- Lietojumprogrammas
- Vara cauruļu veidi
- Kas nepieciešams vara cauruļu lodēšanai
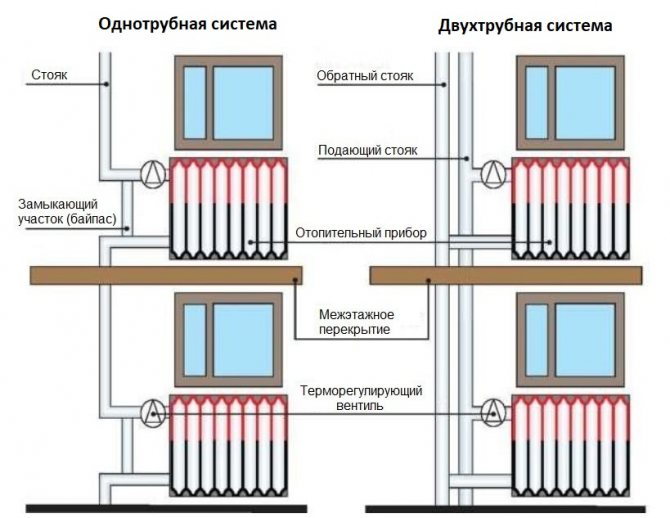
- Nr.11. Apkures caurules diametrs
- Vara cauruļu savienošanas metodes
- Metināšana
- Vara cauruļu savienošana ar izplūdes veidgabaliem.
- Ripo
- Kompresijas stiprinājums
- Preses stiprinājums
- Vara cauruļu lodēšana
- Ierobežojumi, izmantojot vara caurules
- Vara cauruļvadu savienošanas metodes
- Kā vienkāršot apkures uzstādīšanu
- Kapilāru lodēšana
- Nr.6. Vara caurules apkurei
- Vara izstrādājumu daudzveidība
- Ražošana
- 2. metode: rievošana (veltņu grope)
- Rievotās rievas savienojuma sagatavošana un izveidošana
- Pilnīgas rievotās sistēmas testēšana
- Nr.7. Polipropilēna caurules apkurei
- Salīdzinošs cenu pārskats
- Veidi
- Specifikācijas
Lietojumprogrammas
Ir vairākas situācijas, kad labāk izvēlēties šo materiālu:
- Pašreizējā iespēja apkures sistēmas ierīkošanai no vara caurulēm ir pieslēgšana cietā kurināmā katlam. Tas ir saistīts ar faktu, ka šādas sistēmas tiek pakļautas ilgstošai augstas temperatūras iedarbībai (virs 100 grādiem pēc Celsija).
- Salīdzinot ar citiem materiāliem, varš ir labāks, ja tam ir sarežģīta forma.
- Uzstādīšana 100% attaisnosies, ja mājas īpašniekam būs pietiekami daudz līdzekļu, viņš vēlas iegūt augstāko izturības rādītāju.
Apsverot citas iespējas, jums jāpievērš uzmanība plastmasai vai nerūsējošajam tēraudam.
Vara cauruļu veidi
Šādi izstrādājumi atšķiras pēc izmēra un šķērsgriezuma, un tiem ir šādi veidi:
- Vara rūdīta caurule. Lai iegūtu maigumu, šādi produkti tiek pakļauti termiskai apstrādei. Tas vienkāršo to uzstādīšanu.
- Vara neatlaidinātas caurules. Tie ir taisni segmenti, kuru garums ir no 1 līdz 5 m.
Cauruļu šķērsgriezums var būt klasisks un taisnstūrveida. Pēdējie tiek izmantoti statora tinumu vadītāju izveidē, kurus dzesē ar šķidrumu palīdzību. To ražošana ir sarežģīta, un izmaksas ir augstākas nekā tradicionālajām. Populārākais vara cauruļu diametrs ūdens apgādei ir no 10 līdz 23 mm, kanalizācijas sistēmām - no 30 līdz 45 mm.
Kas nepieciešams vara cauruļu lodēšanai
Vara cauruļu lodēšanai, ko nav grūti izdarīt ar savām rokām, nav nepieciešams dārgs aprīkojums un īpaši materiāli. Lai to pareizi ieviestu, jums būs nepieciešamas šādas ierīces.
Deglis, kura dēļ tiks uzsildīts lodmetāls un caurules daļa, kurā tie tiks savienoti. Parasti šādam deglim tiek piegādāta propāna gāze, kuras spiedienu regulē metināšanas reduktors.
Īpašs instruments vara cauruļu griešanai. Tā kā izstrādājumi no šī metāla ir ļoti mīksti, tos vajadzētu griezt pietiekami maigi, lai nesaburzītu sienas. Mūsdienu tirgū tiek piedāvāti dažādu modeļu cauruļu griezēji, kas atšķiras gan ar funkcionalitāti, gan tehniskajām iespējām.
Šādu ierīču atsevišķu modeļu dizains, kas ir svarīgs, ļauj tos izmantot pat darbam grūti sasniedzamās vietās.
Cauruļu paplašinātājs ir ierīce, kas ļauj paplašināt vara caurules diametru, kas ir nepieciešams, lai labāk lodētu. Dažādās sistēmās, kas montētas no vara caurulēm, tiek izmantoti vienas sekcijas elementi, un, lai tos kvalitatīvi savienotu, ir nepieciešams nedaudz palielināt viena no savienotā elementa diametru. Tieši šo problēmu atrisina tāda ierīce kā cauruļu paplašinātājs.
