nevajadzīgs metāla gabals un jāizvēlas tam elektrodi. Speciālisti šādos gadījumos iesaka izmantot 3 mm stieņus. Mazāks diametrs tiek izmantots plānu lokšņu metināšanai, no kurām ir neērti mācīties. Lielāka diametra elektrodiem nepieciešama liela aprīkojuma jauda.
Mēs sākam, notīrot metāla laukumu, uz kura atradīsies šuve. Nedrīkst būt rūsas vai jebkāda piesārņojuma.
Pēc detaļas sagatavošanas paņemiet elektrodu un ievietojiet to metināšanas iekārtas skavā. Tad mēs paņemam “zemējuma” skavu un stingri piestiprinām to pie detaļām. Vēlreiz pārbaudiet kabeli. Tam jābūt ievietotam turētājā un labi izolētam.
Tagad jums jāizvēlas metināšanas iekārtas darba strāvas jauda. To izvēlas atbilstoši elektroda diametram. Mēs iestatām izvēlēto jaudu uz metināšanas iekārtas paneļa.
Nākamais solis ir aizdedzināt loku. Lai to izdarītu, elektrods ir jānovieto pie sagataves aptuveni 60 ° leņķī un ļoti lēni jāpārnes pāri pamatnei. Jābūt dzirkstelēm.Tiklīdz tas notiek, viegli pieskarieties elektrodam detaļai un nekavējoties paceliet to ne vairāk kā 5 mm augstumā.
Metināšanas invertors ir gatavs darbam. Tam ir pievienoti divi kabeļi: viens ar skavu elektrodam, otrs ar zemējuma stiprinājumu
Šajā brīdī mirgo loka, kas jāsaglabā visu darbības laiku. Tās garumam jābūt 3-5 mm. Tas ir attālums starp elektroda galu un sagatavi.




Uzturot loku darba stāvoklī, jāatceras, ka darbības laikā elektrods izdeg un kļūst īsāks. Ja elektrods atrodas pārāk tuvu sagatavei, var rasties pielipšana. Šajā gadījumā jums tie ir nedaudz jāpagriež uz sāniem. Pirmo reizi loks var neaizdegties. Varbūt nav pietiekami daudz strāvas, tad tā ir jāpalielina.
Pēc tam, kad iesācējs metinātājs ir iemācījies aizdedzināt loku un uzturēt to darba stāvoklī, varat sākt lodītes metināšanu. Šī ir vienkāršākā no visām darbībām. Mēs aizdedzinām loku un sākam ļoti vienmērīgi un uzmanīgi pārvietot elektrodu pa nākotnes šuvi.
Tajā pašā laikā mēs veicam svārstīgas kustības, kas atgādina pusmēness ar nelielu amplitūdu. Mēs kā “grābjam” izkausēto metālu līdz loka centram. Tādējādi jums vajadzētu iegūt vienmērīgu šuvi, līdzīgu veltnim. Tajā būs nelieli viļņveidīgi metāla pieplūdumi. Pēc tam, kad šuve ir atdzisusi, tajā jāiesit katlakmens.