- Darba posmi
- PE cauruļu savienojumu veidi
- Īpatnības
- Mēs kontrolējam metinājuma kvalitāti
- Metināšanas parametri un darbību secība
- Vairāk par šo tēmu mūsu vietnē:
- Metināšanas instrukcija
- Pamatnoteikumi
- Elektrofūzijas savienojums
- Sadurmetināšana
- Zvanu tehnoloģija
- Difūzijas metode PE cauruļu lodēšanai
- Kā saliekt vai iztaisnot izstrādājumu
- Cauruļu locīšanas metožu pārskats
- Efektīvas metodes sagataves saliekšanai
- Sadurmetināšana
- Elektrofūzijas izmantošanas stiprās puses
Darba posmi
Polietilēna līniju metināšana ar savām rokām ir iespējama, izmantojot elektrofūzijas metodi.
Instrukciju var pasniegt šādi:
- sagatavošana;
- fiksēšana ar centralizētāju un sakabes uzstādīšana;
- metinātāja savienojums ar savienojumu;
- metināšana;
- ierīces izņemšana no savienojuma apakšas.

Neskatoties uz to, ka metināšana ir jāveic mājās, galus joprojām ir jāapgriež ar īpašu instrumentu - cauruļu griezēju. Tas ļaus jums iegūt labāku izlīdzināšanu savienojuma laikā. Oksīda nogulsnes no krustojuma ir ērtāk noņemt ar rokas skrāpi vai izmantojot stieni. Noņemamajam slānim jāatrodas apmēram 200 mm no cauruļu malas. Iegūtās skaidas ir jānoņem ar to pašu skrāpi. Savienotās daļas ir jāattauko ar spirtu. Šajā posmā varat izmantot īpašas salvetes.Lai nodrošinātu visprecīzāko izvietojumu centralizatorā, līniju var marķēt atbilstoši sakabes izmēriem. Saskaņā ar šīm vērtībām būs ērtāk salabot caurules un savienojumu.

Samontētā konstrukcija ir jānostiprina saskaņā ar drošības noteikumiem. Metināšanas iekārtas spailēm jābūt savienotām ar savienotājiem uz savienojuma. Ierīce ieslēdzas un tiek atpazīts svītrkods, kas atrodas uz savienojuma virsmas. Lielākajai daļai metinātāju režīms ir automātisks. Savienojuma sildīšanas un dzesēšanas periods tiek iestatīts tieši šifra atpazīšanas brīdī. Metināšanas process sāksies pēc koda nolasīšanas un beigsies ar skaņas signālu. Lai atdzesētu cauruli, tā jāatstāj vienatnē septiņas minūtes. Tikai pēc tam no centralizatora var atbrīvot skavas, un iekārtu var izvilkt no lodēšanas vietas apakšas.

PE cauruļu savienojumu veidi

Polietilēna caurules var savienot vienā līnijā, izmantojot dažādas metodes. Turklāt katrs no tiem ir piemērots īpašiem apstākļiem.
- Tātad HDPE cauruļu savienošana ar veidgabaliem un savienojumiem (ligzdu metināšana) galvenokārt tiek izmantota santehnikas sistēmas iekšpuses sakārtošanai mājā.
- Cauruļvada montāža ar savām rokām, izmantojot sadurmetināšanu. Šo metodi izmanto paplašinātas komunikācijas daļas uzstādīšanai āra vajadzībām. Tajā pašā laikā caurules var likt gan uz augsnes virsmas, gan tranšejā, pēc tam tās pārklājot ar augsni.
- Elektrofūzijas metināšana. Šī HDPE cauruļu savienošanas metode tiek ražota, izmantojot speciālus plastmasas savienojumus ar tajos iebūvētiem spirālveida elementiem, kas uzsilst pievadītās strāvas rezultātā.
Sīkāk apskatīsim katru no metodēm.
Īpatnības
Galvenā grūtība ir tāda, ka polietilēna cauruļu ekspluatācijas un tehnoloģiskās īpašības daudzējādā ziņā ir līdzīgas polipropilēna cauruļu kvalitatīvajām īpašībām. Tie arī nav pakļauti korozijai. Cauruļu iekšējā virsma nav pārklāta. Caurulēm ir augsta ķīmiskā izturība. Materiāls ir videi draudzīgs, tam ir ilgs kalpošanas laiks.

No atšķirībām profesionāļi atzīmē zemu karstumizturību. Tāpēc HDPE caurules tiek izmantotas tikai aukstā ūdens apgādes un ventilācijas sistēmām. Dažreiz tos izmanto gāzes cauruļvadu uzstādīšanai. Polietilēna cauruļu izmantošana ir iespējama, transportējot vidē virs 40-50 grādiem. Izņēmums ir šķērsšūts polietilēns, kuram ir atļauts darboties temperatūrā līdz +95 grādiem. Polietilēna caurulēm ir lieliska salizturība, kas ļauj tās izmantot temperatūrā līdz -70 grādiem.

