- Padomi un triki
- Lodēšana
- Kā pareizi ieeļļot jaucējkrānu
- Blīvlentu veidi
- Anaerobās līmes hermētiķi
- Sakabes
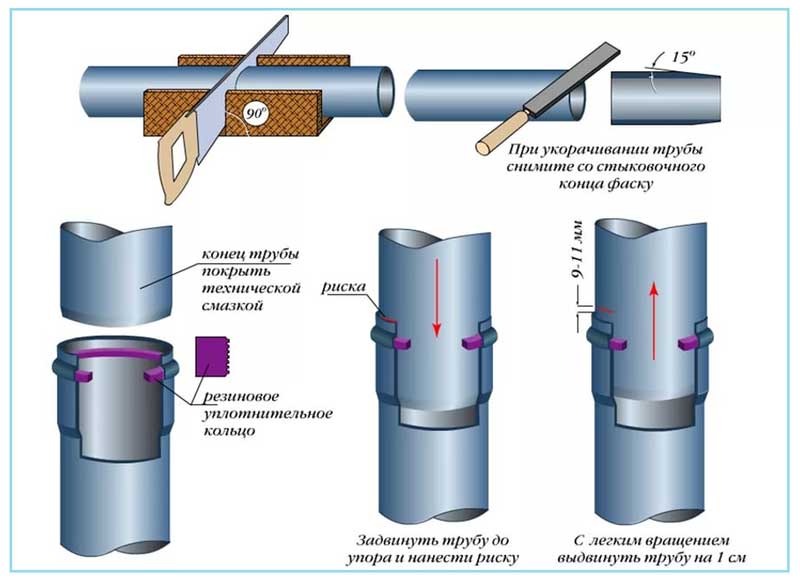
- Docking caurules izgatavotas no metāla un plastmasas
- Gāzes cauruļu atloku savienojums
- GOI pulēšanas pasta Archimedes Norma
- 1. tabula Abrazīvs GOST 3647-80
- Kas ir pulēšanas spēja
- Pārklāšanas kārtība
- Uzklāšanas secība ir šāda:
- Veļa
- Kuru blīvējumu labāk izvēlēties apkures sistēmas uzstādīšanai
- Termohermētiķu mērķis un dažādība
- Blīvlentes galvenās tehniskās īpašības
- Vara lodēšanas noteikumi
- Lielo detaļu lodēšana
- Lodēšanas vadi vai stieple
- Lodēšanas trauki vai lodēšanas caurumi varā
- Savienojumu hermētiskuma pārbaudes metodes
- Vītņoto veidgabalu uzstādīšanas iezīmes
- Soli pa solim uzstādīšanas instrukcijas
- Metāla cauruļu savienojums bez vītnes
- Blīvējums ar lina diegu
- Jautājums par iepakojumu
Padomi un triki
Profesionāli meistari dalās ar vairākiem ieteikumiem, kā padarīt vītņoto savienojumu blīvējumu visvienkāršāko un izturīgāko.
- Nebaidieties, ka nesacietējušais hermētiķis iznāks no caurules iekšpuses. Tas nesacietēs un ūdens apgādes sistēmas darbības laikā tas vienkārši tiks nomazgāts ar ūdeni. Anaerobie gēli ir pilnīgi nekaitīgi, taču tomēr labāk ir kādu laiku atstāt jaucējkrānu atvērtu, lai pilnībā noņemtu lieko hermētiķi.
- Skrūvējot savienojumus, kas apstrādāti ar vītņu hermētiķi, nav nepieciešams pievilkt vītnes ar uzgriežņu atslēgām. Pietiks ar maksimālo roku piepūli, taču to tiešām vajag ietīt ar visu spēku.
- Ja caurule ir trausla, jums nav jāmēģina atritināt ar hermētiķiem apstrādāto savienojumu. Siltums jāpieliek nekavējoties. Pietiks ar 170 grādiem.
- Ja iespējams, pagaidu instalācijām vislabāk ir atturēties no hermētiķu izmantošanas. Savienojumu demontāža prasīs daudz laika un pūļu, kas pilnībā neatmaksājas. Pagaidu lietošanai vislabāk ir izmantot hermētiķu pavedienus vai linu.
Lai uzzinātu par vītņu hermētiķa funkcijām, skatiet šo videoklipu.
Lodēšana
 Iekārtas polietilēna cauruļu lodēšanai
Iekārtas polietilēna cauruļu lodēšanai
Pareizāk būtu teikt sadurlodēšana. To izmanto arī polietilēna caurulēm. Nosacījums tās īstenošanai būs divu šarnīrveida daļu mobilitāte. Pretējā gadījumā process tiks pārtraukts. Efektivitātes ziņā tas nav zemāks par elektrofūziju. Lai veiktu darbu, jums būs nepieciešama moduļu iekārta. Tās sastāvdaļas ir hidrauliskais bloks, griezējs, lodāmurs un centralizators. Lai to pareizi lietotu, rīkojieties šādi:
- Ieliktņi tiek montēti īpašā skrūvspīlē atbilstoši apstrādājamās caurules izmēram.
- Caurules ir saspiestas. Neesiet dedzīgs, ja jūs pārāk pievelciet skrūves, tad gals zaudēs apļa formu, kas radīs problēmas.
