
- 1 Vara caurules ūdens apgādei - tehnoloģiskās īpašības un priekšrocības
- Savienojuma metodes
- Montāža
- Kā lodēt vara caurules, soli pa solim instrukcijas
- Savienojuma sagatavošana
- Flux pielietojums
- Lodēšana
- Vara izstrādājumu šķirnes
- Pēc pieraksta
- Saskaņā ar ražošanas metodi
- Pēc sekcijas formas
- Atbilstoši cietības pakāpei
- Tinumu veidi
- Kādi piederumi ir pieejami tirgū?
- Variants #1 - kompresijas elementi
- Variants #2 - kapilāru veidgabali
- Variants #3 - presējamie furnitūra
- Montāžas izstrādājumu veidi
- Visu diametru cauruļu montāžas un lodēšanas nianses
- Padariet to pats, soli pa solim, 7 soļos
- Specifikācijas
- Cauruļu klasifikācija
- Normatīvās prasības
- Vara cauruļu uzstādīšana ūdens apgādei
- Nepieciešamie instrumenti un materiāli
- Darba gaita
- Montāžas funkcijas
1 Vara caurules ūdens apgādei - tehnoloģiskās īpašības un priekšrocības
Pirmkārt, varš caurules santehnikai pievilcīgi ar savu spēku. Cietie izstrādājumi ar diametru 12 mm, kuru sieniņu biezums ir tikai 1 mm, ir paredzēti 100 bāru darba spiedienam 250 ° C temperatūrā. Vara cauruļvads uz veidgabaliem, kas samontēts ar cietlodēšanu, iztur maksimālo slodzi, kas pārsniedz 500 atm, un temperatūru līdz 600 °C. Daudzi materiāli kļūst trausli, temperatūrai pazeminoties.Varš ir izņēmums - šī metāla izturība un elastība palielinās, pazeminoties temperatūrai.
Šī īpašība nodrošina vara cauruļu atkārtotas sasaldēšanas un atkausēšanas pieļaujamību (atkarībā no izstrādājumu cietības līdz 3 reizēm). Pat ja notiek avārija, tā ir tikai vienā vietā, atšķirībā no tērauda cauruļvadiem, kuros brāzma izplatās pa visu cauruli. Tāpēc vara izstrādājumu sasalšanas seku likvidēšana nav grūta, un tērauda sistēma ir pilnībā jānomaina.

Vara caurules ir viegli apstrādājamas un ļoti tehnoloģiski attīstītas jebkurā instalācijas daļā: izbraucot caurumus, izliecoties ap stūriem un citiem šķēršļiem, uzstādot aprīkojumu, montējot atzaru uz jau pabeigta cauruļvada. Visam darbam ir nepieciešams vienkāršs mehanizēts un manuāls rīks.
Vara sistēmas ir universālas - visu veidu inženierkomunikācijām tiek izmantoti viena standarta veidgabali un caurules. Tas nodrošina vienas uzstādīšanas metodes un vienas un tās pašas iekārtas izmantošanu. Visizplatītākā un uzticamākā vara cauruļu savienošanas metode ir kapilārā lodēšana. Lodēšanas platums, pat ar mazu diametru, nav mazāks par 7 mm un nodrošina uzstādīšanas izturību, kas ir lielāka par zināmajām savienošanas metodēm, ieskaitot jebkura veida metināšanu.

Pārbaužu laikā caurules korpusā vienmēr bija pārrāvums, un savienojumu blīvums, arī apkalpoto, ne reizi netika pārrauts. Kapilārā lodēšana nodrošina ātru un vienkāršu montāžu. Tās priekšrocības ir īpaši acīmredzamas, salīdzinot ar metināšanu, kas prasa lielāku precizitāti un rūpību, strādājot ar plastmasas caurulēm, vai lielgabarīta aprīkojumu tērauda sistēmu gadījumā.
Papildus augstas izturības un uzticamības savienojumiem (presēšana, lodēšana, metināšana) ir arī tādi, kuriem nav nepieciešamas īpašas prasmes un instrumenti - izmantojot veidgabalus ātrai uzstādīšanai negadījumu gadījumā, kā arī bezspiediena sistēmās (pašpiediena) -bloķēšana, saspiešana un tā tālāk). Tas nodrošina uzstādītāja darba efektivitāti un elastību. Aizliegts vītņot vara caurules, bet kombinētie veidgabali ļauj vienkārši pāriet uz vītni, presējot vai lodējot.
Pateicoties vara plastiskumam, ir iespējams, izmantojot mehanizētu vai manuālu paplašinātāju, savienot caurules ar kapilāro lodēšanu, neizmantojot veidgabalus. Tas ļauj (dažos gadījumos ievērojami) samazināt sistēmas izmaksas tās uzstādīšanas laikā. Savienojuma montāžas metode nodrošina garantētu parametru stabilitāti un sistēmas uzticamību.
Vara cauruļvadu atļauts iegult sienās un grīdās, ja izstrādājumi tiek izmantoti izolācijā, gofrētā caurulē, čaulā, kur tiek nodrošināta siltuma izplešanās pievadītā ūdens temperatūras svārstību dēļ, vai montēti kastē. Apkalpotie savienojumi nedrīkst būt monolīti, ja tiem nav nodrošināta piekļuve. Atvērtas vara caurules ir ļoti estētiski pievilcīgas, tās var krāsot, taču nepieciešama tāda izkārtojuma kārtība, kas novērš nejaušu bojājumu risku.
Savienojuma metodes
Šo izstrādājumu uzstādīšanu var veikt divos veidos: ar vītņotu savienojumu vai ar lodēšanu. Varu un uz tā bāzes veidotos sakausējumus var savienot gan ar augstas, gan zemas temperatūras lodēšanu.