HDPE ir komerciāli pieejami ar diametru no 20 līdz 1200 mm. Pateicoties iespēju daudzveidībai, tās tiek plaši izmantotas dažādās jomās. Papildus ūdensvadiem kanalizācijai tiek iepirktas arī liela diametra līnijas gan iekšējiem, gan ārējiem.







HDPE cauruļu tehniskos parametrus nosaka pamatnes īpašības - zema spiediena polietilēns. Tas ir viegls, kas atvieglo cauruļvada uzstādīšanu, izturīgs pret desmitiem atmosfēru spiedienu. No materiāla negatīvajām īpašībām ir vērts atzīmēt ierobežoto iespēju to izmantot temperatūrā, kas zemāka par nulli (ABPE kļūst stiklveida), un paaugstinātā temperatūrā (vairāk nekā 40 grādi) HDPE zaudē savu stingrību. Sildot līdz 70 grādiem, polietilēna pamatne palielinās, bet ne daudz.
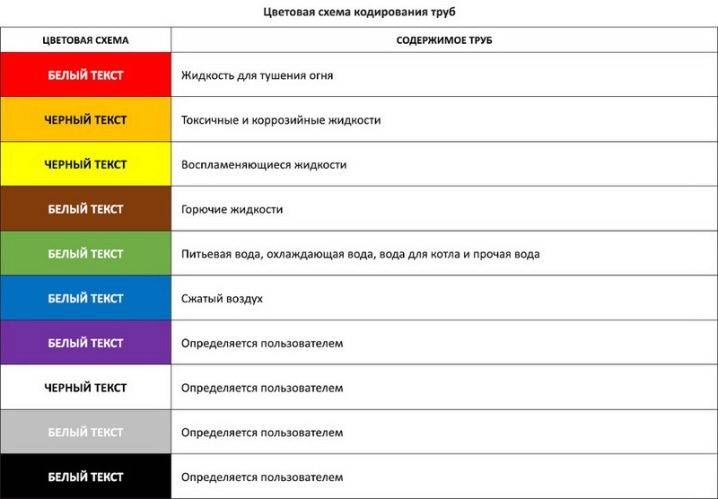
HDPE klāstu regulē GOST, kas tika publicēts 2001. gadā.Visi marķējumi, kas uzlikti uz vienas no šoseju virsmām, atbilst standartiem. Atzīmējot, ir ļoti viegli izvēlēties pareizos variantus. Pirmie burti ietver piegādātāja nosaukumu, pēc tam PE sortimentu, piemēram, 1000 mm. Tabulā ir arī norādīts līniju biezums, iespējamais darba un maksimālais spiediens, izgatavošanas datums un partijas numurs.
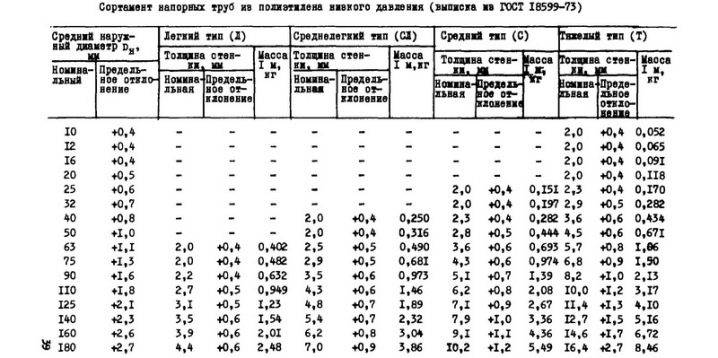
Marķējumu tehnoloģiskajā kartē ir arī krāsu apzīmējumi svītru veidā. Ja ligzda ir nokrāsota dzeltenā krāsā, caurules var izmantot gāzes vadiem, ja svītra ir zila, tad no caurulēm var likt tikai ūdens padevi. Cauruļu savienojuma shēma ir sastādīta, ņemot vērā standarta komerciāli pieejamos segmentus - no 5 līdz 25 metriem. Maģistrālie ūdensvadi parasti tiek izgatavoti pēc pasūtījuma, to garums ir līdz 0,5 kilometriem, un tāpēc tiem ir minimāls savienojumu skaits.
Mēs kontrolējam metinājuma kvalitāti
Uzstādot metinātos savienojumus ar kādu no iepriekš aprakstītajām metodēm, ir ļoti svarīgi pareizi novērtēt metinājuma kvalitāti. Tas ir atkarīgs no tā, vai šo cauruļvada posmu varēs izmantot, vai viss būs jāpārtaisa.

Daļa ar divām parastajām šuvēm
Vērtēšanas kritēriju patiesībā nav tik daudz, un tos atcerēties ir pavisam vienkārši:
- Vissvarīgākā kvalitātes pazīme ir vienmērīga polietilēna veltņa klātbūtne visā caurules apkārtmērā. Ja veltnis ir izliekts vai ja veltņa vietā ir ieplaka, savienojumu nevar izmantot;
- Nākamais svarīgais faktors ir konsekvence. Ir pieļaujama neliela savienoto daļu nobīde, bet tā nedrīkst pārsniegt 10% no caurules sienas biezuma;

Bojātās vietas fotoattēls novirzes gadījumā
- Arī izkausētā polietilēna ruļļa augstums ir ierobežots. Caurulēm ar sienām 5 - 10 mm šī vērtība ir 2,5 - 3 mm, caurulēm ar sienām līdz 20 mm - 5 mm vai mazāk.
Protams, ja uzstādāt zemspiediena cauruļvadu vai bezspiediena sakarus, nelielu novirzi var neņemt vērā, taču to tomēr nevajadzētu darīt. Ir daudz vieglāk izveidot jaunu metināto savienojumu, nekā pēc tam salabot esošu cauruli.