- Lodētās vietas tiek attīrītas no netīrumiem un putekļiem.
- Celtniecības nazis vai cita ierīce novērš šķembas no slīpuma, ja tādas ir.
- Hidrauliskajā blokā vārsts lēnām atveras, pirms sākas komponentu kustība uz centralizatora. Spiediena vērtība ir atzīmēta kā darba.
- Daļas tiek audzētas, starp tām tiek ievietots trimmeris. Tas sāk darboties, un pārnesumu pārslēgšana tiek veikta vēlreiz. Pēc dažiem nažu pagriezieniem ierīci var pacelt.
- Lai pārbaudītu savienojuma pareizību un vienmērīgumu, sprauslas atkal tiek pārvietotas un labi pārbaudītas.
- Savienojumi tiek attaukoti ar šķīdinātāju vai spirta salveti.
- Lodāmurs ir uzkarsēts.
- Pēc iestatītās temperatūras sasniegšanas tas tiek uzstādīts starp detaļām.
- Spiediens lodēšanai tiek iestatīts saskaņā ar tabulu un atkal tiek pārbīdīti centralizatora moduļi. Tie tiek turēti sasprindzināti līdz veidojas 1 mm pieplūdums.
- Pēc tam spiediens tiek atbrīvots, un tie sasilst vēl dažas sekundes.
- Daļas atdalās, un sildītājs tiek noņemts. 5 sekunžu laikā tie atkal jāpievieno strāvai vēl 5 sekundes. Pēc tam spēks tiek noņemts un tiek gaidīts dzesēšanas laiks.
Līdz dzesēšanai norādītā laika perioda beigām nekādā gadījumā nedrīkst noņemt skrūvspīles vai nekādā veidā sagāzt caurules. Tas var izraisīt spiediena samazināšanos.
Kā pareizi ieeļļot jaucējkrānu
Vispārējais jebkura gāzes vārsta remonta algoritms ir šāds:
- Izslēdziet gāzes padevi.
- Atvienojiet strāvas padevi sadales skapī. Ja kāda iemesla dēļ piekļuve tur ir bloķēta, izslēdziet visas elektriskās ierīces un lampas no rozetēm.
- Izņemiet visus uzliesmojošos materiālus un piederumus (ieskaitot sērkociņus, šķīdinātājus utt.).
- Aizveriet virtuves durvis un atveriet logu.
- Demontējiet jaucējkrānu.
- Pievienojiet stāvvada cauruli ar mitru drānu.
- Uzklājiet smērvielu.
- Noņemiet lupatas un salieciet jaucējkrānu.
- Izvēdiniet telpu.
Celtņa demontāža prasa pieredzi un ārkārtīgu precizitāti.Ja nepieciešams ieeļļot gāzes vadu uz plīts, jums būs jānoņem grozāmie šķīvji (karogi) un priekšējais vai augšējais panelis zem tiem. Atvērsies jaucējkrāna ierīce.

Hephaestus tipa krāsnīm nav nepieciešams pacelt paneli ar degļiem - priekšējais vāks tiek noņemts pats, savukārt tas ir diezgan vienkārši, jo tas ir piestiprināts pie pašvītņojošām skrūvēm. Vārsti tiek fiksēti ar atlokiem ar divām skrūvēm – lai tās noņemtu, būs nepieciešams Phillips skrūvgriezis.
Blīvlentu veidi
Šis materiāls tiek ražots tinuma veidā uz spoles, kuras garums ir līdz 10 metriem. To veiksmīgi izmanto cauruļu vītņu uztīšanai spiediena sistēmās, ieskaitot santehniku, gāzi un apkuri.
Tā mērķis šuvēs ir deformējama pildviela, kas darbojas kā vītņu smērviela, veicinot hermētiskuma palielināšanos. Šis blīvējums ir pieejams 3 veidos:
- 1. tips - izmantošanai cauruļvadu sistēmās agresīvu šķidrumu transportēšanai, ko izmanto, izmantojot attīrītu vazelīnu;
- 2. tips - spēcīgu oksidētāju sūknēšanai, kas aizliedz izmantot papildu hermētiķi eļļu veidā;
- 3. tips - izmanto salīdzinoši tīru šķidrumu un gāzu transportēšanai, eļļošanas izmantošana ir izslēgta.
Anaerobās līmes hermētiķi
Šim materiālam ir laba viskozitāte un šķidruma konsistence. Viņi var atrasties ilgu laiku brīvā dabā, nemainot to īpašības. Kad tie nonāk vītņotos savienojumos, kur nav gaisa, tie polimerizējas bez saraušanās. Rezultāts ir ļoti spēcīga un cieta viela, kas pēc īpašībām ir līdzīga plastmasai. Tas nodrošina lielisku blīvējumu un pilnībā aizpilda vītnes spraugu neatkarīgi no šķidruma vai gāzes spiediena caurulēs.Svarīga anaerobo līmju priekšrocība ir tā, ka tās pārvēršas par cietu vielu tikai vītņotos savienojumos, un brīvā dabā tās paliek šķidras un neaizsprosto iekārtas un vārstus. Tos var viegli noņemt no virsmas. Šo materiālu plaši izmanto rūpniecībā.