Tieši šo problēmu atrisina tāda ierīce kā cauruļu paplašinātājs.
Vara cauruļu uzliesmošanas komplekts
Ierīce vara cauruļu galu slīpēšanai. Pēc apgriešanas uz detaļu galiem paliek urbumi, kas var traucēt iegūt kvalitatīvu un uzticamu savienojumu. Lai tos noņemtu un cauruļu galiem piešķirtu nepieciešamo konfigurāciju, pirms lodēšanas tiek izmantots slīpmašīnas. Mūsdienās tirgū ir divi galvenie slīpēšanas ierīču veidi: ievietoti apaļā korpusā un izgatavoti zīmuļa formā. Ērtākas lietošanā, bet arī dārgākas ir apaļas ierīces, ar kurām var apstrādāt mīkstas vara caurules, kuru diametrs nepārsniedz 36 mm.
Lai pareizi sagatavotu vara caurules lodēšanai, no to virsmas ir jānoņem visi piemaisījumi un oksīdi. Šiem nolūkiem tiek izmantotas otas un otas, kuru sariņi ir izgatavoti no tērauda stieples.
Vara cauruļu lodēšana parasti tiek veikta ar cietlodēšanu, kas var būt augsta un zema temperatūra. Augstas temperatūras lodmetāls ir vara stieple, kuras sastāvā ir aptuveni 6% fosfora. Šāda stieple kūst 700 grādu temperatūrā, savukārt zemas temperatūras tipam (skārda stieplei) pietiek ar 350 grādiem.
Vara cauruļu lodēšanas tehnoloģija ietver īpašu plūsmu un pastas izmantošanu, kas veic aizsargfunkciju. Šādas plūsmas ne tikai aizsargā izveidoto šuvi no gaisa burbuļu veidošanās tajā, bet arī ievērojami uzlabo lodmetāla saķeri ar caurules materiālu.
Papildus plūsmai, lodēšanai un citiem pamatelementiem vara cauruļu lodēšanai būs nepieciešami papildu instrumenti, kurus var atrast katrā darbnīcā vai garāžā. Vara izstrādājumu lodēšanai vai metināšanai papildus sagatavojiet:
- parastais marķieris;
- rulete;
- ēkas līmenis;
- maza suka ar stingriem sariem;
- āmurs.
Pirms darba uzsākšanas ir svarīgi arī izlemt, kā pielodēt vara caurules. Var būt divas galvenās iespējas: vara lodēšana (retāk izmantota) un mīkstlodēšanas izmantošana. Risinot šo jautājumu, ir svarīgi vadīties no tā, ka pastāv prasības viena vai cita veida lodēšanas veida lietošanai.
Tātad cietlodmetālus izmanto saldēšanas iekārtu un gaisa kondicionieru elementu lodēšanai. Visos citos gadījumos (ūdens apgādes sistēmas, apkures sistēmas utt.) var izmantot skārda stiepli. Bet neatkarīgi no tā, kāda tehnoloģija tiek izvēlēta, jāatceras, ka plūsma ir nepieciešama jebkurā gadījumā.










Risinot šo jautājumu, ir svarīgi vadīties no tā, ka pastāv prasības viena vai cita veida lodēšanas veida lietošanai. Tātad cietlodmetālus izmanto saldēšanas iekārtu un gaisa kondicionieru elementu lodēšanai.
Visos citos gadījumos (ūdens apgādes sistēmas, apkures sistēmas utt.) var izmantot skārda stiepli. Bet neatkarīgi no tā, kāda tehnoloģija tiek izvēlēta, jāatceras, ka plūsma ir nepieciešama jebkurā gadījumā.
Birstes vara caurules iekšējās virsmas noņemšanai pirms lodēšanas
Nr.11.Apkures caurules diametrs
Caurules, kas izgatavotas no dažādiem materiāliem, tiek piedāvātas dažādos diametros. Lai izvēlētos atbilstošāko vērtību, jāizpēta visa apkures sistēmas shēma un jālūdz speciālistu palīdzība. Aptuveno diametru var aprēķināt neatkarīgi. Tiek ņemti vērā tādi parametri kā telpas platība, no kuras atkarīga siltuma jauda, un dzesēšanas šķidruma ātrums.
Daudzi kļūdaini domā, ka jo lielāks ir caurules diametrs, jo augstāka ir sistēmas efektivitāte. Faktiski, izvēloties pārāk lielas caurules, spiediens sistēmā samazinās, un apkure pazūd pavisam - siltais ūdens nevar iet apkārt visai cauruļvadu sistēmai un radiatoriem. Jo mazāks diametrs, jo lielāks ūdens plūsmas ātrums. Ideālā gadījumā ātrumam jābūt lielākam par 0,2 m/s, bet mazākam par 1,5 m/s, pretējā gadījumā dzesēšanas šķidruma cirkulācijas process būs pārāk skaļš.
Diametrs tiek izvēlēts, pamatojoties uz aprēķinu nepieciešamā siltuma jauda. Telpām ar griestu augstumu līdz 3 m uz katru 1 m2 nepieciešams 100 W enerģijas. Piemēram, telpai 20 m2 ir nepieciešama 2000 W siltuma jauda, šeit ir vērts pievienot 20% no rezerves, mēs iegūstam 2400 W. Šo siltumjaudu nodrošina viens vai divi radiatori, ja telpā ir divi logi - zem katra loga. Saskaņā ar tabulu mēs redzam, ka šīs jaudas segšanai ir nepieciešamas caurules ar iekšējo diametru 8 mm, bet ir piemērots arī 10 mm. Protams, tie visi ir nosacīti aprēķini, taču tie palīdzēs orientēties cauruļu iegādes budžetā.
