- Radiatora uzstādīšanas vietas un metodes izvēle
- Dzesēšanas šķidruma cirkulācijas metodes
- 5 Mīti un fakti par vara caurulēm ūdens apgādei
- Marķējums un izmaksas
- 2. metode: rievošana (veltņu grope)
- Rievotās rievas savienojuma sagatavošana un izveidošana
- Pilnīgas rievotās sistēmas testēšana
- Instrumenti, kas jums būs nepieciešami
- Vara izstrādājumu šķirnes
- Iespējas cauruļu savienošanai no vara
- Metināšanas savienojums
- Uzliesmojošs savienojums
- Nospiediet savienojuma metodi
- Vītņu tipa savienojumi
- Pašmontāža
- Klasifikācija pēc ražošanas materiāliem
- Vara izstrādājumu šķirnes
- Pēc pieraksta
- Saskaņā ar ražošanas metodi
- Pēc sekcijas formas
- Atbilstoši cietības pakāpei
- Tinumu veidi
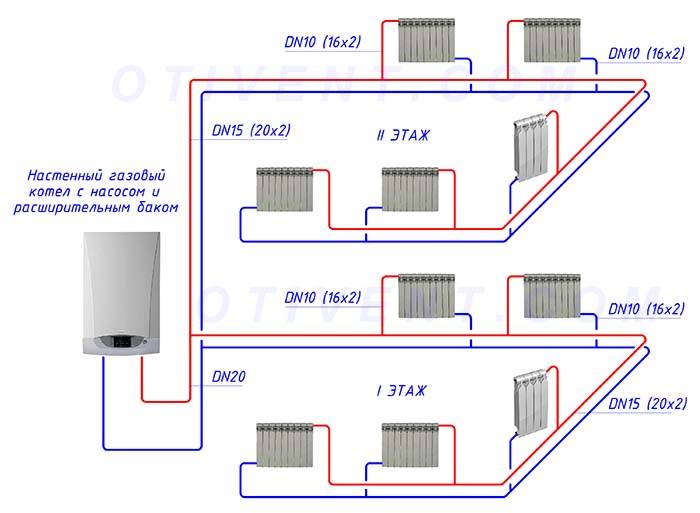
Radiatora uzstādīšanas vietas un metodes izvēle
Apkures radiatoru pieslēgšanas iespējas ir atkarīgas no vispārējās apkures shēmas mājā, sildītāju konstrukcijas iezīmēm un cauruļu ieguldīšanas metodes. Ir izplatītas šādas apkures radiatoru pieslēgšanas metodes:
- Sānu (vienpusējs). Ieplūdes un izplūdes caurules ir savienotas vienā pusē, savukārt padeve atrodas augšpusē. Standarta metode daudzstāvu ēkām, kad padeve notiek no stāvvada caurules. Efektivitātes ziņā šī metode nav zemāka par diagonālo.
- Nolaist.Tādā veidā tiek savienoti bimetāla radiatori ar apakšējo savienojumu vai tērauda radiatori ar apakšējo savienojumu. Padeves un atgaitas caurules tiek savienotas no apakšas ierīces kreisajā vai labajā pusē un savienotas caur apakšējo radiatora pieslēguma bloku ar uzgriežņiem un slēgvārstiem. Savienojuma uzgrieznis ir pieskrūvēts uz apakšējās radiatora caurules. Šīs metodes priekšrocība ir maģistrālo cauruļu atrašanās vieta, kas paslēpta grīdā, un apkures radiatori ar apakšējo savienojumu harmoniski iekļaujas interjerā un ir uzstādāmi šaurās nišās.
- Diagonāli. Dzesēšanas šķidrums ieplūst caur augšējo ieplūdi, un atgriešana ir savienota no pretējās puses uz apakšējo izplūdi. Optimālais savienojuma veids, kas nodrošina vienmērīgu visas akumulatora zonas apsildīšanu. Tādā veidā pareizi pievienojiet apkures akumulatoru, kura garums pārsniedz 1 metru. Siltuma zudumi nepārsniedz 2%.
- Seglu. Padeve un atgriešana ir savienotas ar apakšējiem caurumiem, kas atrodas pretējās pusēs. To galvenokārt izmanto viencaurules sistēmās, ja nav iespējama cita metode. Siltuma zudumi sliktas dzesēšanas šķidruma cirkulācijas rezultātā ierīces augšējā daļā sasniedz 15%.
SKATĪTIES VIDEO
Izvēloties vietu uzstādīšanai, tiek ņemti vērā vairāki faktori, kas nodrošina pareizu apkures ierīču darbību. Uzstādīšana tiek veikta vietās, kas ir vismazāk aizsargātas no aukstā gaisa iekļūšanas, zem logu ailēm. Zem katra loga ieteicams ievietot akumulatoru. Minimālais attālums no sienas ir 3-5 cm, no grīdas un palodzes - 10-15 cm Ar mazākām spraugām konvekcija pasliktinās un akumulatora jauda samazinās.
Tipiskas kļūdas, izvēloties uzstādīšanas vietu:
- Vieta vadības vārstu uzstādīšanai netiek ņemta vērā.