Ūdensapgādes sistēmām zemas temperatūras lodēšanu galvenokārt izmanto, izmantojot dažādus lodmetālus, izņemot svina alvu.Tie satur lielu svina daļu, ko nevar izmantot. dzeramā ūdens cauruļvadu lodēšanai. Šādu sistēmu montāžai labāk izvēlēties alvu-vara vai sudrabu saturošus lodmetālus. Tie rada labas kvalitātes šuvi un atbilst visām santehnikas sistēmu izturības, uzticamības un izturības prasībām. Kā kušņu var ņemt kolofoniju - vazelīna pastu, kas ietver kolofoniju, cinka hlorīdu un tehnisko vazelīnu. Tam ir viegli uzklājama pastai līdzīga konsistence.
Montāža
Vara cauruļvadu uzstādīšana tiek veikta, izmantojot īpašus savienojumus - veidgabalus vai izmantojot metināšanu. Caur presētu vai saliekamu veidgabalu caurules tiek stingri savienotas ar apkures sistēmas elementiem, tomēr visbiežāk tiek izmantota metināšana. Uzstādot atlaidinātas vara caurules, kur nepieciešams, tās var saliekt, lai samazinātu kopējo savienojumu un savienojumu skaitu. Šim nolūkam tiek izmantots cauruļu liekējs, pateicoties kuram ir iespējams iegūt nepieciešamo slīpumu, neapdraudot sistēmas kopējo caurlaidību.

Kompresijas veidgabalu uzstādīšanai nav nepieciešams īpašs aprīkojums: cauruli vienkārši ievieto rievā, līdz tā apstājas, un pēc tam to cieši pieskrūvē ar uzgriezni, savukārt pats materiāls ir jāpiespiež pret armatūras korpusu. Lai panāktu maksimālu piemērotību un pilnīgu blīvējumu, ir jāizmanto divas atslēgas. Tas ir viss aprīkojums, kas jums būs nepieciešams. Tomēr nevajadzētu aizmirst par gofrēšanas stiprinājumu specifiku, kas ietver pilnīgu hermētiskuma kontroli - šādas sistēmas periodiski sāk "pilēt", kādēļ nevajadzētu aizmūrēt šuves, jābūt atvērtai piekļuvei caurulēm.

Preses furnitūra tiek uzstādīta, izmantojot speciālas presēšanas mašīnas, tas ir diezgan dārgs uzstādīšanas variants, tomēr savienojums ir spēcīgs un uzticams, bet viengabalains. Speciālisti atzīmē, ka kapilārā lodēšana tiek uzskatīta par universālāko vara cauruļvadu uzstādīšanas metodi, šī metode ļauj savienot viena ar otru cauruļu segmentus ar vienādu diametru. Lai to izdarītu, vienā no galiem tiek veikta uzliesmošana, tas ir, tā diametrs ir nedaudz palielināts, kas ļauj ievietot vienu cauruli citā.

Savienojumu notīra ar speciālu sūkli vai metāla suku, un pēc tam savienojamās virsmas pārklāj ar kušņu – tas ir īpašs sastāvs, kas nodrošina maksimālu metāla saķeri ar lodmetālu. Šādi apstrādātas caurules tiek secīgi ievietotas viena otrā tā, lai atstarpe starp tām nepārsniegtu milimetra daļu. Pēc tam lodmetālu karsē ar metinātu degli, un, kad materiāls sasniedz kušanas temperatūru, visas radušās spraugas ielej ar izkausēto sastāvu.

Pēc šuves piepildīšanas tas ir jāatdzesē, lai to izdarītu, savienojumu var nolaist ūdenī vai vienkārši atstāt to brīvā dabā. Kopumā šis process, tāpat kā remonts, ir diezgan vienkāršs, tomēr tas prasa precizitāti, rūpīgumu un drošības noteikumu ievērošanu. Vara caurules ir estētiski pievilcīgas, taču dažreiz lietotāji šādus izstrādājumus krāso tā, lai cauruļvadi atbilstu kopējai interjera koncepcijai.

Ir ļoti svarīgi, lai šim nolūkam izmantotā krāsa atbilstu šādiem nosacījumiem:
- pārklājums nedrīkst mainīt krāsu augstas temperatūras ietekmē;
- krāsai ir droši jāaizsargā pret jebkāda veida ārējām ietekmēm;
- pat minimāls pīlings ir nepieņemams.

Pirms krāsas uzklāšanas caurules vēlams pārklāt ar gruntskrāsu, eksperti iesaka izmantot svina-sarkano svina sastāvu. Ņemiet vērā, ka krāsa neuzsūcas varā, tāpēc jums tā ir ļoti rūpīgi jāizkliedē ar otu. Un arī šajā gadījumā vairāk vai mazāk vienmērīgu pārklājumu var panākt tikai pēc 2-3 kārtām. Taču var izmantot arī krāsu no aerosola baloniņa, tā klājas daudz vienmērīgāk.