Visbeidzot, mēs atzīmējam, ka labāk nav ietaupīt uz apkures caurulēm - tas ietaupīs jūs no daudzām problēmām.Tādu ražotāju produkti kā Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast sevi ir pierādījuši labi.
Vara cauruļu savienošanas metodes
Metināšana
Tas notiek diezgan reti. Metināšanas deglis savieno liela diametra vara caurules apkurei (sākot ar diametru 108 mm);
Vara cauruļu savienošana ar izplūdes veidgabaliem.
Caurules iekšpusē tiek izveidots caurums, tiek ievietoti izciļņi un, izmantojot īpašu instrumentu, tiek izvilkta ligzda. Diezgan darbietilpīgs un dārgs cauruļu savienošanas veids, jums ir nepieciešama īpaša iekārta, un uzstādītāji neievēro šo montāžas iespēju.
Ripo
Vara cauruļu savienošanas metode ir laba, taču to neizmanto apkures sistēmās. Ļoti reti var atrast uzliesmojošu daļu un pēc tam ražotu rūpnīcā.
Kompresijas stiprinājums
Notiek diezgan bieži. Tas sastāv no trim daļām: uzgriežņa, blīvgredzena un paša armatūras stūra formā. Savienojuma princips: uz vara caurules tiek uzlikts uzgrieznis, blīvgredzens un pats armatūra. Pēc tam uzgrieznis ir savīti un piespiež cauruli armatūrai. No otras puses, tiek darīts tāpat.
Šīs vara caurules savienošanas metodes trūkums ir tāds, ka nav ieteikumu, ar kādu spēku pievilkt armatūras uzgriezni. Katrs dara to pēc iespējas labāk, un rezultātā var rasties ūdens noplūdes.
Vēl viens trūkums ir armatūras nosacītā neatdalāmība, tk. blīvgredzens, uzvelkot cauruli, iegriežas tajā un paliek uz visiem laikiem. Tāpēc, lai salabotu caurules posmu (noņemtu veidgabalu), ir nepieciešams šo caurules posmu nogriezt un ievietot jaunu.
Ja jums piedāvā kompresijas veidgabalu, labāk atteikties un lūgt kaut ko citu.
Preses stiprinājums
Tas notiek reti, jo.kapteinim ir nepieciešams speciālo knaibles komplekts (apmēram divpadsmit) un dārga prese, lai to uzstādītu. Savienojuma princips: veidgabals tiek izmests pāri caurulei un saspiests ar vajadzīgā veida knaiblēm. Rezultāts ir pilnīgi spēcīgs, neatdalāms savienojums.
Atšķirība starp šo mīksto un cieto cauruļu veidgabalu apstrādi.
Uzstādot kompresijas veidgabalu, mīkstās vara caurules iekšpusē ir jāievieto atbalsta uzmava. Uzmava ļauj saglabāt caurules ģeometriju, saspiežot atbalsta gredzenu.










Vara cauruļu lodēšana
Metode ļauj iegūt kvalitatīvu vara caurules savienojumu, izmantojot lētu aprīkojumu. Parasti tas ir propāna deglis maza diametra caurulēm. Caurulēm, kuru diametrs pārsniedz 54 mm, ir piemērots acetilēna-gaisa deglis.
Ir divu veidu lodēšana - cieta un mīksta (augsta un zema temperatūra). Cietlodēšana tiek veikta augstākā temperatūrā nekā mīkstlodēšana. Pastāv viedoklis, ka cietlodēšana ir stiprāka nekā mīkstlodēšana. Tā nav taisnība.
Cietlodēšana ir tehnoloģiski mazāk attīstīta nekā mīkstlodēšana. Lai lodētu, izmantojot cietlodēšanu, jums vienkārši jāuzliek armatūra uz caurules, jāsasilda savienojuma vieta līdz tumši sārtinātai krāsai un pēc tam jāpievieno lodēšana.
Mīkstā lodēšana ietver:
- Savienojuma tīrīšana līdz metāliskam spīdumam,
- Armatūras iekšējās virsmas tīrīšana,
- plūsmas pielietojums,
- savienojošās daļas,
- Pārmērīgas plūsmas noņemšana
- Patiesībā lodēšana.
Galvenā atšķirība starp mīkstlodēšanu un cietlodēšanu ir tāda, ka pēc mīkstās lodēšanas vara caurulei ir glītāks izskats nekā pēc cietlodēšanas.Cietlodēšanas laikā caurule ļoti sakarst, nomelnojas biezumā, pārklājas ar pārslām - to nav iespējams notīrīt, tā neizskatīsies pēc spīdīgas vara caurules, būs melna. Pēc cietlodēšanas katlu telpa izskatās neglīta, tāpēc, ja tiek piedāvāta cietlodēšana, labāk atteikties. Jāizmanto tikai mīksts lodmetāls.