Metināšanas parametri un darbību secība
Sadurmetināšanas iespējas ietver:
- Spiediena pakāpe uz galiem.
- Temperatūra, kurā materiāls kūst. Atkarīgs no zīmola.
- Spēks, ar kādu gali tiek nospiesti pret sildelementu.
- Procesa ilgums.

Darbību secība:
- Pirmais solis polietilēna cauruļu metināšanā ir savienojamo cauruļu galu notīrīšana.
- Cauruļu nostiprināšana ierīces centralizatorā, kur tiks metināts polietilēns. Cauruļu galu apstrāde ar griezēju, lai nodrošinātu ass perpendikulitāti. Tajā pašā laikā tiek pārbaudītas gatavās sagataves, lai tajās nebūtu atstarpju.
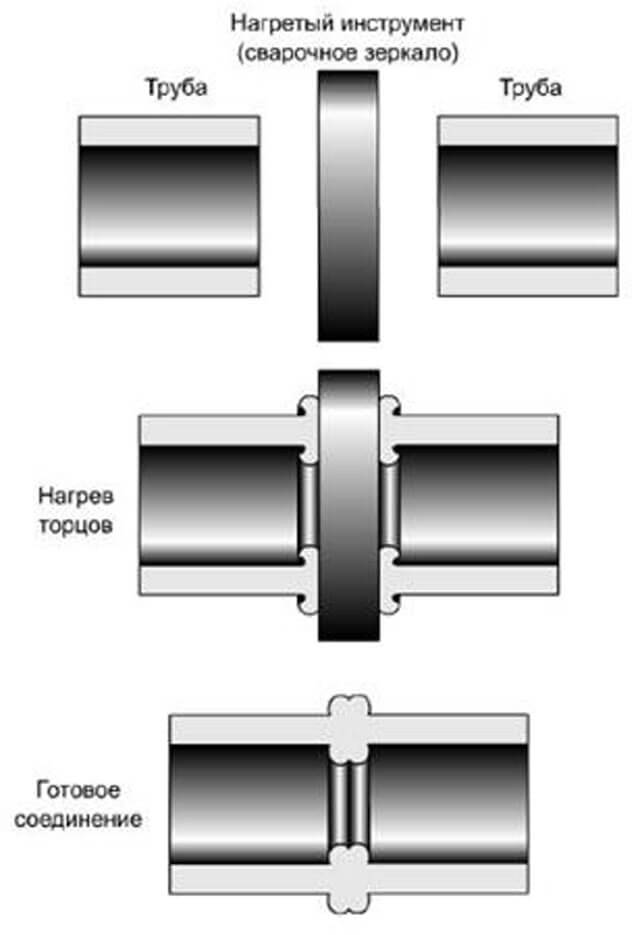
- Cauruļu galu karsēšana ar metināšanas spoguli līdz kušanas temperatūrai, kas ir aptuveni 220 °C.
- Nospiežot cauruļu galus ar nepieciešamo spēku.
- Gatavās caurules noņemšana no ierīces.
Lai saprastu, kā tiek metinātas plastmasas caurules, mūsu vietnes video sniegs sīkāku informāciju. Tādējādi, ja jums būs nepieciešamais aprīkojums, darbu varēsiet veikt pats.
Vairāk par šo tēmu mūsu vietnē:
- Polipropilēna cauruļu metināšana - procesa video Pateicoties zemajām izmaksām un savienojuma vienkāršībai, plastmasas caurules ieņem vadošo vietu siltuma un santehnikas sistēmu uzstādīšanā. Salīdzinot ar metāla konstrukcijām, polipropilēna caurules ...
- Metināšanas elektrodu veidi - metināšana ar elektrodiem uz video Metināšanas elektrods ir dažāda garuma metāla stienis, ko izmanto detaļu metināšanas procesā no visdažādākajiem materiāliem. To galvenais mērķis ir nodrošināt elektrisko strāvu ...
- Metināšana iesācējiem - video nodarbības Ar vārdu metināšana ir vispārpieņemts saprast tehnoloģisku procesu, kurā karsēšanas rezultātā starp detaļām veidojas starpmolekulāras un starpatomiskas saites. Tādējādi tiek savienoti tiešie materiāli. Pārsvarā…
- Metināšanas video pamācības - skatieties metināšanas nodarbības ar invertoru iesācējiem metinātājiem Iesācējiem vajadzētu noskatīties metināšanas video pamācības, lai izvairītos no izplatītām kļūdām un padarītu savu darbu kvalitatīvu un drošu. Jums vienmēr jāatceras, ka…
Kopīgojiet ar draugiem sociālajos tīklos saiti uz šo materiālu (noklikšķiniet uz ikonām):
Metināšanas instrukcija
Ja izvēlējāties polietilēna caurules, rīkojāties gudri, taču tagad tās joprojām ir pareizi jāuzstāda. Mācīsimies
Pamatnoteikumi
Neatkarīgi no izvēlētās tehnoloģijas - polietilēna cauruļu elektrofūzijas vai sadurmetināšanas, jums jāievēro šādi svarīgi principi:
- Savienojamajiem elementiem jābūt saderīgiem (gan pēc sastāva, gan pēc fiziskajiem parametriem).
- Polietilēna cauruļu sadurmetināšanu var veikt tikai tad, ja detaļām ir vienāds diametrs un vienāds sieniņu biezums.
- Malas rūpīgi jānotīra un attaukotas.
- Konstrukciju galiem, kas nav iesaistīti savienošanas procesā, jābūt noslēgtiem ar aizbāžņiem, lai izvairītos no aukstā gaisa iedarbības, kas negatīvi ietekmē procesu.
- Darba laikā ir jāsamazina ārējās vides ietekme, proti:
- karstumā neļaujiet saules gaismai nokļūt savienojuma zonā;
- vējainā laikā radīt barjeru gaisa brāzmām;
- aukstā laikā ieteicams telpu apsildīt darbam.