Kā ar savām rokām savienot vara caurules, skatiet šo videoklipu.
Kā lodēt vara caurules, soli pa solim instrukcijas
Soli pa solim darbs ļauj iegūt augstas kvalitātes savienojumus. Veicot procesu, jums nav jāsteidzas, jums jāievēro visi noteikumi un ieteikumi.
Savienojuma sagatavošana
Pirmajā posmā tiek sagatavotas nepieciešamo izmēru daļas. Griešanai tiek izmantots cauruļu griezējs, kam jāatrodas stingri perpendikulāri cauruļvadam. Pirmkārt, caurule ir nostiprināta instrumenta kronšteinā starp asmeni un atbalsta veltņiem.
 Griezējs vienu vai divas reizes pagriežas ap griežamo segmentu.
Griezējs vienu vai divas reizes pagriežas ap griežamo segmentu.
Pēc tam skrūves mehānisms tiek pievilkts. Pēc tam griešanas process tiek atkārtots. Šādas darbības tiek veiktas līdz caurules galīgajai griešanai.
Lai sagatavotu nepieciešamā izmēra detaļas, varat izmantot arī metāla zāģi ar metāla asmeni. Tomēr ar šādu instrumentu ne vienmēr ir iespējams veikt vienmērīgu griezumu. Turklāt, izmantojot metāla zāģi, veidojas daudz metāla šķembu.
Tāpēc jums ir jāpievērš liela uzmanība, lai tie neiekļūtu sistēmā.Galu galā zāģu skaidas var izraisīt dārgu iekārtu bojājumus vai sastrēgumus inženierkomunikācijās.
 Cauruļu griezējs ļauj iegūt taisnu griezumu. Pēc tam no caurules gala tiek noņemtas urbumi.
Cauruļu griezējs ļauj iegūt taisnu griezumu. Pēc tam no caurules gala tiek noņemtas urbumi. Produkta iekšējā virsma tiek notīrīta un attaukota. Tādas pašas darbības tiek veiktas ar otro segmentu.
Produkta iekšējā virsma tiek notīrīta un attaukota. Tādas pašas darbības tiek veiktas ar otro segmentu.
Nākamajā posmā tiek izmantots cauruļu paplašinātājs vai velmēšana. Tas ļauj palielināt viena segmenta diametru, lai detaļas varētu savienot. Atstarpei starp tām jābūt 0,02-0,4 mm. Pie mazākām vērtībām lodmetāls tajā nevarēs iesūkties, un pie lielākiem izmēriem nebūs kapilāra efekta.
Flux pielietojums
Plūsma tiek uzklāta vienmērīgā slānī minimālā daudzumā uz izstrādājuma ārējās virsmas, kas tiek ievietota savienotajā segmentā.
 Operācija tiek veikta ar otu. Tas var būt iekļauts reaģentu komplektā.
Operācija tiek veikta ar otu. Tas var būt iekļauts reaģentu komplektā.
Ja tā nav, tiek izmantota otas. Ir nepieciešams izmantot instrumentu, kas neatstāj šķiedras.
Lodēšana
Process sākas ar cauruļvadu daļu savienošanu. To veic pēc plūsmas lietošanas.
 Uz samitrinātās virsmas nedrīkst būt svešķermeņi.
Uz samitrinātās virsmas nedrīkst būt svešķermeņi.
Kad caurule un veidgabals ir savienoti, pēdējais elements griežas, līdz tas ir pilnībā novietots uz cauruļvada segmenta. Šī darbība ļauj arī sadalīt plūsmu visā savienojamajā zonā. Ja no spraugas starp detaļām izdalās kāds palīgmateriāls, to noņem ar salveti vai lupatiņu, jo tas ir ķīmiskas izcelsmes agresīvs sastāvs.
Zemas temperatūras lodēšanas process sākas ar degļa ieslēgšanos. Tās liesma ir vērsta uz savienojamo vietu un nepārtraukti pārvietojas pa savienojumu, lai tā vienmērīgi uzkarstu.Pēc detaļu sildīšanas spraugā starp tām tiek uzklāta lodēšana. Palīgmateriāli sāks kust, ja savienojums ir pietiekami uzsildīts. Šajā brīdī deglis ir jānoņem no savienojuma vietas, jo palīgmateriāls aizpildīs spraugu. Mīksto lodmetālu nav nepieciešams īpaši sildīt. Patērējamā materiāla kušana notiek apsildāmo daļu siltuma ietekmē.
 Vara cauruļu mīkstlodēšana
Vara cauruļu mīkstlodēšana
Cauruļvada elementu savienojumi tiek veikti ar pastāvīgu vara apkures kontroli. Metālu nedrīkst pārkarsēt! Ja šis noteikums netiek ievērots, plūsma tiks iznīcināta. Tāpēc oksīdi no daļām netiek noņemti. Rezultātā samazinās šuvju kvalitāte.
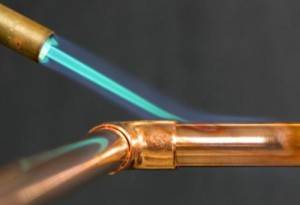
Cietlodēšana sākas ar vienotu un ātru savienojamo detaļu karsēšanu. To veic, izmantojot mērenas intensitātes spilgti zilas krāsas liesmu.
Lodēšana tiek uzklāta uz savienojumu, kad elementi tiek uzkarsēti līdz 750°C temperatūrai. Tas sasniedz vēlamo vērtību, kad varš kļūst tumšā ķiršu krāsā. Lodmetāla labākai kausēšanai to var papildus sildīt ar degli.
Pēc tam, kad šuve ir atdzisusi, savienojumu noslauka ar drānu, lai noņemtu plūsmas atlikumus. Pretējā gadījumā viela var izraisīt vara iznīcināšanu. Ja uz cauruļvada virsmas ir izveidojies lodēšanas pieplūdums, to noņem ar smilšpapīru.
Vara izstrādājumu šķirnes
Šobrīd ir vairākas vara cauruļu šķirnes. Zemāk ir norādīti galvenie.