Vara caurules cietlodēšana ir piemērota tiem gadījumiem, kad pa cauruļvadu tiks transportēts nevis šķidrums, bet gāze. Piemēram, gaisa kondicionēšanas sistēmām, jebkādu gāzu transportēšanas sistēmām ir pieļaujama tikai cietlodēšana, jo uz caurules un armatūras iekšējās virsmas uzklātie plūsmas atlikumi nokļūst cauruļvadā un ir jāizskalo.
Mīkstlodēšana ir piemērota hidrauliskajām sistēmām kā tas izskatās estētiskāk.
Ierobežojumi, izmantojot vara caurules
Varam ir šādi darbības ierobežojumi metāla īpašību dēļ:
- Maigums, kas nodrošina cauruļu plastiskumu un to uzstādīšanas ērtumu, uzliek ierobežojumus pieļaujamajiem ūdens plūsmas ātrumiem. Ūdensapgādes sistēmas ilgam kalpošanas laikam optimālas ir vērtības līdz 2 m/s.
- Vara maiguma dēļ ūdens tīrībai tiek izvirzītas šādas prasības - tajā nedrīkst būt mehāniski piemaisījumi, kas tiek panākts, ieejā uzstādot atbilstošus filtrus. Suspensijas daļiņas var izraisīt eroziju (caurules sienu materiāla izskalošanos) mehāniskas ietekmes dēļ.
- Vara virsma ir pārklāta ar oksīda plēvi, kas rodas dabiski un ir aizsargslānis. Ūdenī esošais hlors pārvērš šo plēvi īstā patīnā, kas nodrošina caurulei vēl lielāku aizsardzību.Tas notiek tikai tad, ja kopējā ūdens plūsmas cietība ir 1,42–3,1 mg/l ar pH diapazonu 6,0–9,0. Pretējā gadījumā patina tiks iznīcināta, un tas novedīs pie tā nepārtrauktas atjaunošanas vara patēriņa dēļ, kas var ievērojami samazināt cauruļvada kalpošanas laiku.
- Dzeramā ūdens apgādē cauruļu savienošanai nav atļauts izmantot svina lodmetālu (svins ir toksiska viela).
- Uzstādot vara cauruļvadu, ir jāveic visas darbības, lai nesamazinātu sistēmas kalpošanas laiku no aprēķinātajiem 50 gadiem. Liekot caurules, nav pieļaujamas to krokas, jo tas pārkāps ūdens lamināro plūsmu. Caurule nedrīkst būt savīta. Iestrēgšanas gadījumā rediģēšana tiek veikta ne vairāk kā 1 reizi.
- Pēc lodēšanas izveidojušās šķembas un grumbas ir jānoņem, jo tās veicina turbulentu virpuļu rašanos ūdens plūsmā ar vienlaicīgu eroziju, kā rezultātā samazināsies vara cauruļvada kalpošanas laiks.
- Pārkaršana lodēšanas laikā, īpaši spēcīga, var izraisīt necaurlaidīgu savienojumu vai vara stiprības zudumu līdz pat pārrāvumam.
- Lodēšanai izmantotā plūsma ir jānoņem, mazgājot, jo tā ir agresīva viela un var veicināt cauruļu koroziju.
- Aiz vara caurulēm aizliegts montēt elementus no alumīnija, cinka, tērauda ūdens plūsmas virzienā, lai novērstu to koroziju. Ja šis nosacījums nav izpildīts, ir jāizmanto pasīvie anodi (piemēram, no magnija).
- Pāreju no vara uz cauruli, kas izgatavota no citiem metāliem, ieteicams veikt caur misiņa, bronzas vai nerūsējošā tērauda veidgabaliem, lai izvairītos no pēdējās straujas korozijas.
Neskatoties uz esošajiem izmantošanas ierobežojumiem, šodien vara caurules tiek uzskatītas par labāko materiālu santehnikas sistēmu sakārtošanai.
Vara cauruļvadu savienošanas metodes
Praksē vara caurules apkurei tiek savienotas šādos veidos.
Kapilārā lodēšana ir visdrošākā montāžas metode. Lai to izdarītu, jums būs nepieciešams lodlampa un īpašs lodmetāls.
 Nākamā uzticamākā metode ir savienojums ar presēšanas veidgabaliem. Šī metode prasa izmantot presēšanas knaibles. Neskatoties uz to, ka šī metode pēc kvalitātes ir nedaudz zemāka par lodēšanu, to izmanto diezgan bieži, jo tai praktiski nav nepieciešama īpaša apmācība. Šīs savienojuma metodes izmantošana ir iespējama, ja enerģijas nesēja spiediens nepārsniedz 10 atmosfēras.
Nākamā uzticamākā metode ir savienojums ar presēšanas veidgabaliem. Šī metode prasa izmantot presēšanas knaibles. Neskatoties uz to, ka šī metode pēc kvalitātes ir nedaudz zemāka par lodēšanu, to izmanto diezgan bieži, jo tai praktiski nav nepieciešama īpaša apmācība. Šīs savienojuma metodes izmantošana ir iespējama, ja enerģijas nesēja spiediens nepārsniedz 10 atmosfēras.
Savienojums ar kompresijas veidgabaliem. Vienkāršākais veids, kā savienot apkures sistēmas vara daļas, no iekārtas nepieciešamas tikai piemērota izmēra uzgriežņu atslēgas. Šī vienkāršība nedaudz ietekmēja savienojuma kvalitāti, problēmas cēlonis visbiežāk ir savienotājelementu kvalitātē, nevis pašā caurulē.