- Neliels attālums līdz grīdai un palodzei traucē pareizu gaisa cirkulāciju, kā rezultātā samazinās siltuma pārnese un telpa nesasilst līdz iestatītajai temperatūrai.
- Vairāku bateriju vietā, kas atrodas zem katra loga un veido termoaizkaru, tiek izvēlēts viens garais radiators.
- Dekoratīvo režģu, paneļu uzstādīšana, kas novērš normālu siltuma izplatīšanos.
Dzesēšanas šķidruma cirkulācijas metodes
Dzesēšanas šķidruma cirkulācija pa cauruļvadiem notiek dabiskā vai piespiedu veidā. Dabiskā (gravitācijas) metode neparedz papildu aprīkojuma izmantošanu. Dzesēšanas šķidrums pārvietojas, jo sildīšanas rezultātā mainās šķidruma īpašības. Karstais dzesēšanas šķidrums, kas nonāk akumulatorā, atdziest, iegūst lielāku blīvumu un masu, pēc tam tas nokrīt, un tā vietā nonāk karstāks dzesēšanas šķidrums. Aukstais ūdens no atgriešanās ar gravitācijas spēku ieplūst katlā un izspiež jau uzkarsēto šķidrumu. Normālai darbībai cauruļvads ir uzstādīts vismaz 0,5 cm slīpumā uz lineāro metru.
Dzesēšanas šķidruma cirkulācijas shēma sistēmā, izmantojot sūknēšanas iekārtas
Dzesēšanas šķidruma piespiedu padevei obligāti jāuzstāda viens vai vairāki cirkulācijas sūkņi. Sūknis ir uzstādīts uz atgaitas caurules katla priekšā. Apkures darbība šajā gadījumā ir atkarīga no elektroenerģijas padeves, taču tai ir būtiskas priekšrocības:
- Ir atļauts izmantot neliela diametra caurules.
- Galvenais ir uzstādīts jebkurā pozīcijā, vertikāli vai horizontāli.
- Nepieciešams mazāk dzesēšanas šķidruma.
5 Mīti un fakti par vara caurulēm ūdens apgādei
Santehnikas vara caurules ir apveltītas ar vairākiem trūkumiem no mītu kategorijas konkurences un izpratnes trūkuma dēļ.
1. Vara cauruļvada augstās izmaksas. Šī ideja radās, pateicoties agresīvai plastmasas cauruļu reklāmai. Patiešām, vara caurules ir 2-3 reizes dārgākas nekā plastmasas, bet veidgabali no vara maksā 30-50 reizes lētāk nekā no polimēriem. Ņemot vērā to, ka cauruļvada uzstādīšanas metodes var izmantot vienādas, tad sistēmas uzstādīšanas izmaksas no šiem materiāliem ir aptuveni vienādas. Tā rezultātā pabeigtā cauruļvada izmaksas ir ļoti atkarīgas no sistēmas topoloģijas.
Garu un nesazarotu tīklu gadījumā (piemēram, maģistrālie) plastmasas cauruļvadi ir daudz lētāki. Lietojot dārgas, labas plastmasas, kas paredzētas augstam hlorēšanas līmenim, bet nav pieejamas Krievijas tirgū, polimēru sistēmas acīmredzot būs dārgākas. Vara cauruļvadus var uzstādīt, neizmantojot veidgabalus, kas padara to lētāku. Un, ņemot vērā vara sistēmu izturību un augsto uzticamību, to darbības izmaksas ir par kārtu zemākas nekā plastmasas. Izlietotā vara cauruļvada utilizācijas gadījumā iztērētie līdzekļi tiek atgriezti.
2. Varš ir indīgs. Pilnīgi nepamatots apgalvojums. Indīgi ir tikai īpaši rūpniecībā ražoti vara savienojumi (krāsvielas, zilais vitriols, citi), kas nav dabiski izveidojušies cauruļvadā. Šī metāla oksīdi, kas galvenokārt ir aizsargplēve (patina) uz tā virsmas, nav indīgi.Gluži pretēji, tiem un pašam vara piemīt viegla baktericīda un bakteriostatiska iedarbība, kas, izmantojot ūdeni no šāda cauruļvada, nodrošina augstu infekcijas drošību.
3. Hlors. Šī viela tīrā veidā ir ļoti spēcīgs oksidētājs, to aizliegts transportēt pa vara caurulēm. Hlora savienojumu, arī ūdens dezinfekcijai izmantoto, ietekmi varš panes pilnīgi nesāpīgi. Gluži pretēji, mijiedarbība ar šīm vielām paātrina aizsargtīkla veidošanos uz vara virsmas. Tāpēc ASV jauna cauruļvada tehnoloģiskās skalošanas laikā tiek veikta hiperhlorēšana, lai ātri iegūtu aizsargkārtu.
“Hlora problēmas” sākās ar varu, kad santehnikas tirgū ienāca plastmasas caurules. Tas ir saistīts ar faktu, ka pat hlora savienojumi, ko izmanto ūdens dezinfekcijai, diezgan kaitīgi ietekmē lielāko daļu plastmasas. Un veiksmīga mārketinga zelta likums, kā zināms, saka: "Noveli vainu uz konkurentu – ļaujiet viņam sevi attaisnot."