Anaerobās līmvielas var viegli uzklāt tieši no iepakojuma. Veicot lielapjoma darbus, ir vērts izmantot dozatorus. Dažādu veidu līmēm ir atšķirīgs vielas polimerizācijas laiks, no 3 minūtēm līdz vairākām stundām. Konkrētas līmes izvēle ir atkarīga no tehniskā uzdevuma. Ja nepieciešama ātra uzstādīšana, izmantojiet līmi ar īsu sacietēšanas laiku. Situācijā, kad savienojums ir jāpielāgo, tad var izvēlēties līmi, kas pēc kāda laika iegūst galīgo formu.
Savienojumu, kas noslēgts ar anaerobo līmi, var izjaukt, izmantojot parastos instrumentus. Pēc sacietēšanas līme nav toksiska, tāpēc tā ir piemērota pārtikas rūpniecībai. Anaerobo hermētiķu darba temperatūra ir no -55 līdz +150 grādiem pēc Celsija. Daži līmes veidi var izturēt līdz pat +200 grādiem. Īslaicīgi pakļauti augstākai temperatūrai, tie var turpināt veikt savu darbu, nemainot īpašības.
Anaerobo līmju izmaksas ir augstākas nekā cita veida hermētiķi. Tomēr viņi pilnībā izstrādā deklarēto cenu. Savienojuma uzticamība, izmantojot anaerobo līmi, ir daudz augstāka nekā jebkura cita materiāla uzticamība. Katrs īpašnieks pats izvēlas, kas viņam ir svarīgāks: pārliecība un uzticamība vai lielu zaudējumu iespējamība sistēmas bojājuma gadījumā.
Neapšaubāmas anaerobās līmes-hermētiķa priekšrocības ir lietošanas vienkāršība, blīvēšanas vītnes neatkarīgi no spēka, vienkārša sistēmas uzstādīšana eļļošanas dēļ, spēja izturēt lielāku gāzes vai šķidruma spiedienu, labāka cenas un kvalitātes attiecība, šķidras formas saglabāšana atklātā laukā. gaiss.
Šīs vielas trūkumi ietver neiespējamību izmantot oksidējošā un skābekļa vidē un zemā temperatūrā, jo palielinās polimerizācijas laiks. Šo kompozīciju var izmantot tikai sausiem pavedieniem, un to nav ieteicams izmantot cauruļu, kuru diametrs ir lielāks par M80, uzstādīšanai.
Sakabes
Remontējot gāzes un ūdens sistēmas vai ieliekot jaunas, rodas jautājums: kā vislabāk savienot stāvvadus un noblīvēt radušos savienojumus.
Ja mēs runājam par noņemamiem savienojumiem, tad vislabāk ir savienot stāvvadus ar savienojumu palīdzību. Tos var izmantot gan veidgabalu veidā, gan kā adapterus, ja lineārie izmēri, ieskaitot vītņoto cauruļu savienojumu diametrus, ir atšķirīgi.
- uzticamība;
- sortimenta pieejamība un plašums;
- ātrums, viegla montāža un demontāža;
- lēts.
Atkarībā no stāvvadu veidiem tiek ražoti līdzīgi savienojošie veidgabali. Hermētiķis tiek izvēlēts tādā pašā veidā. Ja metāla veidgabali visbiežāk tiek noslēgti ar tauvu ar eļļas krāsu, tad plastmasas detaļām vislabāk piemērota FUM lente un sintētiskais hermētiķis, jo īpaši anaerobs hermētiķis.
Docking caurules izgatavotas no metāla un plastmasas
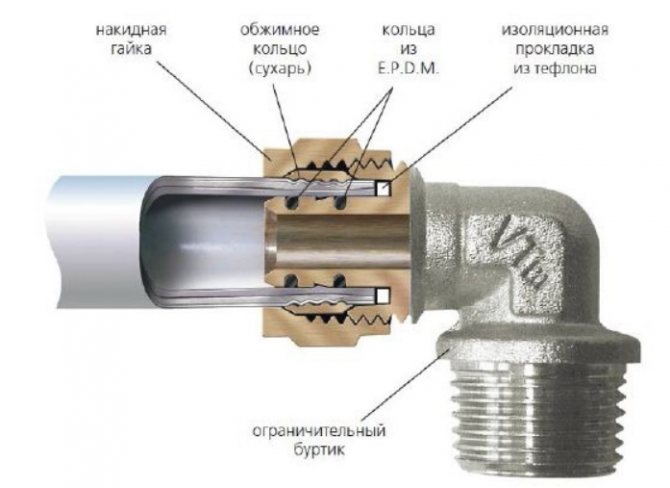
Polimēru cauruļu popularitāte sadzīves maģistrālēs bieži vien prasa to savienojumu ar esošajām metāla caurulēm. Šim nolūkam tiek izmantoti īpaši adapteri. Visizplatītākie no tiem ir armatūra, ko sauc par "amerikāņu" vai "nipelis".







Amerikāņu adapteris sastāv no divām daļām. Metāla daļas vienā galā tiek uzlikta ārējā vai iekšējā vītne atkarībā no pievienojamās caurules griešanas veida. Otrā galā ir ārējā vītne. Otrā daļa ir izgatavota no plastmasas, kas beidzas ar savienotājuzgriezni ar iekšējo vītni. Abas daļas ir savstarpēji savienotas, uzskrūvējot uzgriezni uz metāla elementa vītnes. Savienojumu blīvējums - caur blīvējuma blīvi savienotājuzgriežņa iekšpusē.