Kā vienkāršot apkures uzstādīšanu
Lūk, kas vēl ir interesanti uzzināt par apkuri no vara caurulēm - sistēmas uzstādīšanu var ievērojami vienkāršot un padarīt uzticamāku. Tas ir iespējams, pateicoties tam, ka metāla caurules ir vara, tās ir ļoti elastīgas. Turklāt šāda caurule tiek ražota ne tikai izmērītu materiālu veidā, to ir iespējams iegādāties ievērojama garuma ruļļos. Tas ļauj uzstādīt sistēmu praktiski bez lineāriem savienojumiem.
Šajā gadījumā nepieciešamā apkures līnijas konfigurācija tiek panākta, saliekot cauruli, jums nebūs jāizmanto stūra piederumi. Ir arī iespēja ievietot caurules šķērsvirzienā ar sekojošu lodēšanu.
Lai saliektu vara cauruli un novērstu tās deformāciju, rīkojieties šādi.
Lai saliektu vara apkures caurules bez iepriekšējas uzsildīšanas, jums būs jāizmanto īpaša ierīce - cauruļu liekējs. Tas ļauj iegūt noteiktu lieces leņķi, vienlaikus novēršot caurules deformāciju. Mēģinot to izdarīt manuāli, tiks sabojāts materiāls, jo gandrīz visos gadījumos tiek būtiski traucēta iekšējā sekcija, kas rada papildu pretestību, izraisot enerģijas nesēja cirkulācijas samazināšanos.
Vienkāršāka, un vēl jo vairāk neprasa sarežģītas ierīces, ir apsildāmu cauruļu locīšana. Lai to izdarītu, caurules silda ar degli, vispirms tās jāuzliek uz īpašas spirāles, kas novērsīs šķērsgriezuma samazināšanos. Liekums tiek veikts ar vienmērīgu kustību bez raustīšanās.










Atcerieties, ka leņķi būs iespējams labot tikai pēc atkārtotas uzsildīšanas, taču tas arī nav vēlams, šāds trieciens var nelabvēlīgi ietekmēt caurules īpašības.
Kapilāru lodēšana
Šī vara cauruļu savienošanas metode ir balstīta uz virsmas spraiguma spēku darbību, kas ļauj savienoto elementu savienojumu aizpildīt ar lodmetālu.
Lai iegūtu kvalitatīvu savienojumu, ir jāievēro šādi nosacījumi:
- Savienojamās detaļas tiek savienotas ar ligzdu metodi. Lai to izdarītu, viena elementa galam jābūt izpletītam (izplešam), jāpatur prātā, ka atstarpei starp caurulēm savienojuma vietā jābūt milimetra desmitdaļām.Šim nolūkam labāk izmantot īpašu paplašinātāju vai atloku instrumentu (caurules ievietošanai).
- Caurules tiek iztīrītas, atkarībā no lodēšanas, tās jāapstrādā ar plūsmu.
- Pēc tam, kad sagataves ir savienotas, sāciet vienmērīgi sildīt savienojumu. Pēc vajadzīgās temperatūras sasniegšanas ienesiet liesmā lodēšanas stiepli. Kausēšanas procesā šķidrais lodmetāls aizpildīs visu vietu starp caurulēm savienojuma vietā.
Kapilārās lodēšanas tehnoloģijai, protams, ir savas nianses, kuru izskatīšana viena raksta apjomā nav iespējama. Bet šis pieslēguma veids ir visvairāk izmantots, jo apkurei ar vara caurulēm jābūt skaistai, lai tā atbilstu tās izmaksām.
Nr.6. Vara caurules apkurei
Turpināsim metāla apkures cauruļu izpēti. Vara caurules sāka izmantot jau 17. gadsimtā un joprojām tiek aktīvi izmantotas, neskatoties uz lētāku iespēju parādīšanos.
Priekšrocības:
- izturība salīdzinājumā ar ēku kalpošanas laiku. Vara caurules un veidgabali nezaudē savas īpašības 100 gadus vai ilgāk;
- izturība pret koroziju, augsta hermētiskums, nespēja izlaist gaisu un uzkrāties nosēdumiem uz iekšējās virsmas, tāpēc ar gadiem cauruļu caurlaidspēja nesamazinās;
- augsta siltuma vadītspēja;
- izturība pret temperatūras galējībām (darba temperatūras diapazons no -200 līdz +500С) un spiediena pārspriegumiem sistēmā;
- estētiskais izskats.
Galvenais trūkums ir augstā cena. Ne tikai pats materiāls ir dārgs, bet arī galvenie ražotāji ir koncentrēti ārpus valsts.
Ja ņemam vērā materiāla izturību un problēmu neesamību nākamajos 100 gados, tad izmaksas nešķiet tik ievērojams trūkums.Ja apkures cauruļu izvēles jautājums nav atkarīgs no budžeta, vara caurules būs labākais risinājums.
Uzstādīšanas process ir specifisks, tāpēc labāk ir meklēt palīdzību no profesionāļiem.
Lai apkures sistēma kalpotu daudzus gadus, vara caurules labāk nekombinēt ar neleģēta tērauda caurulēm. Pēdējais ļoti ātri sarūsēs. Ja no šādas kombinācijas nevar izvairīties, tad lai tērauda caurules atrodas ūdens kustības virzienā vara caurulēm priekšā.