Pēc pieraksta
Šādas caurules tiek izmantotas paredzētajam mērķim:
- mēbelēm - no hroma - 25 mm;
- komerciālām iekārtām - ovāls izstrādājums - 25 mm;
- mēbeļu balstu ražošanā - 50 mm (bārs);
- virtuves telpai - 50 un 26 mm (margas un stienis).
Mēbeļu ražošanā tiek izmantota mēbeļu hromēta caurule. To izmanto galvenajā mēbeļu konstrukcijā - kā metāla stieni. Atšķirībā no apaļas, tam ir taisnstūra šķērsgriezums. Visbiežāk izmantotais profils ir 40*100, 40*80, 50*50.
To uzstāda tikai uz līdzenas virsmas, kā arī izmanto remontā un auto rūpnīcās - veidojot stingru rāmi.
Saskaņā ar ražošanas metodi
Atkarībā no ražošanas metodes tiek izmantotas šādas vara caurules:
Neatlaidināts vara cauruļvads. Tas ir izgatavots no tīra metāla, izmantojot štancēšanu.
Tam ir augsta stiepes izturība. Šajā gadījumā metāls kļūst mazāk elastīgs, un pēc tam šādas caurules lietošanai ir daži ierobežojumi.
Rūdītas vara caurules ir plastmasas, šī kvalitāte atvieglo uzstādīšanas procesu
Rūdīta vara caurule. Tas iziet cauri īpašai apstrādes tehnoloģijai. To uzkarsē līdz 700 grādiem pēc Celsija un pēc tam atdzesē. Šajā gadījumā cauruļvada elementi kļūst mazāk spēcīgi, bet elastīgāki.
Turklāt tie labi stiepjas - pirms lūšanas to garums palielinās 1,5 reizes.
Atlaidinātie cauruļvadu izstrādājumi ir mīkstāki, tāpēc to uzstādīšana ir ātrāka un vienkāršāka.
Pēc sekcijas formas
Pēc sekcijas formas piešķirt:
- apaļas ūdens caurules;
- cauruļvada elementi ar taisnstūra formu. Tos izmanto, lai izveidotu vadītājus elektrisko iekārtu statora tinumā, kas tiek atdzesēts ar šķidruma metodi.
Vara cauruļu izmērus var noteikt pēc ārējā diametra, kas ir 12–267 mm. Šajā gadījumā jebkura izmēra caurules noteiktais sienas biezums ir 0,6–3 mm.
Pievadot gāzi mājām, tiek izmantotas caurules, kuru biezums ir vienāds ar 1 mm vismaz.
Instalējot santehniku, daudzos gadījumos tiek izmantota vara santehnikas caurule, kuras izmēri ir šādi: 12, 15, 18, 22 x 1 mm, 28, 35, 42 x 1,5 mm un 52 x 2 mm.
Atbilstoši cietības pakāpei
Atkarībā no cietības pakāpes tiek izmantotas vara caurules, piemēram:
Mīksts. Apzīmējums ir M vai W. Tie spēj izturēt izplešanos bez plaisāšanas un plīsumiem, kad ārējais diametrs izplešas par 25%.
Šādi cauruļvadu izstrādājumi tiek izmantoti, veidojot apkures sistēmu vai ieguldot cauruļvadus patērētāju ūdens apgādei. Tajā pašā laikā tiek veikts cauruļvadu staru sadalījums santehnikas un apkures ierīcēm.
Mīkstie cauruļvadu elementi vairumā gadījumu tiek izmantoti ūdensvadu būvniecībā un remontā. To savienojums tiek uzskatīts par vienkāršāko - dokstaciju var veikt, neizmantojot papildu aprīkojumu.
Vara caurules var izturēt caur tām transportēto šķidrumu augsto temperatūru
Pusciets. Tiem ir šādi apzīmējumi - P vai NN. Šādi cauruļvadu izstrādājumi spēj izturēt izplešanos ar diametra pieaugumu par 15%.
Kad tie ir uzstādīti, tiek izmantota apkure, lai savienotu caurules, neizmantojot veidgabalus. Puscieto izstrādājumu locīšanai vai atlocīšanai izmanto cauruļu liektāju vara caurulēm.
Ciets. Tie ir apzīmēti ar šādiem burtiem - T vai H. Kad tie ir uzstādīti, sadale tiek veikta tikai apkures laikā. Lai saliektu cauruli, izmantojiet cauruļu liekēju.
Pēdējie 2 vara izstrādājumu veidi tiek izmantoti dažādu automaģistrāļu būvniecībā.
Šādas detaļas tiek izmantotas arī cauruļvada būvniecībā, kam vajadzētu palielināt mehānisko izturību.
Šādu cauruļu blīvēšana tiek uzskatīta par svarīgu procesu. Galu galā to atdalīšana var notikt jebkurā laikā - piemēram, kad hermētiķis ir iztērēts. Šādas situācijas gadījumā būs nepieciešams pilnībā pārtaisīt locītavas.