Amerikāņu adapteris, kas savieno metālu un plastmasu
Adaptera pirmā daļa ir ieskrūvēta pievienojamajā metāla caurulē, un izplūdes caurule tiek piemetināta ar polimēra metināšanu pie plastmasas cauruļvada.
Nipelis ir polimēra uzmava, kuras iekšpusē ir pielodēta vītņota metāla daļa. Tas nodrošina savienojumu ar tērauda cauruli, un pati uzmava ir piemetināta plastmasas cauruļvadam.
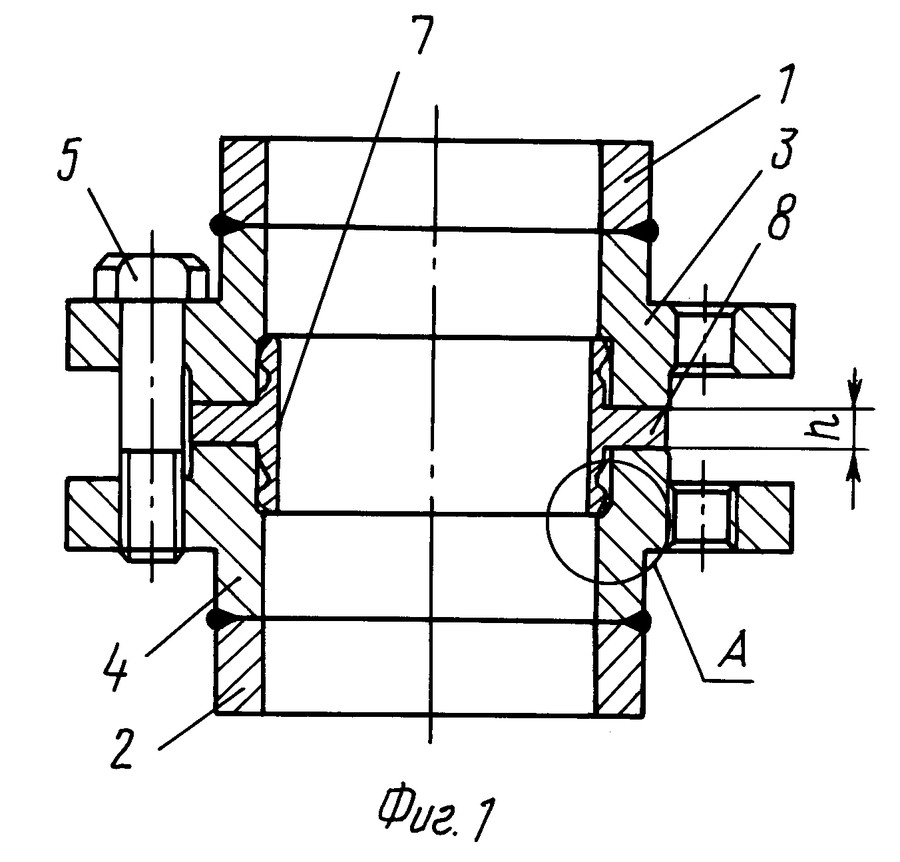
Gāzes cauruļu atloku savienojums
 Atloka savienojums ir visizplatītākais noņemamo cauruļu savienojuma veids.
Atloka savienojums ir visizplatītākais noņemamo cauruļu savienojuma veids.
Pateicoties dizaina vienkāršībai, vienkāršai izjaukšanai un montāžai. Bet tajā pašā laikā ir augstas darba izmaksas un zema savienojuma uzticamība salīdzinājumā ar metinātu.
Un, ja mainās transportētās vides spiediens, var rasties gāzes noplūde.
Atloka savienojums sastāv no:
- no 2 atlokiem;
- stiprinājumi - kniedes, skrūves, uzgriežņi;
- O veida gredzens vai blīve.
Visbiežāk izmanto tehniskās gumijas blīves, azbesta kartons vai loksnes paronīts.
Sveiki dārgie lasītāji. Jautājums par to, kā noblīvēt vītnes uz gāzes caurules, ir diezgan būtisks. Galu galā šī ir ļoti neaizsargāta joma. Šeit notiek lielākā daļa noplūžu.
GOI pulēšanas pasta Archimedes Norma
Paste GOI pulēšana Archimedes Norma līdzeklis metālu, stikla un plastmasas pulēšanai. To var izmantot arī virsmas sagatavošanai pulēšanai. Pasta ļauj izmantot gan manuāli, gan mehāniski visu veidu krāsām. Pasta paredzēta, lai noņemtu: oksidētu virsmas slāni; pigmentētas krāsas zonas; pārklājuma defekti; skrāpējumi un skrambas; spītīgas kukaiņu pēdas.