Vara izstrādājumu daudzveidība

Vara caurules tiek klasificētas pēc dažādiem kritērijiem. Viens no galvenajiem ir to izgatavošanas veids. Saskaņā ar šo kritēriju produktus iedala šādos veidos:
- Neatlaidinātas vara caurules. Tie ir izgatavoti no tīra metāla, velmējot vai štancējot. Caurulēm ir augsta izturība un tās viegli iztur spiedienu 450 MPa. Šīs metodes izmantošanai ir daži trūkumi. Rezultāts ir materiāls ar samazinātu plastiskumu, kas nedaudz ierobežo tā darbības jomu.
- Atkvēlināts. Cauruļu apstrāde tiek veikta, izmantojot īpašu tehnoloģiju. Tās būtība ir materiāla uzsildīšana līdz 700 grādiem, kam seko dzesēšana. Atdzesēšana tiek veikta pakāpeniski. Šādas apstrādes rezultātā vara izstrādājumi zaudē spēku. Tā vietā tā plastiskums palielinās. Pateicoties šai iezīmei, vara caurule tiek plaši izmantota sarežģītas konfigurācijas cauruļvada būvniecībai.
Saskaņā ar standartiem vara caurules tiek ražotas trīs veidos, kurām ir raksturīgas atšķirības mehānisko un ekspluatācijas īpašību ziņā. Tātad, atkarībā no cietības pakāpes, vara izstrādājumus iedala šādos veidos:
- Ciets.Produktus plaši izmanto cauruļvadiem, kuriem jābūt ar augstu izturību. Caurules sadale uzstādīšanas procesā tiek veikta tikai ar priekšsildīšanu. Cauruļvadam var būt vairāki pagriezieni. Lai saliektu cauruli izvēlētajā leņķī, jāizmanto cauruļu liekējs.
- Pusciets. Šāda veida vara caurules var viegli izturēt izplešanos, ja diametrs tiek palielināts par 15%. Produktam ir lielāka plastiskums nekā iepriekšējam materiālam. Bet, neskatoties uz to, jums ir nepieciešams cauruļu liekējs locīšanai.
- Mīkstas caurules. Spēj izturēt izkliedi ar ceturtdaļas diametra pieaugumu. Šajā gadījumā nav spraugu un plaisu. Produkts ir viegli saliekts. Šim nolūkam materiāls nav jāsilda. Mīkstās vara caurules tiek plaši izmantotas apkures un ūdens apgādes sistēmām. Tos plaši izmanto arī grīdas apsildes ieklāšanai.
Arī vara caurules tiek klasificētas pēc sekcijas formas. Tie ir apaļi vai taisnstūrveida. Pēdējā iespēja ir daudz dārgāka. Taisnstūra caurules tiek izmantotas īpašu vadītāju ražošanai elektroiekārtās. Arī vara caurulēm var būt atšķirīgs sienu biezums (0,6 - 3 mm) un diametrs (12 - 267 mm). Dažādās jomās tiek izmantoti produkti ar noteiktiem parametriem. Tātad, Caurules tiek izmantotas gāzes cauruļvada izbūvei, kura sienas biezums ir 1 mm, bet santehnikā - 2 mm.
Ražošana
Ūdensapgādes un apkures cauruļvadu izbūvei tiek izmantoti bezšuvju vara izstrādājumi. Tie ir izgatavoti, izmantojot trīs tehnoloģijas:
- aukstā velmēšana - metāla sagataves deformācija notiek, ejot starp rotējošiem ruļļiem. Caurums tiek izveidots ar programmaparatūras metodi.Pēc tam uzmava tiek kalibrēta līdz vajadzīgajiem izmēriem;
- aukstā vilkšana - pamatojoties uz sagataves vilkšanu caur zīmēšanas rīku (zīmēšanas rīku) ar īpašu kanālu, kas sašaurinās garumā. Zīmēšanas procesā metāls tiek saspiests līdz vajadzīgajiem ģeometriskajiem parametriem un izstiepts visā garumā;
- karstā presēšana - caurules iegūšana ar ekstrūzijas palīdzību (ekstrudēšana) caur matricas izeju.
Rūpnieciskajā ražošanā var izmantot kādu no šīm tehnoloģijām vai to kombināciju. Iekārtu sastāvs un tehnoloģiskās darbības var atšķirties, taču galvenais ražošanas process vienmēr sastāv no šādiem posmiem:
- sagataves sagatavošana;
- aukstā velmēšana vai vilkšana vai karstā presēšana;
- termiskā apstrāde;
- cauruļu un instrumentu eļļošana;
- gatavo un starpproduktu pārstrāde;
- griešana izmērītās daļās vai tinšana ruļļos;
- gatavās produkcijas kvalitātes kontrole.
2. metode: rievošana (veltņu grope)
Cauruļvadi, kas izveidoti, savienojot ar gala rievām (rievojuma rievām), jau ilgu laiku tiek praktizēti sprinkleru (apūdeņošanas) ugunsdzēsības sistēmu izbūvē. Kopš 1925. gada šī pilnīgi uzticamā cauruļu savienošanas metode tiek izmantota tērauda un dzelzs cauruļvadiem apkures, ventilācijas, gaisa kondicionēšanas un citām sistēmām.










Tikmēr līdzīga rievota mehāniskā savienojuma metode ir pieejama arī vara caurulēm ar diametru no 50 mm līdz 200 mm. Rievotā mehāniskā savienojuma komplektā ietilpst:
- sakabes,
- blīves,
- dažādi piederumi.