- Metināšanas un konstrukcijas dzesēšanas laikā jāizslēdz mehāniska ietekme uz sistēmu.
Un tagad sīkāk apsvērsim, kāda ir polietilēna cauruļu metināšanas tehnoloģija, izmantojot sadurmetināšanu un elektrofūzijas metodi.
 Elektrofūzijas tehnikas fotofragments: savienoti sildītāji
Elektrofūzijas tehnikas fotofragments: savienoti sildītāji
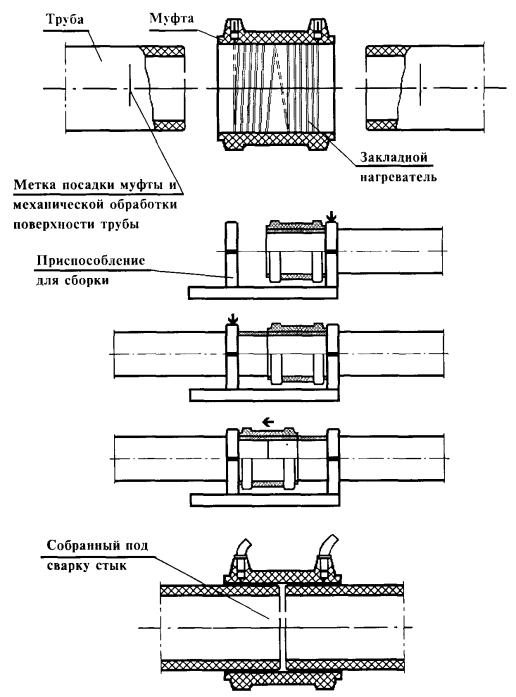
Elektrofūzijas savienojums
Šis metināšanas veids, saukts arī par termistora metināšanu, tiek izmantots dažāda sienu biezuma un diametra elementu stiprināšanai, kā arī bezspiediena cauruļvadu - drenāžas instalāciju, gravitācijas kanalizācijas u.c.
Lai izveidotu savienojumu, izmantojot šo tehnoloģiju, jums būs nepieciešami īpaši elektrofūzijas veidgabali. Tagad atcerieties darba kārtību.
- Izstrādājiet sistēmu.
- Aprēķiniet nepieciešamo cauruļu un citu detaļu skaitu.
- Veikt pirkumu.
- Izgrieziet struktūru plānā ieteiktā garuma gabalos. Pārliecinieties, ka griezums ir taisns, izvairieties no izkausēta materiāla ieplūšanas sistēmā.
- Sagatavojiet un notīriet detaļas, ieskaitot savienojumus. Nebūs lieki attaukot elementu virsmu ar spirtu, uzklājot to uz lupatas.
- Ja elementu virsma ir oksidēta, noņemiet lieko ar speciālu skrāpi.
- Piestipriniet elementus pozicionierā, ievērojot izlīdzināšanu.
- Aptiniet savienojumu ar līmlenti, lai novērstu putekļu iekļūšanu.
- Konstrukciju atvērtos galus noslēdz ar aizbāžņiem.
- Pieslēdziet sajūga spailēm spriegumu.
- Pagaidiet, līdz elementi, sasiluši, tiek turēti kopā.
Polietilēna cauruļu termistora metināšana jāveic tikai tad, ja savienotie elementi ir nekustīgi. Tajā pašā stāvoklī konstrukcijai jāpaliek, līdz šuve ir pilnībā atdzisusi.
 Šādi izskatās savienojuma iestatījums
Šādi izskatās savienojuma iestatījums
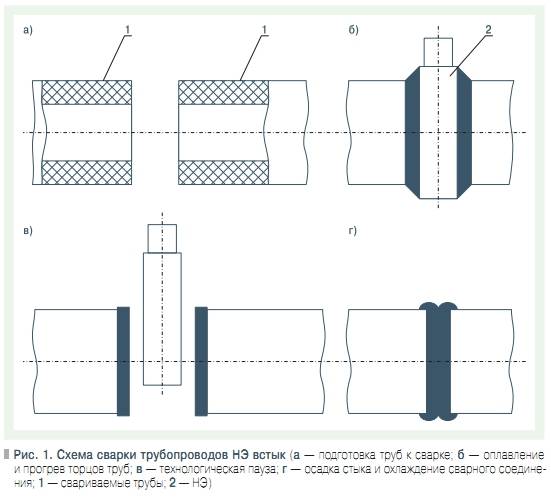
Sadurmetināšana
Polietilēna cauruļu sadurmetināšanas tehnoloģija un parametri ir interesantāki, jo elementi ir savienoti molekulārā līmenī, veidojot stingrāku šuvi. Šo metodi izmanto tādu elementu montāžai, kuru diametrs ir 50 mm un sienas biezums 5 mm.
Ar šo metodi izstrādājumu malas tiek uzkarsētas ar speciālu sildīšanas ierīci, pēc tam izkausētas un tādā stāvoklī savienotas, veidojot vienotu veselumu un perfektu šuvi.
Procedūra šāda veida metināšanai līdz punktam Nr.7 ir identiska iepriekšējam savienojuma variantam (izņemot to, ka darbam nav nepieciešami savienojumi).
Metināmo elementu sildīšanas un dzesēšanas laika noteikšanas tabula
Un tad tas atšķiras un notiek saskaņā ar šo "scenāriju":
- ievietojiet elementu galus aparātā tā, lai sildīšanas plāksne būtu starp tiem;
- piespiediet malas pret plāksni un nemainiet presēšanas spiedienu līdz kušanas procesam;
- sildiet elementus, ievērojot normas (zemāk esošā tabula polietilēna cauruļu metināšanai jums palīdzēs);
- noņemiet plāksni un piestipriniet galus, izdarot uz tiem vienmērīgu spiedienu;
- turot mezglu, pagaidiet, līdz polietilēns atdziest.
Zvanu tehnoloģija
HDPE cauruļu lodēšanu var veikt vairākos veidos. Šajos procesos nav nekā īpaši sarežģīta, taču metinātājam ir jāizlemj, kura metode viņam ir vispiemērotākā.