4. Klejojošās straumes. Tās ir strāvas, kas plūst zemē, kad to izmanto kā vadošu vidi. Šajā gadījumā tie noved pie metāla priekšmetu korozijas zemē. Šajā sakarā klaiņojošām strāvām nav nekāda sakara ar vara caurulēm, kuras galvenokārt ir iekšējās.
Kā galveno zemējuma elektrodu ir aizliegts izmantot gan vara, gan tērauda sistēmas. Ja šis noteikums tiek stingri ievērots, neradīsies nekādas elektriskās problēmas (tostarp klaiņojošas strāvas). Zemējums, kas darbojas avārijas režīmā, izlaiž tikai īslaicīgu strāvu, kas nekaitēs cauruļvadam.Problēmas rodas tikai tad, ja tiek pārkāpti elektroietaišu projektēšanas un ekspluatācijas pamatnoteikumi.
Marķējums un izmaksas
Caurules apkurei tiek izgatavotas, marķētas saskaņā ar GOST. Piemēram, izstrādājumi ar sienu biezumu 0,8–10 mm tiek ražoti saskaņā ar GOST 617-90 standartiem. Vēl viens apzīmējums attiecas uz vara tīrību, ko regulē GOST 859-2001. Tajā pašā laikā ir atļautas atzīmes M1, M1p, M2, M2p, M3, M3.










Ar marķējumu, kas norādīts uz saražotās produkcijas, jūs varat uzzināt šādu informāciju:
- šķērsgriezuma forma. Apzīmēts ar burtiem KR.
- Garums - šim indikatoram ir dažādi marķējumi. BT - līcis, MD - dimensiju, KD - daudzdimensiju.
- Produkta ražošanas metode. Ja elements ir metināts, uz tā norāda burtu C. Uz zīmētiem izstrādājumiem liek burtu D.
- Īpašas darbības īpašības. Piemēram, paaugstinātas tehniskās īpašības ir apzīmētas ar burtu P. Augsts plastiskuma indekss - PP, palielināta griezuma precizitāte - PU, precizitāte - PS, izturība - PT.
- Ražošanas precizitāte. Standarta indikators ir apzīmēts ar burtu H, palielināts - P.
Lai vizuāli saprastu, kā nolasīt marķējumu, jums ir jāsaprot vienkāršs piemērs - DKRNM50x3.0x3100. Atšifrēšana:
- Tas ir izgatavots no tīra vara, ko apzīmē M1 zīmols.
- Produkts ir staipīgs.
- Forma ir apaļa.
- Mīksts.
- Ārējais diametrs - 50 mm.
- Sienas biezums - 3 mm.
- Produkta garums ir 3100 mm.
Eiropas ražotāji izmanto speciālu marķēšanas sistēmu DIN 1412. Ūdensapgādes un apkures sistēmu elementiem piemēro apzīmējumu EN-1057.Tas ietver standarta numuru, saskaņā ar kuru tiek izgatavotas caurules, papildu elements, kas iekļauts sastāvā - fosfors. Tas ir nepieciešams, lai palielinātu izturību pret rūsu.
Vara caurules rūpnīcā
2. metode: rievošana (veltņu grope)
Cauruļvadi, kas izveidoti, savienojot ar gala rievām (rievojuma rievām), jau ilgu laiku tiek praktizēti sprinkleru (apūdeņošanas) ugunsdzēsības sistēmu izbūvē. Kopš 1925. gada šī pilnīgi uzticamā cauruļu savienošanas metode tiek izmantota tērauda un dzelzs cauruļvadiem apkures, ventilācijas, gaisa kondicionēšanas un citām sistēmām.
Tikmēr līdzīga rievota mehāniskā savienojuma metode ir pieejama arī vara caurulēm ar diametru no 50 mm līdz 200 mm. Rievotā mehāniskā savienojuma komplektā ietilpst:
- sakabes,
- blīves,
- dažādi piederumi.
Mehāniskā rievošanas sistēma piedāvā praktisku alternatīvu lielāka diametra vara cauruļu lodēšanai. Attiecīgi rievu metodei nav nepieciešama papildu karsēšana (izmantojot atklātu liesmu), tāpat kā cietlodēšanas vai mīkstlodēšanas gadījumā.
Rievotā rieva vara caurules galā ir viens no galvenajiem “rievotās rievas” savienojuma metodes elementiem. Mērījums pēc velmēšanas nosaka piemēroto stiprinājumu
Rievu savienošanas pamatā ir vara elastības īpašības un šī metāla paaugstinātā izturība aukstās apstrādes laikā. Konstrukcija ietver iespīlēšanas sistēmas blīvēšanu, kurai tiek izmantota sintētiskā elastomēra blīve (EPDM - Ethylene Propylene Diene Methylene) un speciāli izstrādāta skava.Vairāki ražotāji visā pasaulē piedāvā rīkus radīšanai rievotas locītavas - blīves, skavas, armatūra.