Mehāniskā rievošanas sistēma piedāvā praktisku alternatīvu lielāka diametra vara cauruļu lodēšanai. Attiecīgi rievošanas metodei nav nepieciešama papildu karsēšana (atklātas liesmas pielietošana), kā tas ir lodēšanas gadījumā. ciets vai mīksts lodmetāls.
Rievotā rieva vara caurules galā ir viens no galvenajiem “rievotās rievas” savienojuma metodes elementiem. Mērījums pēc velmēšanas nosaka piemēroto stiprinājumu
Rievu savienošanas pamatā ir vara elastības īpašības un šī metāla paaugstinātā izturība aukstās apstrādes laikā. Konstrukcija ietver iespīlēšanas sistēmas blīvēšanu, kurai tiek izmantota sintētiskā elastomēra blīve (EPDM - Ethylene Propylene Diene Methylene) un speciāli izstrādāta skava. Virkne ražotāju visā pasaulē piedāvā instrumentus rievu savienojumu veidošanai - blīves, skavas, veidgabalus.
Ar rievotās rievas metodi veidoto savienojumu projektēšanā tiek izmantoti dažāda izmēra furnitūras un darba skavas ar blīvēm
Rievotās rievas savienojuma sagatavošana un izveidošana
Tāpat kā citos bezlodētā vara savienošanas procesos, pareizai caurules gala sagatavošanai ir galvenā nozīme, lai izveidotu spēcīgu, hermētisku metinājumu. Acīmredzama ir arī pareiza rievošanas instrumenta izvēle katram vara caurules veidam. Jāievēro ražotāja ieteikumi, lai nodrošinātu drošu un bez problēmām šāda veida savienojumu sagatavošanu.
Šāda veida savienojuma pieļaujamo spiedienu un temperatūru tabula
| Savienojuma veids | Spiediena diapazons, kPa | Temperatūras diapazons, ºC |
| Rieva, D = 50,8 - 203,2 mm, tips K, L | 0 — 2065 | mīnus 35 / plus 120 par K mīnus 30 / plus 80 par L |
| Ruļļa rieva, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm, tips M | 0 — 1725 | mīnus 35 / plus 120 |
| 0 — 1375 | mīnus 30 / plus 80 |
Soli pa solim mezgla ar rievām rievām montāžas process:
- Izgrieziet pēc izmēra vara cauruļu galus tieši perpendikulāri asij.
- Pēc griešanas noņemiet urbumus un noapaļojiet.
- Izrullējiet rievas vēlamajos izmēros atbilstoši armatūras ražotāja prasībām.
- Pārbaudiet, vai armatūra, blīves, skavas nav bojātas.
- Ieeļļojiet blīves saskaņā ar ražotāja ieteikumiem.
Pirms galīgās montāžas pārbaudiet, vai iespīlēšanas virsmas nav tīras un netīras. Salieciet maisījumu saskaņā ar ražotāja ieteikumiem.
Praktiski salikts mezgla fragments, izmantojot "rievotās rievas" metodi. Saspiedes kronšteina elastīgās blīves tiek apstrādātas ar nelielu daudzumu smērvielas pirms vara cauruļu galīgās piestiprināšanas.
Skavas uzgriežņi beidzot jāpievelk līdz vajadzīgajam griezes momentam saskaņā ar ražotāja ieteikumiem. Pēc skrūvju pievilkšanas vēlreiz jāpārbauda iespīlēšanas laukums, lai pārliecinātos, ka bloks ir pareizi salikts.
Pilnīgas rievotās sistēmas testēšana
Pilnīgas cauruļvadu sistēmas testēšanu var veikt, pieliekot sistēmai gaisa vai ūdens spiedienu. Hidropneimatiskā metode nav izslēgta arī tad, ja tiek piemērots salīdzinoši augsts pārbaudes spiediens.
Tomēr jāņem vērā, ka pārbaudes spiediena vērtība nedrīkst pārsniegt maksimālo pieļaujamo darba spiedienu, ko norādījis rievotās rievu sistēmas ražotājs.
Nr.7. Polipropilēna caurules apkurei
Polipropilēna caurules tiek izgatavotas uz polimēru bāzes, ir vairāki šādu cauruļu veidi, bet apkures sistēmā parasti izmanto PPs caurules no speciāla propilēna. Termoplastiskās grupas materiāli, kas ietver visu veidu polipropilēna caurules, ir nestabili pret augstām temperatūrām, tāpēc apkures sistēmām ir jāņem tikai pastiprinātas caurules, vēlams ar stiklšķiedru. Tā, piemēram, PN25 tipa caurules ir pastiprinātas, iztur spiedienu sistēmā līdz 25 atm un temperatūru +95C ar īslaicīgu paaugstināšanos līdz +120C.