Tinumu veidi
Ražotāji vara caurulēm izmanto dažāda veida tinumus:
- FUM lente. Šo lenti izmanto visu veidu vītņotos savienojumos;
- sacietējošs hermētiķis santehnikai. Šāds materiāls tiek izmantots gan dažādos uzņēmumos, gan ikdienas dzīvē;
- paštaisīts hermētiķis santehnikai. Caurules, kas ir uzstādītas 40. gadu mājās, neplūst.
Šo metodi var izmantot arī tad, ja ir nepieciešams veikt apkuri no vara caurulēm.
Ja sarkanais svins nav pieejams, tad jāizmanto parastā PF krāsa.
Blīvēšana, strādājot ar šķidrumu vadošām sistēmām, ir obligāta
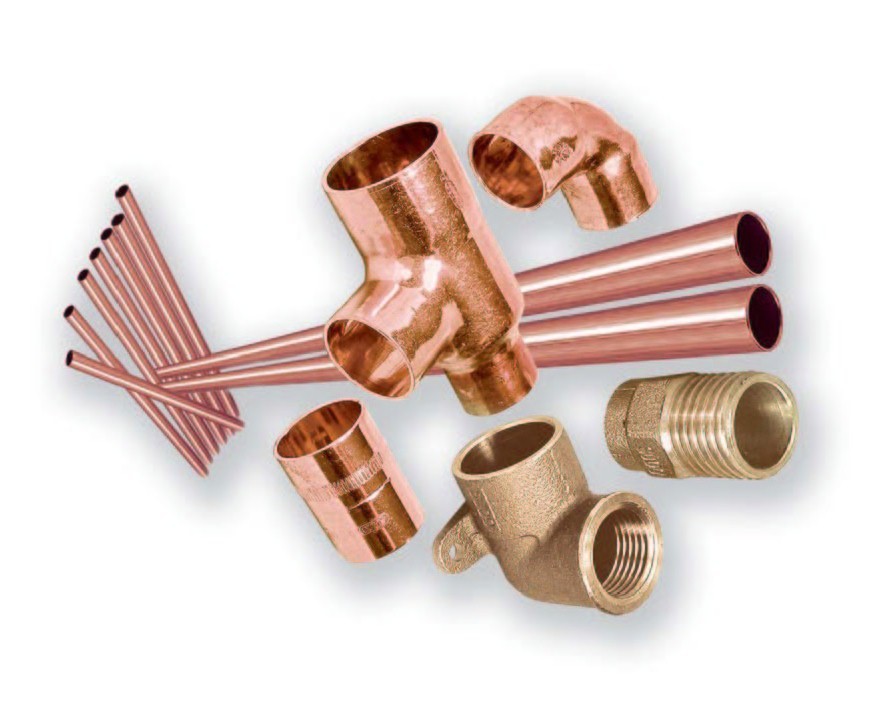
Kādi piederumi ir pieejami tirgū?
Vara cauruļvadi ir diezgan vienkārši un viegli uzstādāmi. Tas ir saistīts ar to, ka ir liels skaits savienojumu veidu un tiem paredzēto veidgabalu, kas ļauj veikt sarežģītas konfigurācijas sistēmas. Veicot uzstādīšanas darbus, nav nepieciešams apjomīgs īpašs aprīkojums. Savienojumi vara cauruļvados tiek uzskatīti par visuzticamākajiem elementiem. Atkarībā no izmantotās savienojuma metodes ir vairāki veidgabalu veidi.
Variants #1 - kompresijas elementi
Detaļas ir aprīkotas ar speciālu kompresijas gredzenu, kas nodrošina savienojuma hermētiskumu un nostiprina savienojumu pie caurules. Elements tiek pievilkts ar roku, izmantojot savienotājuzgriezni un uzgriežņu atslēgu. Kompresijas daļu galvenā priekšrocība ir uzstādīšanas vienkāršība.Nav nepieciešams īpašs aprīkojums vai apkure. Izmantojot šo metodi, jūs varat uzstādīt cauruļvadu visnepieejamākajās vietās. Uzstādīšanas darbaspēka izmaksas ir zemas, un iegūtā sistēma ir diezgan izturīga un saspringta. Kompresijas veidgabaliem ir arī trūkumi. Tie nav paredzēti augstam spiedienam, tie periodiski jāpārbauda un jāpievelk. Šādas detaļas nav iespējams konkretizēt.
Teorētiski kompresijas elementi nodrošina saliekamu savienojumu. Taču prakse rāda, ka pēc pirmās demontāžas un salikšanas krasi samazinās montāžas uzticamība un tā ir jāmaina. Ir divu veidu kompresijas piederumi. Tie ir apzīmēti ar burtiem A un B.
- A daļas tiek izmantotas virszemes cauruļvadiem, kas izgatavoti no puscieta vara.
- B daļas tiek izmantotas zemes un pazemes komunikāciju ierīkošanai no caurulēm, kas izgatavotas no puscieta un mīksta metāla.
Abu veidu detaļu uzstādīšana tiek veikta saskaņā ar līdzīgu shēmu.
Diagrammā parādīta kompresijas montāžas ierīce. To ir viegli uzstādīt, taču tas nodrošina vāju savienojumu, kas regulāri jāuzrauga.
Variants #2 - kapilāru veidgabali
Lodētus vara veidgabalus sauc par kapilāru veidgabaliem. Tie savieno caurules ar lodmetālu, tas ir, vara, alvas vai sudraba stiepli, kas atrodas zem detaļas iekšējās vītnes. Uzstādīšanas laikā armatūra tiek uzlikta uz caurules, kas ir iepriekš pārklāta ar plūsmu. Savienojuma vietu karsē ar lodlampu, līdz metāla lodmetāls izkūst un aizpilda nelielu atstarpi starp veidgabalu un cauruli. Pēc tam daļām ļauj atdzist. Pēc tam, izmantojot īpašu instrumentu, tiek veikta ārējā tīrīšana. Caurule ir gatava lietošanai.
Armatūras lodēšanas procesā tiek izmantots lodmetāls, kas, izkusis, aizpilda spraugu starp daļām.
Šīs savienojuma metodes priekšrocību var uzskatīt par augstu uzticamību. Montāžas maksimālais darba spiediens ir 40 bāri pie sistēmas temperatūras 150°C. Kapilārā metode nodrošina ļoti vienmērīgu un glītu šuvi, darba laikā tiek izmantots minimālais lodēšanas daudzums, uzstādīšanas darbu izmaksas ir diezgan pieņemamas. Metodes relatīvie trūkumi ietver obligātu degļa klātbūtni un vajadzību pēc noteiktas kvalifikācijas un pieredzes personai, kura tiks iesaistīta uzstādīšanā.
Variants #3 - presējamie furnitūra
Detaļu darbības princips ir balstīts uz vara plastiskuma izmantošanu un tā uzņēmību pret deformācijām, kas rodas mehāniskā sprieguma ietekmē. Lai iegūtu šādu savienojumu, caurule, kas iepriekš ievietota presēšanas veidgabalā, tiek nospiesta ar presēšanas knaiblēm. Minimālais presēšanas spēks 32 kN. Tas ļauj izveidot viengabalainu spēcīgu savienojumu. Gar presējamā veidgabala kontūru ir uzlikts blīvgredzens, kas nodrošina savienojuma hermētiskumu. Savienojošā daļa var griezties, hermētiskumu un izturību tas necieš. Strukturāli presēšanas veidgabali atšķiras daļās ar dubultu un vienu deformācijas kompresijas kontūru.
Šo elementu galvenā priekšrocība ir iespēja ātri uzstādīt, neizmantojot elektriskos sildītājus vai atklātu liesmu. Tos uzstāda objektos, kur aizliegts izmantot degļus ar atklātu liesmu, kā arī dažādu tvertņu, tvertņu un konteineru iekšpusē. Iegūtais savienojums ir stiprāks nekā tas, kas izveidots ar kompresijas daļām.Elementu trūkumi ietver augstākas izmaksas nekā lodēšanas veidgabali, kā arī nepieciešamību uzstādīšanas laikā izmantot īpašu aprīkojumu - hidrauliskās vai elektriskās preses ar dažāda profila un diametra knaibles.
Preses furnitūras uzstādīšanai jums būs jāizmanto elektriskā vai hidrauliskā prese ar dažāda diametra un formas knaibles
Montāžas izstrādājumu veidi
Savienojošie elementi no metāla un plastmasas tiek ražoti tādās pašās modifikācijās kā tērauda un plastmasas izstrādājumi:
- Taisni savienotāji. Vienkāršākais izstrādājuma veids divu tāda paša diametra cauruļu savienošanai.
- Pārejas savienojumi. Produkti, ko izmanto dažādu sekciju izmēru cauruļu savienošanai.
- Kvadrāti. Armatūra, kas ļauj savienot divas caurules taisnā leņķī.
- Nozares. Produkti, kas ļauj mainīt cauruļu relatīvo stāvokli no 45 līdz 120 °.
- Krusti. Savienotāji, kas paredzēti četru cauruļu savienošanai 90° leņķī.
- Tees. Armatūra, kas savieno trīs caurules gabalus, no kuriem viens ir uzstādīts perpendikulāri pārējiem diviem.
- Kontaktdakšas. Produkti, kas paredzēti caurules gala daļas aizvēršanai. Tiem ir iekšējā vai ārējā vītne ieskrūvēšanai caurulē.
- Sprauslas. Armatūra, kas ir izstrādājumi ar ārējām vītnēm abos galos, ar kuru palīdzību tie tiek savienoti ar citiem cauruļvada posmiem.
- Futorki. Produkti, ko izmanto, lai savienotu caurules ar mērinstrumentiem. Tiem vienā galā ir iekšējā vītne, bet otrā – ārējā vītne.
- Armatūra. Elementi, kas ļauj savienot cauruli ar apstrādes iekārtām (katls, katls, filtrs, siltummainis, kolektors).
- Diski.Izmanto, lai palielinātu caurules garumu, izmantojot iekšējo vai ārējo vītni.
- amerikāņi. Izstrādājumi, kas atgādina spurus ar savienotājuzgriezni. Tie var būt taisni un leņķiski, ļaujot mainīt savienoto cauruļu kustības virzienu.