Ar rievotās rievas metodi veidoto savienojumu projektēšanā tiek izmantoti dažāda izmēra furnitūras un darba skavas ar blīvēm
Rievotās rievas savienojuma sagatavošana un izveidošana
Tāpat kā citos bezlodētā vara savienošanas procesos, pareizai caurules gala sagatavošanai ir galvenā nozīme, lai izveidotu spēcīgu, hermētisku metinājumu. Acīmredzama ir arī pareiza rievošanas instrumenta izvēle katram vara caurules veidam. Jāievēro ražotāja ieteikumi, lai nodrošinātu drošu un bez problēmām šāda veida savienojumu sagatavošanu.
Šāda veida savienojuma pieļaujamo spiedienu un temperatūru tabula
| Savienojuma veids | Spiediena diapazons, kPa | Temperatūras diapazons, ºC |
| Rieva, D = 50,8 - 203,2 mm, tips K, L | 0 — 2065 | mīnus 35 / plus 120 par K mīnus 30 / plus 80 par L |
| Ruļļa rieva, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm, tips M | 0 — 1725 | mīnus 35 / plus 120 |
| 0 — 1375 | mīnus 30 / plus 80 |
Soli pa solim mezgla ar rievām rievām montāžas process:
- Izgrieziet pēc izmēra vara cauruļu galus tieši perpendikulāri asij.
- Pēc griešanas noņemiet urbumus un noapaļojiet.
- Izrullējiet rievas vēlamajos izmēros atbilstoši armatūras ražotāja prasībām.
- Pārbaudiet, vai armatūra, blīves, skavas nav bojātas.
- Ieeļļojiet blīves saskaņā ar ražotāja ieteikumiem.
Pirms galīgās montāžas pārbaudiet, vai iespīlēšanas virsmas nav tīras un netīras. Salieciet maisījumu saskaņā ar ražotāja ieteikumiem.
Praktiski salikts mezgla fragments, izmantojot "rievotās rievas" metodi.Saspiedes kronšteina elastīgās blīves tiek apstrādātas ar nelielu daudzumu smērvielas pirms vara cauruļu galīgās piestiprināšanas.
Skavas uzgriežņi beidzot jāpievelk līdz vajadzīgajam griezes momentam saskaņā ar ražotāja ieteikumiem. Pēc skrūvju pievilkšanas vēlreiz jāpārbauda iespīlēšanas laukums, lai pārliecinātos, ka bloks ir pareizi salikts.
Pilnīgas rievotās sistēmas testēšana
Pilnīgas cauruļvadu sistēmas testēšanu var veikt, pieliekot sistēmai gaisa vai ūdens spiedienu. Hidropneimatiskā metode nav izslēgta arī tad, ja tiek piemērots salīdzinoši augsts pārbaudes spiediens.
Tomēr jāņem vērā, ka pārbaudes spiediena vērtība nedrīkst pārsniegt maksimālo pieļaujamo darba spiedienu, ko norādījis rievotās rievu sistēmas ražotājs.
Instrumenti, kas jums būs nepieciešami
Lai veiktu kompetentu uzstādīšanu, jums ir jābūt šādiem rīkiem:
- Cauruļu griezējs - jāizvēlas, pamatojoties uz konkrēto cauruļu šķērsgriezuma veidu. Var būt mehāniska vai manuāla;
- Slīpmašīna - labi var aizstāt ar smilšpapīru;
- Gāzes lodlampa vara cauruļu vai lodāmura lodēšanai ar plūsmu un lodēšanu.
Darbs sākas ar apkures sistēmas plāna sastādīšanu ar obligātu vietu norādīšanu, kur plānots uzstādīt baterijas. Nākamais solis ir caurules sagriešana sagrieztos garumos. Jāpatur prātā, ka galiem jābūt stingri perpendikulāriem. Izgrieztajiem paraugiem jābūt bez urbumiem. Savienojumi jānotīra ar smalkgraudainu smilšpapīru.










Caurules tīrītajam galam tiek uzklāta plūsma, pēc kuras to (galu) ievieto radiatorā vai veidgabalā, līdz tas apstājas. Pēc tam uz šuves tiek uzklāts lodējums vara apkures cauruļu lodēšanai.Pārošanās daļas krustojumā tiek apsildītas ar gāzes degli. Jāraugās, lai liesma nepieskartos lodēšanai. Bet tajā pašā laikā tai ir jāizkausē, lai aizpildītu spraugas starp veidgabalu un cauruli.
Vara izstrādājumu šķirnes
Ir vairākas vara cauruļu klasifikācijas. Apskatīsim dažus no tiem. Pēc ražošanas metodes izšķir produktus:
- Neatkvēlināts. Tie ir izgatavoti no tīra metāla, štancējot vai velmējot. Tiem ir raksturīga augsta stiepes izturība, kas ir aptuveni 450 MPa. Šajā gadījumā samazinās metāla elastība, kas rada zināmus ierobežojumus detaļu lietošanai.