Ir kontaktligzdas savienojuma tehnoloģija. To dažreiz sauc arī par "savienojumu". Tās būtība slēpjas elementu savienošanā ar speciālu ierīču - armatūras palīdzību. Papildus tiem jums būs nepieciešams aprīkojums darbam, proti, metināšanas iekārta. Jūs varat izvēlēties manuālu modeli maziem izstrādājumiem (līdz 50 mm) vai mehānisku liela diametra polietilēna caurulēm (no 40 mm un vairāk).
Tāpat jāatceras sagatavot darbam adapterus vai metināšanas sprauslas un dažādus instrumentus izstrādājumu griešanai.
Veicot šādu metināšanu, ir nepieciešams savienot caurules ārējo daļu ar veidgabala iekšpusi. Abas šīs virsmas silda ar metināšanas sprauslu: cauruli silda ar uzmavu, bet veidgabalu silda ar serdi.
Ierīce polietilēna cauruļu metināšanai ir diezgan dārga
Faktiskais ligzdas metināšanas process izskatās šādi:
- Metināšanas iekārta tiek uzkarsēta līdz vajadzīgajai temperatūrai;
- Armatūra ir maksimāli izstiepta uz mandeles, un tajā pašā laikā caurules gals tiek uzlikts uz uzmavas, līdz tas apstājas (tas viss ir jādara ļoti ātri);
- Sakarā ar detaļu izmēru atšķirību parādās papildu slānis, kas, sildot, izkūst un izrāpjas maza rullīša veidā, ko sauc par burr;
- Loksne samazina cauruļu diametru un tādējādi ļauj tām iekļūt metināšanas sprauslā un izlīdzināties ar serdi ar savienotājelementu;
- Visām detaļām jāpārvietojas sildīšanas sprauslā, līdz tās apstājas, un, sasniedzot šo brīdi, jebkurš spiediens uz tām jāpārtrauc;
- Turklāt visi fragmenti tiek turēti šajā pozīcijā nepieciešamo laiku;
- Pēc laika beigām veidgabals tiek noņemts, caurule tiek noņemta no sprauslas un šīs daļas tiek pēc iespējas apvienotas;
- Pēc tam, kad lodētais fragments ir atdzisis, veidgabala otrā galā jāiemet otrs izstrādājums.
Difūzijas metode PE cauruļu lodēšanai
Līdz šim polietilēnam joprojām nav tādas autoritātes kā metālam vai metāla plastmasai, taču patiesībā tā izturības un veiktspējas īpašības nav sliktākas. Mūsdienu tehnoloģijas ražošanas stadijā ļauj izgatavot PE caurules ar augstu kvalitāti un uzticamību. Interesantākais veids, kā tos metināt, ir difūzija, kas neprasa izmantot īpašu aprīkojumu. Pat iesācējs šādā veidā varēs veikt metināšanas darbus.