Visiem uzskaitītajiem veidgabalu veidiem ir vītne - ārējā, iekšējā vai kombinētā. Papildus tiem ir arī viengabala savienojošie elementi, kā arī izstrādājumi, kas savienoti ar metināšanu vai kapilāru lodēšanu.
Savienojošie elementi no iepriekš minētā saraksta ir vispopulārākie veidgabalu veidi, kas tiek izmantoti cauruļvadu uzstādīšanā. Uzstādot sarežģītākas un augsti specializētas inženiertehniskās sistēmas, var izmantot citus speciālos veidgabalus - kontruzgriežņus, mucas, pagarinājumus un citus elementus.
Visu diametru cauruļu montāžas un lodēšanas nianses
Vara caurules un veidgabali santehnikai ir savienoti ar vītni vai lodēšanu, pirmā metode tiek uzskatīta par vienkāršāku un pieejamāku neprofesionāļiem. Darbs sākas ar elektroinstalācijas shēmas sastādīšanu un uzņemtā materiāla skaitīšanu, ja nav pieredzes, ieteicams nodrošināt 3-5 m rezervi.
Padariet to pats, soli pa solim, 7 soļos
Pašdarinātā vara santehnika ar vītņotiem savienojumiem tiek montēta šādā secībā:
- Cauruļu griešana.
- Vīles tīrīšana no urbumiem griezuma vietā, caurulēm ar PVC izolāciju, tiek notīrīts izolācijas slānis.
- Noslīpējuma noņemšana.
- Uzliekot caurulei savienotājuzgriezni un uzgali.
- Armatūras sagatavošana, savienošana ar uzgriezni un savienojuma pievilkšana (vispirms ar roku, pēc tam ar uzgriežņu atslēgu).
- Tērauda cauruļu savienošana (ja nepieciešams), izmantojot pārejas veidgabalus, vītņoto savienojumu obligāta blīvēšana.
- Noplūdes pārbaude.
Vara caurules un veidgabali santehnikai ir pareizi jāuzstāda.
Savienojumu stāvokļa pārbaude un pareiza uzstādīšana
Vara ūdens caurules montāža, izmantojot presēšanas veidgabalus, tiek uzskatīta par diezgan uzticamu, blīvējuma kvalitāte ir atkarīga no pagrieziena stipruma. Šai darbībai ieteicams izmantot īpašas pneimatiskās vai hidrauliskās knaibles. Šīs metodes trūkums ir ūdens padeves izskata pasliktināšanās savienojumu vietās, ja izskatam ir izšķiroša loma, tad sekcijas jāsavieno ar lodēšanu.