- Atkvēlināts. Tie atšķiras ar īpašu apstrādes tehnoloģiju. Caurules uzkarsē līdz 700C un pēc tam pakāpeniski atdzesē. Rezultātā izstrādājumi nedaudz zaudē spēku, bet kļūst elastīgāki. Šādas caurules lieliski stiepjas, tieši pirms pārtraukuma elementa garums var palielināties pusotru reizi. Rūdītie izstrādājumi ir mīkstāki, kas atvieglo to uzstādīšanu.
Sekcijas forma atšķir apaļus un taisnstūrveida elementus. Pēdējie izceļas ar augstākām izmaksām, kas ir saistītas ar to ražošanas sarežģītību. Tos izmanto vadu ražošanai elektrisko iekārtu statora tinumos, kas dzesēti ar šķidruma metodi. Neizolētu vara izstrādājumu standarta izmēri ārējā diametra izteiksmē svārstās no 12 līdz 267 mm. Turklāt katram standarta izmēram var būt atšķirīgs sienu biezums, kas ir robežās no 0,6 līdz 3 mm. Gāzes apgādei tiek izmantoti produkti, kuru minimālais biezums ir 1 mm. Santehnikā visbiežāk izmantotie izmēri ir 22, 18, 15, 12 x 1 mm, 52 x 2 mm un 42, 35, 28 x 1,5 mm.
Rūdītas vara caurules zaudē zināmu spēku, bet iegūst īpašu plastiskumu un maigumu, kas atvieglo to uzstādīšanas procesu.
GOST 52318-2005 regulē trīs veidu vara detaļu ražošanu, kas atšķiras pēc cietības pakāpes, ekspluatācijas un mehāniskajām īpašībām:
- Mīksts. Apzīmēts ar M vai W, novecojis r vai F22. Izturēt izplešanos bez plaisām un pārrāvumiem, palielinot ārējo diametru par 25%. Var tikt pakļauts locīšanai un bez piestiprināšanas aukstam savienojumam. Produkti tiek izmantoti apkures un ūdens apgādes sistēmu sakārtošanai ar cauruļvadu staru sadali apkures un santehnikas ierīcēm, kā arī siltumsūkņiem, grīdas un paneļu apkurei.
- Pusciets. Marķējums P vai HH, novecojusi versija z. Detaļas iztur izplešanos, palielinot caurules diametru par 15%. Mazākai elastībai nekā mīkstajiem izstrādājumiem ir nepieciešams siltums, lai izveidotu savienojumu bez savienojuma. Liekšanai jums būs nepieciešams cauruļu liekējs.
- Ciets. Apzīmējums T vai H, novecojis z6 vai F30. Uzstādīšanas laikā caurules izplešanās notiek tikai apkures procesā. Daļas saliekšanai tiek izmantots cauruļu liekējs. Cietie, kā arī puscietie elementi tiek izmantoti šoseju sakārtošanai bez biežām kustības virziena izmaiņām un pagriezieniem. Turklāt šādus produktus izmanto cauruļvadiem, kuriem nepieciešama paaugstināta mehāniskā izturība.
Daži ražotāji ražo īpašas caurules ar papildu iespējām, kas ir pieprasītas apkures un ūdens apgādes sistēmām:
- Siltināts ar polietilēna plānsienu apvalku, kura biezums ir 2-2,5 mm.Materiāls ir izturīgs pret ķīmisko un mehānisko spriegumu, tiek uzklāts uz caurulēm ar diametru no 12 līdz 54 mm. Apvalks samazina siltuma zudumus apkures sistēmās un novērš kondensāta veidošanos uz aukstā ūdens caurulēm.
- Ar 2,5 līdz 3 mm biezu aizsargizolāciju. Polietilēna apvalka iekšējā puse ir aprīkota ar maziem garenzobiem, kas veido gaisa kanālus. Tādējādi tiek uzlaboti siltumizolācijas raksturlielumi, un kļūst iespējams veikt monolītās caurules termisko izplešanos ar temperatūras svārstībām.
- Ar siltumizolācijas apvalku, kas izgatavots no putuplasta materiāliem: sintētiskā gumija, putupolietilēns, mīkstās putupoliuretāna putas u.c. Izolācijas slāņa platums var pārsniegt 30 mm. Apvalku izmanto, lai samazinātu augstu siltuma pārnesi karstā ūdens un apkures sistēmās.
Ja nepieciešams, varat iegādāties speciālas detaļas uzstādīto cauruļvadu nojumei un siltumizolācijai.
Armatūra tiek izmantota, lai savienotu vara detaļas. To klāsts ir ļoti plašs. Tie atšķiras pēc formas un ir paredzēti dažādu veidu savienojumu izveidošanai.
Iespējas cauruļu savienošanai no vara
Apkures montāžā tiek izmantotas dažādas uzstādīšanas metodes. Tātad vara cauruļu dokošana tiek veikta ar saliekamu un nesaliekamu metodi. Pirmajā gadījumā tiek izmantoti atloki, vītņoti stiprinājumi, veidgabali, kas tiek fiksēti automātiski. Projektējot neatdalāmu apkures sistēmu, tiek izmantota presēšana, lodēšana un metināšana.