Augsta un zema spiediena polietilēns (LDPE un HDPE) ir viens no populārākajiem polimēru termoplastiem, kas ir vispieprasītākais visdažādāko ūdensapgādes, sanitārijas sistēmu u.c. organizēšanā. Polimēru materiāla atšķirīgā iezīme ir tā, ka, karsējot, tas mīkstina, jo tiek zaudēta molekulu ķēdes savstarpējā saikne. Sasalstot, tā atgūst savu agrāko spēku, it kā pārvērtības nemaz nebūtu notikušas. Tieši šī īpašība padara polietilēnu par ideālu materiālu metināšanai uz tā. Abu izstrādājumu mīkstināšanas laikā tos var savienot, kas pēc sacietēšanas radīs visizturīgāko savienojumu. Starp abiem gabaliem tiks izveidota spēcīga metināšana.

PE caurules tiek metinātas salīdzinoši zemā temperatūrā 270 grādi pēc Celsija, kas ievērojami vienkāršo uzdevumu pēc aprīkojuma izvēles un turpmāko lietošanu.Darbības laiks ir ārkārtīgi īss (dažas sekundes katram posmam), un to var regulēt tikai mainot cauruļvadu biezumu.
Kā saliekt vai iztaisnot izstrādājumu
Polietilēna caurules ir pieejamas pārdošanai taisnā 12 metru garumā vai cietu izstrādājumu veidā, kas uztīti uz lielām spolēm. Atrodoties savītā stāvoklī, izstrādājumi ir gredzenu formā un tiek deformēti. Pirms deformētas HDPE caurules iztaisnošanas vai locīšanas tā ir jāuzsilda.

Saliekot cauruļvadu, bieži rodas nepieciešamība iztaisnot savītu vai, gluži otrādi, deformētu polietilēna cauruli
Zema blīvuma polietilēns ir slavens ar savu labo elastību. Bet tas zaudē šo īpašību apkures temperatūrā virs + 80 ° C. Šis brīdis tiek izmantots, ja nepieciešams, lai mainītu produkta konfigurāciju.
Bet ir vērts atcerēties, ka iztaisnošanai vai saliekšanai temperatūru var palielināt tikai uz īsu laiku. Galu galā polietilēna caurule pieder pie būvmateriālu kategorijas, kas, ja tiek pārkāpts temperatūras režīms, var tikt bojāts.
Cauruļu locīšanas metožu pārskats
Visvieglāk ir iztaisnot cauruli, novēršot krokas, kas radušās tās uzglabāšanas un transportēšanas laikā, pēc produkta nedaudz uzsildīšanas. Ja cauruļvada nomaiņa vai remonts tiek veikts vasarā, kad saules stari ir pēc iespējas karstāki, varat tos izmantot, lai sasniegtu uzdevumu.








Lai iztaisnotu HDPE cauruli, jums tas vienkārši jāatstāj tiešos saules staros uz pāris stundām, stingri nostiprinot segmenta galus
UV stari nepasliktinās polietilēna darbības parametrus, bet tajā pašā laikā tie spēs kādu laiku mīkstināt izstrādājuma sienas. Jums vienkārši jānostiprina mīkstinātā caurule gar stingru balstu vai sienu vai jāiegulda iepriekš izraktā tranšejā. Pirms iztaisnot saliekto HDPE cauruli uz zemes, jums ir jāatbrīvo vieta.
Ja darbs jāveic ziemā, produkta sildīšanai izmantojiet karstu ūdeni. Bet šī metode ir efektīva caurulēm, kuru izmērs nepārsniedz 50 mm. Kā iztaisnošanas palīglīdzekli varat izmantot metāla margas un ķieģeļu mūri. Jebkurā gadījumā: jo īsāks ir izstrādājuma garums, jo vieglāk būs ar to strādāt.
Efektīvas metodes sagataves saliekšanai
Ja rodas pretēja situācija, kad ir nepieciešams saliekt HDPE cauruli, tiek izmantota tā pati termiskā apstrāde. Iesildīšanai tiek izmantotas šādas metodes:
- izpūsts ar ēkas fēna karstu virziena gaisu;
- sasildiet izstrādājuma sienas ar gāzes degli;
- aplejiet virsmu ar verdošu ūdeni.
Lai vienkāršotu locīšanas procedūru, labāk ir izveidot veidņu rāmi. Rāmi, kura izmērs atbilst saliektās caurules diametram, var izgatavot no parastajām kokšķiedru plātņu loksnēm. Lai rāmja virsma būtu gluda, noslīpējiet to ar smilšpapīra gabalu.
Lai saliektu HDPE cauruli ar fēnu, darbs tiek veikts šādā secībā:
- Apstrādājamā platība tiek apsildīta ar ēkas fēnu.
- Mīkstinātā sagatave tiek padziļināta formēšanas rāmī.
- Uzmanīgi salieciet cauruli, nepieliekot pārmērīgu spēku, lai nesalauztu izstrādājumu līkumā.
Kad esat izveidojis nepieciešamo lieces leņķi, produkts jāatstāj, līdz tas ir pilnībā atdzisis, un tikai pēc tam noņemiet to no rāmja.