1. tabula Abrazīvs GOST 3647-80
| Grupas | Istabas | Grupas | Istabas |
| grauds | Graudu izmērs µm | grauds | Apzīmējums |
| Graudu slīpēšana | Slīpēšanas pulveri | ||
| Stikls, korunds vai maisījums | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Mikro slīpēšanas pulveri | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Procentuālais sastāvs. | rupjš | Vidēja | Tievs |
| Hroma oksīds | 81 | 76 | 74 |
| silikagels | 2 | 2 | 1,8 |
| stearīnskābe | 10 | 10 | 10 |
| sadalīt taukus | 5 | 10 | 10 |
| oleīnskābe | — | — | 2 |
| bikarbonāta soda | — | — | 0,21 |
| petroleja | 2 | 2 | 2 |

Rīsi. 3 . Abrazīvie pulveri un pastas GOI.
Kas ir pulēšanas spēja
Standarta pulēšanas spējas pārbaude tiek veikta šādi - rūdīta tērauda vai misiņa plāksnes haotiskas kustības tiek veiktas uz čuguna plāksnes, kuras izmēri ir 400 x 450 mm. kopā dodot 40 metrus ceļa pie noteikta spiediena. Rupja pasta noņem aptuveni 40 mikronus metāla. vidējs, apmēram 5 mikroni, plāns 0,25 mikroni.
Pārklāšanas kārtība
Spraudvārsti tiek ražoti 3 veidu: ar čuguna korpusu un misiņa aizbāzni, ar misiņa korpusu un misiņa aizbāzni un pilnībā no čuguna.
Uzklāšanas secība ir šāda:
- Ja vārsts ir savīti no caurules, tad korpusu ar lielu konusa diametru uz augšu iespiež īvē ar nelielu spēku, lai nesabojātu korpusu:
- GOI vidējo pastu atšķaida ar petroleju un vienmērīgi uzklāj ar otu uz korķa korpusa;
- Poga ir savienota ar īpašu vītņotu caurumu konusa apakšā;
- Korķis tiek ievietots korpusā un vairākas reizes pagriezts ar vieglu spiedienu;
- Kāpēc ar roku tiek veiktas 5 - 6 kustības par aptuveni 180 °, ja uz korķa vai korpusa nav nopietnu rievu, tad ar to pilnīgi pietiek;
- Noņemiet un pārbaudiet korķi, ja uz tā parādās melnas pastas vagas, ir nepieciešams noslaucīt detaļas un atkārtot mēģinājumu, līdz melnums pazūd;
- Pēc tam uzmanīgi noslaukiet korķi un korpusu. Uzklājiet vairākas krīta gareniskās sloksnes uz konusa, ievietojiet aizbāzni un pagrieziet to, pēc tam pārbaudiet, krīta iegriezumiem jābūt vienmērīgi sadalītiem pa visu savienojošo daļu virsmu;
- Pēc tam atkal rūpīgi noslauka savienojuma virsmas un pēc gāzes vārstu blīvējuma smērvielas uzklāšanas tiek montētas. Vītņotie caurumi jāpievelk ar paku vai dūmu. lente ir labāka ar blīvējuma smērvielu. Gāzes krānu blīvējuma smērvielu var iegādāties specializētā santehnikas veikalā vai pasūtīt no daudziem tiešsaistes resursiem.
Visbeidzot pārbaudīts, vai nav noplūdes ar ziepjūdeni, burbuļu piepūšana nav pieļaujama.
Lai jaucējkrāns darbotos pareizi, ir nepieciešams, lai spraudņa rotācija jaucējkrāna korpusā notiktu bez piepūles, nodrošinot drošu blīvējumu. Šiem nolūkiem tiek izmantoti īpaši blīvēšanas un pretberzes savienojumi.Blīvējošām smērvielām ir cietāka koncentrācija, un tās izmanto savienojošo daļu blīvēšanai. Pretberzes smērvielas ir mazāk viskozas un ir paredzētas kustīgo daļu atdalīšanai. Smērvielām ir jānodrošina uzticama darbība, uzkarsējot līdz 300C. Blīvējuma sastāvam pievieno tādas cietas vielas kā grafīts vai fluoroplastmasas skaidas. Pretberzes smērvielu pamatā var būt smērviela vai silikons.
Veļa

Lina diegs ir veca, bet pārbaudīta blīvēšanas metode. Turklāt to var iegādāties santehnikas veikalos.
Pirms pērkat, jums jāņem vērā daži faktori:
- kāds ir dzīslas biezums;
- vai ir nepatīkama smaka vai gružu daļiņas;
- Vai vītne ir pietiekami elastīga?
Jāpatur prātā arī tas, ka lins nav piemērots visām cauruļvadu sistēmām. Ūdens un temperatūra noved pie sabrukšanas, un apkures sistēmā tas īsā laikā izdegs.








Mūsdienu blīvēšanas pastas labāk veicina savienojumu veidgabalu un gāzes cauruļu rūsu.

Minimālais dzelzs parasti ir visvairāk izmantotais materiāls. Pašu makaroni ir lēti un jautri. Lai to izdarītu, ņem baltumu un ielej nedaudz žāvēšanas eļļas, maisa maisījumu, līdz tas pēc konsistences kļūst līdzīgs skābajam krējumam.
To vajadzētu uzklāt nelielā, plānā kārtā tieši uz paša pavediena. Materiāla vienmērīga sadalīšana un žāvēšana. Sarkanais svina balts vislabāk darbojas ar tērauda caurulēm.
Sakarā ar to, ka augšējais dzelzs slānis ir oksidēts, nešķīstošie savienojumi pēc maģijas principa nelaiž cauri ozona molekulas.