Metināšanas savienojums
Apskatīsim vara cauruļu metināšanas procesu. Šo dokstacijas paņēmienu izmanto caurulēm, kuru diametrs ir 108 mm vai vairāk.Apkures materiāla sieniņu biezumam jābūt vismaz 1,5 mm. Lai veiktu metināšanas darbus, šajā gadījumā atliek tikai sadurties, bet pareizai temperatūrai jābūt 1084 grādiem. Ir vērts piebilst, ka šo apkures uzstādīšanas iespēju nav ieteicams veikt ar rokām.
Līdz šim celtnieki izmanto vairākus metināšanas veidus:
- Gāzes metināšana, izmantojot oksi-acetilēna tipa degļus.
- Metināšana ar patērējamiem elektrodiem, veikta inertās gāzes vidē - argonā vai hēlī.
- Metināšana, kurā tiek izmantoti nelietojami elektrodi.
Vairumā gadījumu vara elementu savienošanai izmanto loka metināšanas metodi. Ja caurules, kuras plānots izmantot cauruļvada montāžai, ir izgatavotas no tīra vara, tad argona, slāpekļa vai hēlija vidē ir jāizmanto nekausējamie volframa elektrodi. Metinot vara elementus, procesam jābūt ātram. Tas novērsīs dažādu oksidāciju veidošanos uz caurules metāla pamatnes.
Vara cauruļu metināšanas savienojums
Lai šādam savienojumam piešķirtu spēku, pēc dokošanas darbu pabeigšanas ir ieteicams veikt iegūto savienojumu papildu kalšanu.
Uzliesmojošs savienojums
Gadās, ka metināšanas lāpu izmantošana apkures sistēmu uzstādīšanas laikā rada zināmas neērtības. Šajā gadījumā ieteicams izmantot uzliesmojošus vara cauruļu savienojumus. Šī uzstādīšanas metode izrādīsies noņemama, kas spēlēs pozitīvu lomu piespiedu apkures montāžas gadījumā.
Šāda veida darbībai būs nepieciešama uzliesmojoša ierīce.Mēs centīsimies detalizēti aprakstīt, kā savienot apkures caurules, izmantojot uzliesmojumu:
- sākumā notīra caurules galu, lai no tās virsmas noņemtu materiāla zāģēšanas laikā radušos skrāpējumus un urbumus;
- uz caurules ir piestiprināts savienojums;
- pēc tam caurule tiek ievietota iespīlēšanas ierīcē, ar kuras palīdzību tiek veikta tālāka paplašināšana;
- tad jāsāk pievilkt instrumenta skrūvi, līdz caurules gala leņķis sasniedz 45 grādus;
- pēc tam, kad caurules laukums ir gatavs savienošanai, tai ir jāpievelk savienojums un jāpievelk uzgriežņi.
Vairāk par procesu varat uzzināt tālāk esošajā videoklipā.










Nospiediet savienojuma metodi
Papildus visām iepriekš minētajām apkures cauruļu uzstādīšanas metodēm ir arī presēšanas metode. Lai šajā gadījumā savienotu vara elementus, ir nepieciešams iepriekš sagatavoto caurules galu ievietot savienojumā, līdz tas apstājas. Pēc tam būs jāizmanto hidrauliskā vai manuālā prese, caur kuru tiks nostiprinātas caurules.
Ja apkuri plānots montēt no biezsienu caurulēm, būs nepieciešami presējamie veidgabali ar speciālām kompresijas uzmavām. Šie elementi ļauj no iekšpuses saspiest caurules un veidgabalus apkurei, savukārt ārējie blīvējumi nodrošinās lielisku konstrukcijas hermētiskumu.
Vītņu tipa savienojumi
Diemžēl tirgū nav iespējams atrast vara caurules ar vītņotiem savienojumiem, un tāpēc apkures sistēmas daļu savienošanai ir ierasts izmantot veidgabalus, kuriem ir savienotājuzgrieznis.
Vara cauruļu savienošanai ar caurulēm, kas izgatavotas no citiem materiāliem, tiek izmantoti bronzas vai misiņa vītņoti veidgabali. To izmantošana novērš galvaniskās korozijas iespējamību.Gadījumā, ja caurules atšķiras pēc diametra, izmantojiet īpašus paplašinātājus.
Ņemot vērā mūsdienās izmantoto blīvējumu veidus vara apkures sistēmās, ir divu veidu vītņotie savienojumi:
- Koniska tipa konsolidācijas ("amerikāņu"). Šie elementi ir ieteicami apkures uzstādīšanai augstas temperatūras indikatoru apstākļos.
- Plakanā tipa savienojumi. Šādu materiālu dizainā ietilpst blīves, kas izgatavotas no dažādu krāsu polimēru materiāliem. Blīves ir nokrāsotas dažādās krāsās, lai norādītu temperatūru, kādā var strādāt ar šādiem elementiem.