Lai nodrošinātu vienmērīgu polietilēna izstrādājuma virsmas sildīšanu, caurule pastāvīgi jāgriež ap savu asi, aizvietojot dažādas sekcijas zem stariem.
Svarīgs punkts: sildot cauruli, ir jāievēro "zelta vidusceļš". Ja lieces brīdī virsma nav pietiekami uzkarsēta, caurule var salūzt. Ja sildīšanas laikā sildelements ir pārāk tuvu izstrādājumam, polimērs var aizdegties.
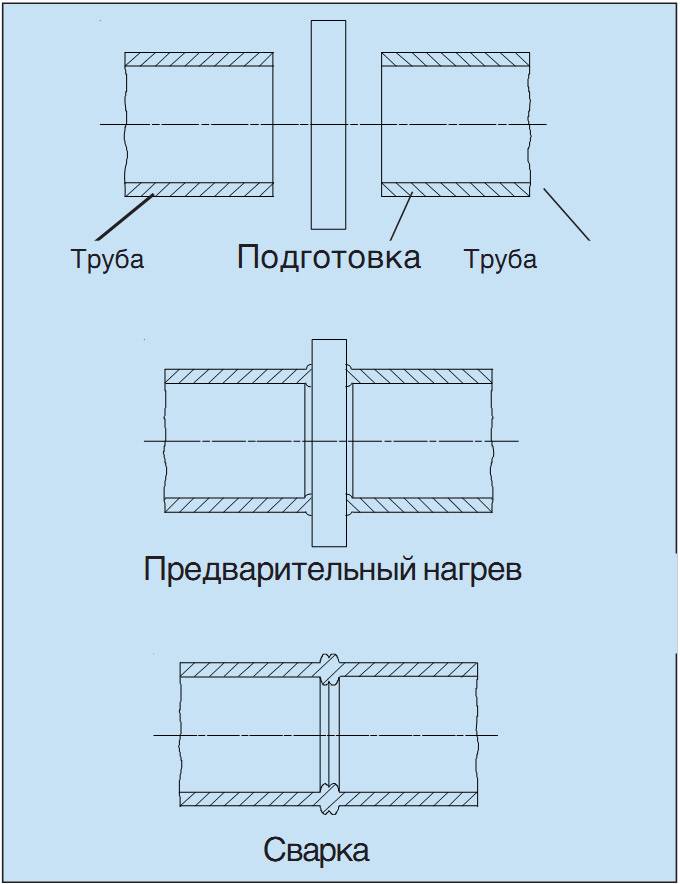
Sadurmetināšana