Pērciet lietošanai gatavas hermētiskās pastas specializētajos veikalos:
Gebatout 2 (pasta uz minerālu pildvielu un sintētisku polimēru bāzes). Pastum GAS (korozijas inhibitors, pildvielas).
Multipak (dabiskā parafīna eļļa ar minerālvielu iekļaušanu). Unipak (dabīgi minerāli, taukskābes). Iepriekš minēto līdzekļu trūkums nemaz nav problēma.
Darba process ir šāds: daļu linu atdalām no visas šķeteres, divus sērkociņus biezumā. Mēs uztinam uz vītņota savienojuma, sākot no caurules pamatnes un līdz galam.
Pēc tam izveidoto struktūru pārklājam ar pastu, tas ir nepieciešams, lai savienojumi cieši turētos kopā.
Kuru blīvējumu labāk izvēlēties apkures sistēmas uzstādīšanai
Līdz šim galvenie kritēriji, lai izvēlētos labāko tehnoloģiju diegu blīvēšanai apkures sistēmas savienojumos, ir pieredze un materiāli, ar kuriem jāstrādā.
Tātad, strādājot ar čuguna radiatoriem un vārstiem, vislabākais variants tiem ir izmantot lina šķipsnu ar santehnikas pastu vai silikona karstumizturīgu hermētiķi.
Maza diametra savienojumiem līdz 25 mm no firmas veidgabaliem ieteicams izmantot FUM lenti vai līmlenti.
Lai uzstādītu krānus vai pievienotu tērauda, alumīnija vai bimetāla radiatorus, varat izmantot visu savienojumu blīvēšanas veidu arsenālu.
Vienīgais, kam jāpievērš uzmanība, ir tas, ka, uzstādot vara cauruļvadus, rūpīgi jāizpēta hermētiķa instrukcijas, lai izslēgtu līmes un krāsainā metāla sastāva nesaderību.
Termohermētiķu mērķis un dažādība
Jāpiebilst, ka bez hermētiķa ir grūti iztikt daudzās cilvēka dzīves jomās, sākot no ikdienas un beidzot ar rūpniecības sektoru. Galu galā, ko mēs darām, ja ir nepieciešams novērst spraugas, piemēram, starp sienu un logu rāmjiem? Tieši tā, ejam uz veikalu un nopērkam silikonu. Bet vai vienkārša līme pildīs visas savas funkcijas, pakļaujoties ļoti augstām temperatūrām? Atbilde uz šo jautājumu ir nepārprotama - nē. Protams, to temperatūras režīms ir diezgan liels, un atsevišķos gadījumos tas var sasniegt 200 ° C, bet bieži vien ar to nepietiek. Un ne visas blīvējošās vielas saglabā savas īpašības pat šajā temperatūrā.







Tātad, lai izolētu savienojumus uz "karstiem" objektiem, tiek izmantots karstumizturīgs hermētiķis. Tajos ietilpst karstā ūdens cauruļvadi, martena krāsnis, skursteņi, kamīni, dzinēji, tostarp automobiļu dzinēji, turbīnu elementi, kompresori, sūkņi, kā arī agregāti, kas darbojas ar tvaiku, ķīmiskās un gāzveida vidēs. Šādi hermētiķi ir sadalīti silikonā un silikātā.
Pirmais augstas temperatūras hermētiķis ir pastai līdzīga viela ar sarkanu, brūnu un sarkanbrūnu nokrāsu. Tās galvenā sastāvdaļa ir silikona gumija, un, pateicoties dzelzs oksīdiem, tiek sasniegta vēlamā karstumizturība. Šādi hermētiķi ir sadalīti neitrālos un skābos. Pēdējiem ir lietošanas ierobežojumi, jo cietēšanas laikā izdalītā skābe negatīvi ietekmē akmens, betona un metāla virsmas. Tāpēc šādas "agresīvas" kompozīcijas ir piemērotas darbam ar koku, stiklu, plastmasu un keramiku. Neitrālajiem nav ierobežojumu, jo šajā gadījumā vulkanizācijas laikā izdalās droši spirtu saturoši šķidrumi un ūdens.
Papildus sastāvam silikona hermētiķi tiek sadalīti arī atkarībā no pielietojuma jomas.
- Pārtikas produkti nesatur toksīnus un ir absolūti droši cilvēku veselībai.
- Sanitārā karstā kausējuma līme ir atradusi savu pielietojumu medicīnā.
- Karstumizturīgs hermētiķis dzinējam ir izturīgs pret agresīvām sastāvdaļām, antifrīzu, eļļām un citām autoķīmiskām vielām, kā arī paaugstinātu plastiskumu. Šim karstajam kausējumam parasti ir sarkana krāsa.
- Ļoti populāri ir arī augstas temperatūras hermētiķi krāsnīm. Tos izmanto rūpniecībā un ikdienas dzīvē krāšņu konstrukciju savienošanai.
- Universālās kompozīcijas var apstrādāt gandrīz visas virsmas un locītavas karstuma ietekmētajā zonā.