Priekšrocības:
- salīdzinoši ilgs kalpošanas laiks. Pēc ražotāju domām, kalpošanas laiks sasniedz 50 gadus;
- izturība pret koroziju. Cauruļu iekšējā virsma saglabājas gluda visu kalpošanas laiku, nepasliktinot caurlaidspēju. Hermētiskuma dēļ skābeklis nenokļūst sistēmā un nesabojā tās metāla elementus;
- augsta mehāniskā izturība;
- viegls svars;
- izturība pret zemām temperatūrām. Ja ūdens caurulē ir sasalis, jums nav jāuztraucas par integritāti - pateicoties spējai izplesties, materiāls netiks bojāts un pēc atkausēšanas atgriezīsies sākotnējā formā;
- hermētisks savienojums, ko nodrošina speciāli veidgabali un metināšana;
- salīdzinoši vienkāršs uzstādīšanas process. Atsevišķu elementu savienošanai ar veidgabaliem tiek izmantota speciāla metināšanas iekārta, ko tautā mēdz dēvēt par gludekli un lodāmuru. Savienojuma metināšana aizņem dažas sekundes, un nav grūti iemācīties strādāt ar ierīci;
- zems trokšņa līmenis, kad ūdens pārvietojas pa caurulēm, īpaši salīdzinot ar metāla līdziniekiem;
- pilnīga nekaitīgums veselībai;
- salīdzinoši zema cena.Polipropilēna caurules maksās mazāk nekā metāla plastmasas vai nerūsējošā tērauda caurules.
Starp trūkumiem:
- nespēja izmantot ugunsbīstamās zonās;
- liela lineārā izplešanās rada nepieciešamību izmantot kompensatorus.
Bieži vien trūkumi ietver zemu karstumizturību, zemu stingrību un nestabilitāti pret ūdens āmuru. Tas ir saistīts ar nepareizu polipropilēna cauruļu izvēli. Apkures sistēmām ir nepieciešami tikai pastiprināti izstrādājumi, kas nesaslīd, iztur augstu temperatūru un spiedienu. Turklāt liela nozīme ir ražošanas procesam: ja tehnoloģija tiek pārkāpta, iznāk neatbilstošas kvalitātes caurules, tāpēc labāk ir dot priekšroku uzticamiem izciliem ražotājiem.










Salīdzinošs cenu pārskats
Būvniecībā, santehnikas veikalos var iegādāties apkures caurules, kas izgatavotas no dažādiem materiāliem:
- Varš. Vidējā cena par 1 metru (diametrs 20 mm) ir 250 rubļi. Pieļaujamā darba šķidruma temperatūra - līdz 500 grādiem pēc Celsija. Tie pārraida klaiņojošas strāvas, kas ir trūkums.
- Polipropilēns. Vidējā cena par 1 metru ir 50 rubļi. Piemērots šķidruma temperatūrai līdz 95 grādiem. Tie neoksidējas. Nevar izturēt spēcīgu ūdens āmuru.
- Metāls-plastmasa. Vidējā cena par 1 metru ir 40 rubļi. Maksimālā temperatūra ir līdz 150 grādiem. Aktīvās darbības termiņš ir 15 gadi.
Cenas mainās atkarībā no diametra, sienu biezuma, ražotāja slavas.
 Vara caurules apkurei
Vara caurules apkurei
Veidi
Polipropilēna cauruļu veidi atkarībā no konstrukcijas:
- ciets - izgatavots no viendabīgas plastmasas;
- pastiprināts - ražošanā tiek izmantoti divi vai vairāki materiāli, kas tiek kombinēti savā starpā.
Pastiprinātajām caurulēm ir vairākas atšķirības no cietajām daļām:
- ārējā puse ir pārklāta ar alumīnija foliju;
- detaļas iekšpusē var būt papildu alumīnija pārklājums;
- caurules var pastiprināt ar stiklšķiedru.
Polipropilēna cauruļu ar stiegrojumu klasifikācija:
- Alumīnijs. Var pastiprināt ar vienlaidu slāni vai sietu ar maziem caurumiem. Papildu metāla slāņa klātbūtne nodrošina plastmasas termiskās izplešanās samazināšanos, stiprības palielināšanos, izturību pret spiedienu.
- Stikla šķiedra. Viņiem ir slāņaina struktūra. Galvenie slāņi ir divi polipropilēna slāņi, starp kuriem ir pastiprinošs stiklplasta slānis.
- Metāls-polimērs. Sastāv no 5 slāņiem. No ārpuses un iekšpuses ir polipropilēns. Starpslāņi - adhezīvs. Centrā ir alumīnijs.
Stiegrotu izstrādājumu tehniskie parametri ir augstāki nekā detaļām, kas izgatavotas no viendabīga materiāla.
 Dažādas polipropilēna caurules
Dažādas polipropilēna caurules
Specifikācijas
Polipropilēna cauruļu tehniskie parametri:
- Salizturības indekss - līdz -15 grādiem. No šī materiāla izgatavotās caurules nav piemērotas āra ūdensvadu ražošanai.
- Zema siltumvadītspēja. Pateicoties tam, šķidrums nonāk no viena cauruļvada gala līdz otram ar minimālu temperatūras starpību.
- Polipropilēna blīvums ir 0,91 kg/cm2.
- Materiāla ķīmiskā izturība.
- Augsts lineārās izplešanās ātrums.
- Mehāniskā izturība - 35 N / mm.
- Polipropilēna mīkstināšana sākas no 140 grādiem.
- Siltumizturība pret siltumnesējiem - līdz 120 grādiem.
- Plastmasas kušana sākas 170 grādos.
- Darba spiediena diapazons ir 10–25 atmosfēras.
Caurules no šī materiāla ir izgatavotas ar diametru no 10 līdz 125 mm. Daļas tiek savienotas, izmantojot īpašu lodāmuru. Pateicoties lodēšanai, tiek iegūta spēcīga, hermētiska šuve.