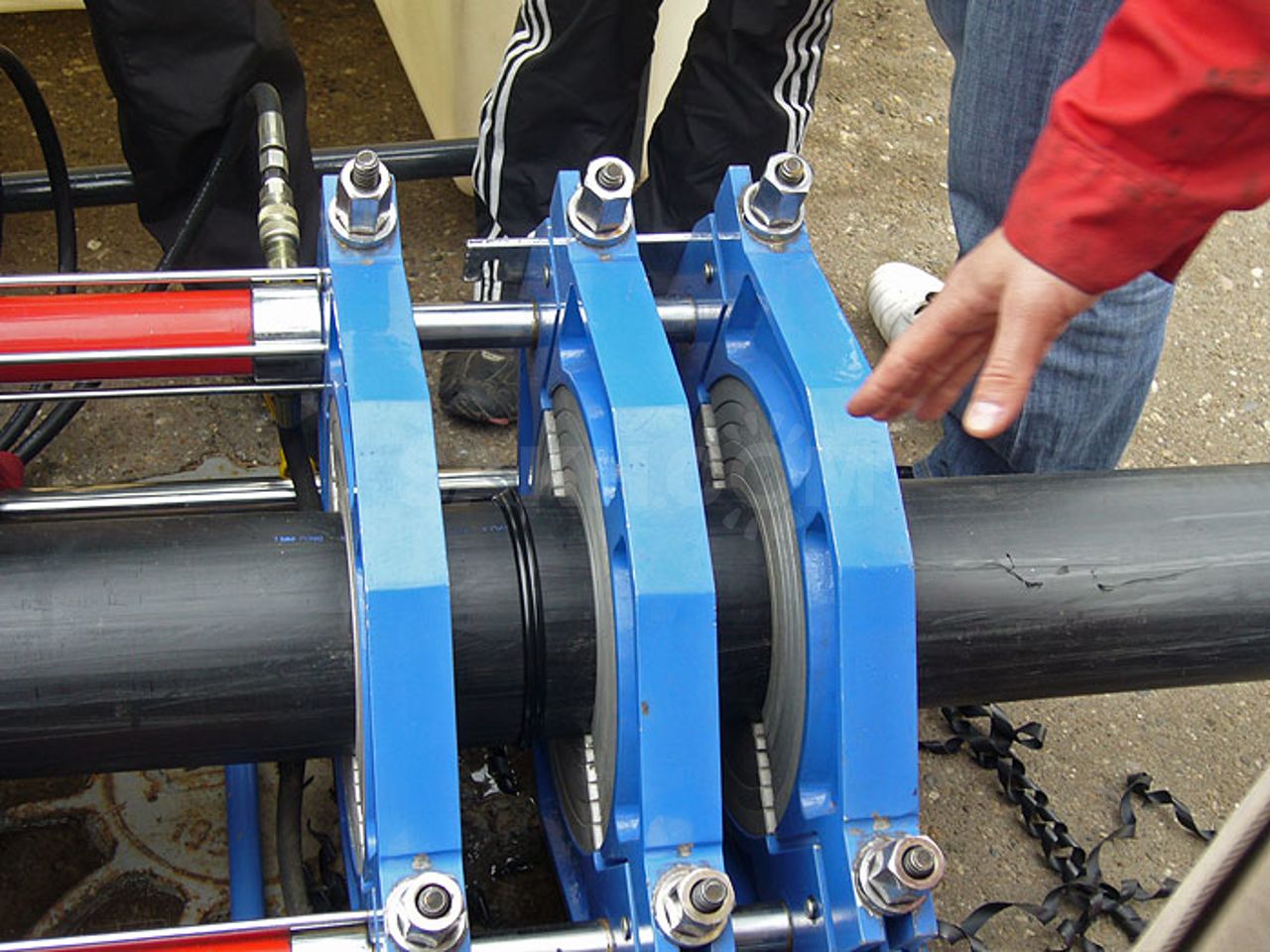
Jūs varat metināt HDPE caurules ar savām rokām. Sadurmetināšana tiek veikta, izmantojot īpašu aprīkojumu ar mehānisko vai hidraulisko piedziņu. Šāda metināšanas iekārta ļaus savienot divus cauruļu elementus līdz pilnīgam un ciešam savienojumam. Populārākās ierīces ir tās, kurām ir programmatūras vadība. Šādas iekārtas raksturo pilna automatizācija un spēja kontrolēt metināšanas procesu bez operatora iejaukšanās fiziskās piepūles ziņā.
Pirms darbu veikšanas ar savām rokām ir jāizvēlas HDPE caurules ar vienādiem tehniskajiem parametriem. Ir vēlams metināt caurules pat no vienas un tās pašas partijas. Tā kā šeit polimērs ir savienots molekulārā līmenī, šī pieeja padarīs metināšanas šuvi hermētiskāku un uzticamāku.
Sadurmetināšanas princips ir uz speciālas plāksnes sildīt caurules galus. Pēc kausēšanas tiek noņemta PE plāksne starp abu metināmo cauruļu galiem un elementi tiek mehāniski saspiesti, līdz polimērs ir pilnībā sajaukts un pielodēts. Pēc tam caurulēm jāļauj pilnībā atdzist.
PVC cauruļu metināšanas metožu apraksts
- Tātad caurulēm ar šķērsgriezumu 20 mm kušanas garums (metināšanas dziļums) būs 14,5 mm;
- Elementi 25 mm - 16 mm;
- Caurulēm ar diametru 32 mm - 18 mm;
- Caurulēm ar sekciju 40 mm - 20 mm;
- Caurules ar diametru 50 mm - 23 mm.
Elektrofūzijas izmantošanas stiprās puses
Parasti elektriskās uzmavas tiek izmantotas gadījumos, kad nav ērti vai praktiski metināt polietilēna caurules no gala līdz galam. Visbiežāk tas notiek kanalizācijas akās, šauros un neērtos kanālos, montāžas bedrēs pamatnē un māju sienās. Stingri sakot, elektriskās sakabes nāk palīgā gadījumos, kad nevar izmantot sadurmetināšanu.








Vēl viena šīs polietilēna cauruļu savienošanas metodes priekšrocība ir tās ērtība avārijas vai cauruļvada bojājumu gadījumā. Parasti šādas situācijas prasa ļoti ātru problēmu novēršanu. HDPE cauruļu metināšanai ar elektriskajiem savienojumiem ir raksturīga ievērojama ieviešanas vienkāršība - šajā gadījumā nav nepieciešamas īpašas zināšanas.

Ierīces uzstādīšanas vieglumu nodrošina īpašu caurumu klātbūtne uz tās. Lai noteiktu optimālo temperatūras režīmu dokstacijām uz modernām metināšanas iekārtām, tiek nodrošināta nepieciešamās informācijas nolasīšanas funkcija tieši no svītrkoda, kas ir aprīkots ar elektriskajiem savienojumiem. Savienojuma procedūra tiek realizēta ar vienkāršākajiem instrumentiem - ierīci caurules galu noņemšanai, elektrisko savienojumu un metināšanas iekārtu.