Silikāta hermētiķi ir karstumizturīgāki un var izturēt līdz 1500 ° C, tāpēc tos izmanto konstrukcijās, kas saskaras ar atklātu uguni. To pamatā ir nātrija silikāts. Krāsas dēļ šādus hermētiķus sauc arī par melniem. Vislabāk tos izmantot plaisu apstrādei kamīnos, skursteņos, krāsnīs, kurtuvēs, tai skaitā martenos, apkures katlos u.c.
Blīvlentes galvenās tehniskās īpašības
FUM lentei ir šādas īpašības:
- Samazināts berzes koeficients. Fluoroplastiskais blīvējums papildus plastiskumam ir slidens, kas vienkāršo armatūras uzstādīšanu.
- Termiskā stabilitāte, kas ļauj izturēt temperatūru līdz 260 grādiem, nesabojājot un nezaudējot blīvēšanas īpašības. Turklāt fluoroplastmasa ir ļoti efektīva dielektriķi.
- Spēks un plastiskums.No šī materiāla izgatavotie blīvējumi stabili strādā pie spiediena līdz 10 MPa un spēj izturēt īslaicīgas slodzes līdz 42 MPa, piemēram, tās, kas rodas hidraulisko triecienu laikā cauruļvadu sistēmās. No FUM lentes (fumka) izgatavotas plombas kalpošanas laiks noteikts 13 gadi. Gaismas iedarbībā sadalās ātrāk, bet tas nav mūsu gadījumā, tikai šis faktors ir jāņem vērā, organizējot materiāla uzglabāšanu.
- ķīmiskā pasivitāte. Nav pakļauts iznīcināšanai skābju un sārmu ietekmē, ko nosaka vienmērīgs fluora atomu sadalījums pa izstrādājuma virsmu. Šķīdinātāji, kas spēj iznīcināt šo hermētiķi, vēl nav izgudroti. Izturīgs pret sabrukšanas procesiem.
Kā pareizi izmantot FUM lenti gāzes un santehnikas caurulēm, mēs apsvērsim sīkāk.
Vara lodēšanas noteikumi
Ja nepieciešams lodēt vara izstrādājumu vai izstrādājumu, kas satur vara sastāvdaļas, nav iespējams sniegt viennozīmīgu atbildi, kā un kā to vislabāk izdarīt. Metodes un instrumentu izvēle ir atkarīga no daudziem faktoriem, piemēram, detaļu izmēra un svara, to sastāva. Tiek ņemta vērā arī slodze, kurai jāpakļauj jau pielodētie izstrādājumi. Lodēšanas paņēmieni ir vairāki, un labāk tos visus zināt, lai nepieciešamības gadījumā izvēlētos piemērotāko.
Lielo detaļu lodēšana
Vara kapilārās lodēšanas shēma.
Ja nepieciešams lodēt masīvas vai lielas detaļas, kuras ar lodāmuru nevar uzsildīt līdz vajadzīgajai temperatūrai, tiek izmantots lodlamps un vara lodmetāls. Šajā gadījumā plūsma ir boraks. Spēks vara-fosfora lodēt augstāka par standarta alvu.
Uz mehāniski notīrītas caurules vai stieples tiek uzklāts plāns plūsmas slānis.Pēc tam caurulei tiek uzlikts veidgabals, arī mehāniski notīrīts. Izmantojot gāzes degli, krustojumu karsē, līdz varš, kas pārklāts ar plūsmu, maina krāsu. Plūsmai vajadzētu kļūt sudrabainai krāsai, pēc kuras jūs varat pievienot lodēt. Lodmetāls uzreiz izkūst un iekļūst spraugā starp cauruli un veidgabalu. Kad uz cauruļu virsmas sāk palikt lodēšanas pilieni, lodmetāls tiek noņemts.
Nepārkarsējiet caurules, jo tas neveicina lielāka kapilārā efekta parādīšanos. Gluži pretēji, līdz melnumam uzkarsēts varš ir mazāk lodējams. Ja metāls sāk melnēt, apkure jāpārtrauc.
Lodēšanas vadi vai stieple
Lodmetālu uz cinka hlorīda bāzes nedrīkst izmantot plānu vara stiepļu lodēšanai, jo tas iznīcinās varu. Ja nav pieejama plūsma, šajā gadījumā jūs varat izšķīdināt aspirīna tableti 10-20 ml ūdens.
Vara metināšanas shēma inertās gāzes vidē.
Vara stiepli vai detaļas, kas izgatavotas no dažādu sekciju stieples, var viegli uzsildīt līdz vajadzīgajai temperatūrai, izmantojot lodāmuru. Temperatūras režīmam jābūt tādam, pie kura kūst lodmetāls, alva vai svina-alva, un ar to arī tiek veikta lodēšana. Fluusiem ir jāsatur kolofonijs vai tie ir izgatavoti no kolofonija, var izmantot lodēšanas eļļu vai pat pašu kolofoniju.
Stieples virsmu notīra no netīrumiem un oksīda plēves, pēc tam detaļas tiek alvotas. Šis process ietver plānas plūsmas vai kolofonija slāņa uzklāšanu uz sakarsētā vara un pēc tam lodēšanu, kas pēc iespējas vienmērīgāk tiek sadalīta pa virsmu ar lodāmuru.Detaļas, kuras nepieciešams savienot, savieno un atkal karsē ar lodāmuru, līdz jau sacietējušais lodmetāls atkal sāk kust. Kad tas notiek, lodāmurs tiek noņemts un savienojums atdziest.