Lodēšana tiek uzskatīta par visdrošāko veidu, kā savienot vara caurules. Darbību secība ir gandrīz tāda pati kā montāžai ar presēšanas veidgabaliem: caurules tiek sagrieztas un rūpīgi aizsargātas no urbumiem.
Ir svarīgi noslaucīt produktus no putekļiem un oksīda plēves atlikumiem (iekšpusē un ārpusē). Pēc tam uz caurules ārējās virsmas tiek uzklāta plūsma, ievietota veidgabala ar obligātu atstarpi, savienojuma vieta vienmērīgi tiek uzsildīta ar degli vai pūtēju, izvēloties otro iespēju, jāizvairās no pārkaršanas. Lai pārbaudītu, vai ir sasniegta vēlamā temperatūra, pietiek viegli pieskarties lodēšanai, ja tas kūst, tad vieta jau ir sasilusi
Pēc tam lodējums tiek ievietots kreisajā spraugā un šuve tiek noslēgta
Lai pārbaudītu, vai ir sasniegta vēlamā temperatūra, pietiek viegli pieskarties lodēšanai, ja tas kūst, tad vieta jau ir sasilusi. Pēc tam lodējums tiek ievietots kreisajā spraugā un šuve tiek noslēgta.
Svarīga lodēšanas nianse: apkures un pieslēgšanas laikā topošā cauruļvada posmam jāpaliek nekustīgam. Jebkuras pūles un kustības ir atļautas tikai pēc lodmetāla sacietēšanas.Montāžas beigās sistēma ir jānomazgā no plūsmas atlikumiem.
SKATĪTIES VIDEO
Apsildāmie izstrādājumi ir viegli izliekami, tiek izmantotas speciālas atsperes, lai piešķirtu vēlamo formu, saglabājot sekciju. Optimālais aprīkojums liektu elementu izgatavošanai ir speciāls cauruļu liekējs, kuru ieteicams iegādāties liela apjoma darbiem. Sekcijas, kas samontētas, pielodējot sistēmu, izskatās glītākas nekā tās, kuras ir saliektas ar vītni. Bet, neskatoties uz šīs metodes acīmredzamajām priekšrocībām un uzticamību, sprādzienbīstamās vietās atklātas liesmas dēļ lodēšana netiek veikta. Ugunsdrošības pasākumi ir obligāti. Vara caurules un santehnikas veidgabali tiek plaši izmantoti būvniecībā.
Specifikācijas
Krāsainā metāla klasei ir būtiska ietekme uz šī materiāla velmētu cauruļu tehniskajām īpašībām. Būtībā vara ūdens caurules ir izgatavotas no tīra vara. Velmēto izstrādājumu ražošanā tiek izmantoti arī šī metāla sakausējumi. Tie satur leģējošus komponentus nelielā daudzumā.
Specifisko piemaisījumu procentuālais daudzums varā ietekmē cauruļu darbības apstākļus, mehāniskās un tehnoloģiskās īpašības. Krāsaino metālu elastība un izturība palielinās, pievienojot cinku, svinu, dzelzi un alvu.
Sakausējuma izturību pret koroziju palielina ar fosfora palīdzību. Vara mehānisko pretestību palielina berilijs un alumīnijs. Velmētā tērauda ražotāji izmanto mangānu, lai samazinātu nevēlamo piemaisījumu ietekmi uz materiālu.
Cauruļu klasifikācija
Vara caurules ir dažāda diametra. Saziņas caurlaidspēja ir atkarīga no sadaļas lieluma. Standarta cauruļu diametru diapazons svārstās no 1/4″ līdz 2″.Mājokļa iekšpusē galvenokārt tiek izmantoti šādu izmēru cauruļvadi:
- 1/2″ - dušai un vannai;
- 3/8″ - virtuves jaucējkrānam un izlietnei;
- 1/4″ - tualetes poda, bidē un ledus veidotāja savienojumam.
 Vara santehnikas caurule dušā.
Vara santehnikas caurule dušā.
Ražotāji ražo divu veidu vara caurules:
- Rūdītie izstrādājumi ir mīksti izstrādājumi, kas apstrādāti ar augstu temperatūru 550-650°C. Atkausēšana ilgst 60-90 minūtes, pēc tam sakarsētie sagataves pakāpeniski atdziest. Process ļauj iegūt elastīgas caurules, kas ir izturīgas pret augstu spiedienu, pēkšņām temperatūras izmaiņām un mitru vidi.
- Neatlaidināti izstrādājumi ir stingri izstrādājumi ar lielāku izturību, bet mazāku elastību.
Ir iespēja iegādāties velmētos izstrādājumus speciālā izolācijā ar PVC apvalku. Uz šāda veida izstrādājuma virsmas neveidojas kondensāts.
Ražotās vara caurules atšķiras arī pēc sienu biezuma. Velmēto izstrādājumu izmantošanas joma ir atkarīga no parametra, jo šis raksturlielums ietekmē augstāko darba spiedienu sistēmā.
Ievadīšanai un ugunsdrošības tīklos tiek izmantoti izstrādājumi ar biezu sienu ar burtu "K". Bieži vien izstrādājumi ar biezām sienām tiek likti zemē. Lai savienotu atsevišķas šādas cauruļu velmēšanas daļas, bieži tiek izmantoti kompresijas piederumi.
Plānsienu izstrādājumi ar burtu "M" tiek izmantoti, lai izveidotu mājsaimniecības tīklus, taču tiem ir liels skaits ierobežojumu. Visbiežāk, uzstādot santehnikas sistēmas, tiek izmantotas caurules ar marķējumu "L".
Normatīvās prasības
Produktiem ar biezām sienām, kas ražoti, presējot un izmantojot aukstu deformāciju, jāatbilst specifikācijām, kas atspoguļotas GOST 617-2006.Izvilkta plānsienu caurule tiek ražota saskaņā ar GOST 11383-75.
Pazīstami un atbildīgi ražotāji ražo augstas precizitātes produktus. Tās īpašības atbilst GOST 26877-2008. Vara cauruļu ražošanā tiek izmantoti sakausējumi un primārais varš saskaņā ar GOST 859-2001 prasībām.
Vara cauruļu uzstādīšana ūdens apgādei
Pirms darba uzsākšanas jums ir jāsastāda topošās santehnikas konstrukcijas shēma un, pamatojoties uz to, jāaprēķina velmētas caurules kadrus un savienojošo elementu skaits (preses savienojumi, tējas, līkumi, adapteri utt.).
Nepieciešamie instrumenti un materiāli
Lai veiktu cauruļu velmēta vara sakausējuma uzstādīšanu, jums ir jāsagatavo instrumentu komplekts, kas sastāv no:
- Metāla vai cauruļu griezēja zāģi.
- Knaibles.
- Manuālais kalibrators.
- Uzgriežņu atslēgas vai gāzes deglis (caurules daļas apsildīšanai, savienojot detaļas ar lodēšanu).
- Fails.
Cauruļu sekciju savienošanai atkarībā no izvēlētās savienojuma metodes būs nepieciešami šādi materiāli:
- Montāža.
- FUM - lente noņemamo veidgabalu savienojumu blīvēšanai.
- Lodēšana un plūsma (lodēšanas izstrādājumu gadījumā).
Piesardzības pasākumi
Vara izstrādājumu lodēšana tiek veikta, kad tie tiek uzkarsēti līdz augstām temperatūrām, tāpēc, strādājot, ir nepieciešams valkāt aizsargtērpu un izmantot ugunsdrošības vairogu. No savienojamajām detaļām saskares zonā nepieciešams noņemt gumijas vai plastmasas bizes. Uzstādāmais vārsts ir jāizskrūvē, lai blīvgredzeni neizkustu.