Savienojuma shēma vara caurulēm
Pašmontāža
Cauruļvada uzstādīšana, izmantojot vara caurules, ir diezgan iespējama ar savām rokām. Lai to izdarītu, izmantojiet gāzes degli un lodmetālu, kas ir divu veidu - ciets un mīksts. Cietlodēšanu izmanto augstas temperatūras lodēšanai ūdensapgādes, gāzes un apkures komunikācijās. Mīksts - lodēšanai zemākā temperatūrā sadzīves apstākļos.

- šuves iekšpuses tīrīšana un slīpēšana;
- plūsmas pastas uzklāšana iekšpusē un ārā;
- savienojuma vietas sildīšana ar gāzes degli.
Izmantojiet šos padomus. Nenoņemiet urbumus pēc cauruļu malu apgriešanas ar smilšpapīru. Viens no cauruļu galiem ir jāpaplašina ar cauruļu paplašinātāju, lai tie ietilptu viens otrā
Uzklājot kušņu pastu, jāraugās, lai tās nebūtu par daudz un lodējot tā neiekļūtu caurules lūmenā.
Ir svarīgi nepārkarst krustojumu, pietiek ar 15-20 sekundēm, lai iegūtu efektu.Sildīšana tiek pārtraukta, kad plūsma iegūst sudraba krāsu.
Pirms gatavās sistēmas palaišanas vēlams to izskalot ar lielu ūdens spiedienu, lai no uzstādīšanas procesa noņemtu visas daļiņas.
Strādājot ar atklātu liesmu, ir jāievēro drošības pasākumi. Šo darbu laikā ir vērts parūpēties par dzīvību un veselību.
Vara cauruļvadi savu lielisko īpašību dēļ ir pierādījuši sevi kā uzticamu apkures sistēmas variantu, kā arī karstā un aukstā ūdens apgādes iespēju.
Klasifikācija pēc ražošanas materiāliem
Materiāla izvēle ir atkarīga no ekspluatācijas slodzēm - spiediena, šķidruma plūsmas, (dažkārt arī no tā blīvuma), kā arī no hidrauliskās pretestības līmeņa. Galu galā armatūra ir papildu plūsmas barjera, ko izraisa dažādi blakus esošie elementi - blīves un paša izstrādājuma dizaina iezīmes - plūdmaiņu, izciļņu, izliekuma rādiusu, pārejas posmu utt.
Materiāli, kas ir ieteicami attiecīgo detaļu ražošanai, tiek izvēlēti arī, ņemot vērā to ražošanas iespējas:
- Čuguns. Biežāk izmanto čugunus ar mezglaino grafītu (VCh100 marka), kam ir pietiekama izturība un apmierinoša elastība. Diezgan bieži ir adapteri, kas izgatavoti no SCH30 vai SCH35 kaļamā čuguna, kā arī KCh35-10 vai KCh 37-12 kaļamā čuguna. Dažos gadījumos gatavie izstrādājumi tiek cinkoti, lai uzlabotu to noformējumu.
- Tērauds. Pārsvarā tiek izmantots 08X18H10 nerūsējošais tērauds, kā arī tā ārvalstu kolēģi. Citas markas tiek izmantotas sistēmās, kas paredzētas korozīvu vielu sūknēšanai paaugstinātā temperatūrā, kas ir piesārņota ar abrazīvām daļiņām.Šeit tiek izmantots tērauda tips 45X. 40HN. 40HNM un tamlīdzīgi.
- Misiņš. Izmantojot plastiskās deformācijas tehnoloģiju, tie vadās pēc deformējamā misiņa zīmoliem: parastais no L70, daudzkomponentu - LA-77-2, LN 65-5. No liešanas misiņa - LTs40S, LTs25S2 utt.
- Metāla plastmasa uz deformējama alumīnija un polietilēna PE-X vai PE-RT marku bāzes.
- Zema spiediena polietilēns (HDPE). Pie zemām ekspluatācijas slodzēm tiek izmantoti polimēri, kas ražoti saskaņā ar GOST 16338-85 tehniskajām prasībām.

Armatūra HDPE caurulēm: veidgabalu veidi un cauruļvadu savienošanas iespējas Būvniecībā arvien vairāk tiek izmantoti cauruļvadi no HDPE. Tāpēc pieaug arī pieprasījums pēc stiegrojuma elementiem. Ar viņu palīdzību cauruļu uzstādīšana kļūst vienkārša un ātra ...










Vara izstrādājumu šķirnes
Šobrīd ir vairākas vara cauruļu šķirnes. Zemāk ir norādīti galvenie.
Pēc pieraksta
Šādas caurules tiek izmantotas paredzētajam mērķim:
- mēbelēm - no hroma - 25 mm;
- komerciālām iekārtām - ovāls izstrādājums - 25 mm;
- mēbeļu balstu ražošanā - 50 mm (bārs);
- virtuves telpai - 50 un 26 mm (margas un stienis).
Mēbeļu ražošanā tiek izmantota mēbeļu hromēta caurule. To izmanto galvenajā mēbeļu konstrukcijā - kā metāla stieni. Atšķirībā no apaļas, tam ir taisnstūra šķērsgriezums. Visbiežāk izmantotais profils ir 40*100, 40*80, 50*50.