Lodējot vara izstrādājumus jau uzstādītā cauruļvadu sistēmā, jāatver visi slēgvārsti, lai spiediena līmenis caurulēs nepārsniegtu pieļaujamās vērtības dažu sekciju sildīšanas dēļ.
Darba gaita
Cauruļu segmentu dokošana, izmantojot veidgabalus, tiek veikta šādā secībā:
- Izgrieziet cauruļu daļas vajadzīgajā izmērā.
- Ja ūdens padeve tiek montēta no vara caurulēm ar PVC izolāciju, tad šis slānis ir jānoņem izstrādājumu galos.
- Notīriet griezuma līniju ar vīlīti.
- Noņemiet slīpumu.
- Uzlieciet uz sagatavotās daļas pārmaiņus savienojošo uzgriezni un kompresijas gredzenu.
- Savienojiet armatūru ar uzgriezni un vispirms pievelciet vītnes ar roku un pēc tam ar uzgriežņu atslēgu.
- Vietās, kur tiek uzstādīts pārejas veidgabals no vara caurules uz tērauda cauruli, savienojumu hermētiskumu nodrošina FUM - lentes izmantošana.
Savienojot caurules ar lodēšanu ar savām rokām, jums jāievēro iepriekš aprakstītie piesardzības pasākumi un jābūt noteiktām prasmēm. Sagatavošanas process un pati lodēšana ietver šādas darbības:
- Nepieciešamā garuma cauruļu griešana ar cauruļu griezēju vai metāla zāģi.
- Siltumizolējošā slāņa (ja tāds ir) un to galos radušos urbumu noņemšana.
- Oksīda plēves noņemšana lodēšanas zonā ar smalku abrazīvu smilšpapīru.
- Montāžas slīpēšana.
- Detaļu ārējās virsmas eļļošana ar plūsmu.
- Caurules gala ievietošana veidgabalā tā, lai starp detaļām būtu ne vairāk kā 0,4 mm atstarpe.
- Gāzes degļa elementu kontakta zonas iesildīšana (attēlā zemāk).
- Lodmetāla ievietošana spraugā starp veidgabalu un vara caurules galu.
- Lodēšanas šuve.
- Sistēmas izskalošana no plūsmas daļiņām.
Vara cauruļu velmēto izstrādājumu lodēšanas procesu var apskatīt videoklipā:
Montāžas funkcijas
Montāža ar lodēšanu veido viengabala savienojumus, kuriem nav nepieciešama apkope un kuri tiek uzskatīti par visuzticamākajiem darbībā. Bet, lai lodētu vara santehniku, ir jābūt pietiekamai pieredzei šāda veida darbos un atbilstošām zināšanām. Iesācēji var izmantot šādus ieteikumus:
- Vara izstrādājumu tīrīšanu nevajadzētu veikt ar abrazīviem tīrīšanas līdzekļiem, rupju smilšpapīru vai stiepļu suku, jo tie saskrāpēs varu. Dziļi skrāpējumi uz virsmas traucē lodēšanas savienojumu.
- Flux ir diezgan agresīva viela ar augstu ķīmisko aktivitāti. Uzklājiet to plānā kārtā, izmantojot otu. Ja uz virsmas ir pārmērības, detaļu savienošanas procesa beigās, tās nekavējoties jānoņem.
- Kontakta zonai jābūt pietiekami uzsildītai, bet ne pārmērīgi, lai novērstu metāla kušanu. Pašu lodmetālu nevajadzētu sildīt. To vajadzētu uzklāt uz apsildāmās detaļas virsmas - ja tā sāk kust, tad var sākt lodēt.
- Caurules ir nepieciešams saliekt tā, lai izvairītos no krokām un sagriešanās.
- Vara izstrādājumu uzstādīšana jāveic alumīnija vai tērauda sekciju priekšā ūdens plūsmas virzienā, lai novērstu pēdējo strauju koroziju.
- Pārejai no vara caurulēm uz citu metālu sekcijām ieteicams izmantot veidgabalus, kas izgatavoti no misiņa, bronzas vai nerūsējošā tērauda.