To uzstāda tikai uz līdzenas virsmas, kā arī izmanto remontā un auto rūpnīcās - veidojot stingru rāmi.
Saskaņā ar ražošanas metodi
Atkarībā no ražošanas metodes tiek izmantotas šādas vara caurules:
Neatlaidināts vara cauruļvads.Tas ir izgatavots no tīra metāla, izmantojot štancēšanu.
Tam ir augsta stiepes izturība. Šajā gadījumā metāls kļūst mazāk elastīgs, un pēc tam šādas caurules lietošanai ir daži ierobežojumi.
Rūdītas vara caurules ir plastmasas, šī kvalitāte atvieglo uzstādīšanas procesu
Rūdīta vara caurule. Tas iziet cauri īpašai apstrādes tehnoloģijai. To uzkarsē līdz 700 grādiem pēc Celsija un pēc tam atdzesē. Šajā gadījumā cauruļvada elementi kļūst mazāk spēcīgi, bet elastīgāki.
Turklāt tie labi stiepjas - pirms lūšanas to garums palielinās 1,5 reizes.
Atlaidinātie cauruļvadu izstrādājumi ir mīkstāki, tāpēc to uzstādīšana ir ātrāka un vienkāršāka.
Pēc sekcijas formas
Pēc sekcijas formas tie izšķir:
- apaļas ūdens caurules;
- cauruļvada elementi ar taisnstūra formu. Tos izmanto, lai izveidotu vadītājus elektrisko iekārtu statora tinumā, kas tiek atdzesēts ar šķidruma metodi.
Vara cauruļu izmērus var noteikt pēc ārējā diametra, kas ir 12–267 mm. Šajā gadījumā jebkura izmēra caurules noteiktais sienas biezums ir 0,6–3 mm.
Ievadot gāzi mājās, tiek izmantotas caurules, kuru biezums ir vismaz 1 mm.
Instalējot santehniku, daudzos gadījumos tiek izmantota vara santehnikas caurule, kuras izmēri ir šādi: 12, 15, 18, 22 x 1 mm, 28, 35, 42 x 1,5 mm un 52 x 2 mm.
Atbilstoši cietības pakāpei
Atbilstoši cietības pakāpei Tiek izmantotas vara caurules, piemēram:
Mīksts. Apzīmējums ir M vai W. Tie spēj izturēt izplešanos bez plaisāšanas un plīsumiem, kad ārējais diametrs izplešas par 25%.
Šādi cauruļvadu izstrādājumi tiek izmantoti, veidojot apkures sistēmu vai ieguldot cauruļvadus patērētāju ūdens apgādei. Tajā pašā laikā tiek veikts cauruļvadu staru sadalījums santehnikas un apkures ierīcēm.
Mīkstie cauruļvadu elementi vairumā gadījumu tiek izmantoti ūdensvadu būvniecībā un remontā. To savienojums tiek uzskatīts par vienkāršāko - dokstaciju var veikt, neizmantojot papildu aprīkojumu.








Vara caurules var izturēt caur tām transportēto šķidrumu augsto temperatūru
Pusciets. Tiem ir šādi apzīmējumi - P vai NN. Šādi cauruļvadu izstrādājumi spēj izturēt izplešanos ar diametra pieaugumu par 15%.
Kad tie ir uzstādīti, tiek izmantota apkure, lai savienotu caurules, neizmantojot veidgabalus. Puscieto izstrādājumu locīšanai vai atlocīšanai izmanto cauruļu liektāju vara caurulēm.
Ciets. Tie ir apzīmēti ar šādiem burtiem - T vai H. Kad tie ir uzstādīti, sadale tiek veikta tikai apkures laikā. Lai saliektu cauruli, izmantojiet cauruļu liekēju.
Pēdējie 2 vara izstrādājumu veidi tiek izmantoti dažādu automaģistrāļu būvniecībā.
Šādas detaļas tiek izmantotas arī cauruļvada būvniecībā, kam vajadzētu palielināt mehānisko izturību.
Šādu cauruļu blīvēšana tiek uzskatīta par svarīgu procesu. Galu galā to atdalīšana var notikt jebkurā laikā - piemēram, kad hermētiķis ir iztērēts. Šādas situācijas gadījumā būs nepieciešams pilnībā pārtaisīt locītavas.
Tinumu veidi
Ražotāji vara caurulēm izmanto dažāda veida tinumus:
- FUM lente. Šo lenti izmanto visu veidu vītņotos savienojumos;
- sacietējošs hermētiķis santehnikai. Šāds materiāls tiek izmantots gan dažādos uzņēmumos, gan ikdienas dzīvē;
- paštaisīts hermētiķis santehnikai.Caurules, kas ir uzstādītas 40. gadu mājās, neplūst.
Šo metodi var izmantot arī tad, ja ir nepieciešams veikt apkuri no vara caurulēm.
Ja sarkanais svins nav pieejams, tad jāizmanto parastā PF krāsa.
Blīvēšana, strādājot ar šķidrumu vadošām sistēmām, ir obligāta