Detaļas var saspiest skrūvspīlēs tā, lai attālums starp tām būtu 1-2 mm. Flux tiek uzklāts uz detaļām un uzsildīts. Atstarpei starp karstajām daļām tiek pievadīts lodējums, kas izkusīs un aizpildīs spraugu. Lodēšanas temperatūrai lodēšanai šādā veidā jābūt zemākai par vara kušanas temperatūru, lai detaļas nedeformētos. Detaļa atdziest, pēc tam to nomazgā ar ūdeni un apstrādā, ja nepieciešams, ar smilšpapīru līdz gludai un viendabīgai.
Lodēšanas trauki vai lodēšanas caurumi varā
Lodējot traukus, izmanto tīru alvu, kuras kušanas temperatūra ir augstāka par alvu vai svinu saturošu lodmetālu. Dažreiz lielu detaļu lodēšanai izmanto āmuru lodāmurus, kas tiek karsēti uz atklātas uguns ar gāzes degli vai pūtēju. Nākotnē viss notiek pēc standarta shēmas: tīrīšana, fluxing un alvošana, detaļu savienošana un karsēšana ar lodāmuru. Tieši šim lodāmuram ir ērti izmantot tīru alvas lodmetālu.
No iekšpuses veidgabalam, kā likums, ir apmale, kas neļauj to izvīt cauri caurulei. To var noņemt ar rupjo vīli, ja armatūra ir jāuzspiež uz caurules tālāk, nekā paredzēts, un nevajadzīgais caurums ir jāpielodē šādā veidā.
Savienojumu hermētiskuma pārbaudes metodes
Gāzes cauruļvada hermētiskumu pārbauda pa sekcijām.Situācijā ar daudzdzīvokļu mājām tiek izvēlēts segments no vietas, kur ēkā tiek iesūknēta degviela, līdz sadzīves tehnikas krāniem.
Sekcijas galos ir ievietoti spraudņi. Spiediens caurulēs pārsniedz standarta vērtības par 25%. Spiediena kritums ir iemesls, lai pārbaudītu savienojumus.
Savienojumu, zaru un iekārtu pieslēguma punktu integritāti pārbauda divos veidos:
- Ar gāzes noplūdes indikatoru.
- Uzklājot ziepju šķīdumu, emulsiju.
Pirmajā gadījumā ierīces digitālais, skaņas vai krāsu signāls jums paziņos par briesmām. Otrajā gadījumā jums jāuzrauga burbuļu izskats. To klātbūtne norāda uz savienojuma integritātes pārkāpumu.





Vītņoto veidgabalu uzstādīšanas iezīmes
Pateicoties dažāda veida vītņotiem veidgabaliem, cauruļvads spēj veikt vissarežģītākos līkumus un pagriezienus.

Visizplatītākais metāla/plastmasas konstrukciju savienošanas veids ir “amerikāņu” armatūra.Šāds elements, kura galos ir uzmava un vītne, ļauj ērti un ātri pieslēgt dažādas detaļas.
Populārākā ierīce polimēru un metāla elementu savienošanai ir amerikāņu furnitūra, kas ir pieejama dažādos izmēros. Ērts stiprinājums ar plastmasas uzmavu un metāla vītni ir ārkārtīgi viegli montējams, ļaujot īsā laikā izveidot uzticamu ciešu savienojumu.
Soli pa solim uzstādīšanas instrukcijas
Lai savienotu metāla cauruli ar polipropilēna vai citu plastmasas cauruli, jums:
Izmantojot īpašu lodāmuru, piemetiniet savienojuma uzmavu polimēra caurules galā un pēc tam pagaidiet, līdz savienojums atdziest.
Novediet metāla daļu uz otru "amerikāņu" galu un pēc tam pievelciet vītni. Savienojuma blīvēšanai vēlams to papildus aptīt gar vītni ar vienu vai diviem FUM lentes, tauvas vai linšķiedras slāņiem (var papildus pārklāt ar silikonu).
Armatūra vienmēr ir jāpievelk ar roku: instrumentu lietošana ir nevēlama un pat bīstama.
Speciālais aprīkojums neļauj pilnībā kontrolēt pieliktos spēkus, kas var izraisīt detaļas bojājumus.
Pēc darba pabeigšanas ir svarīgi pārbaudīt iegūtā stiprinājuma izturību. Lai to izdarītu, vienkārši ieslēdziet ūdeni un pārliecinieties, ka nav noplūdes.
Ja mitrums joprojām filtrējas caur savienojumu, varat mēģināt nedaudz pievilkt skrūvi. Ar turpmāku ūdens plūsmu ir nepieciešams vēlreiz atritināt pavedienu un vēlreiz veikt visas manipulācijas.
Gatavā savienojuma formu var mainīt, mīkstinot plastmasas daļu ar ēkas fēnu un pēc tam veicot projektam nepieciešamo izliekumu.
Metāla cauruļu savienojums bez vītnes
Pastāv situācijas, kad plastmasas caurule ir jāpievieno metāla līdziniekam, kuram nav vītnes.

Vītni uz caurules var uzklāt, izmantojot īpašu instrumentu - vītni. Specializētajos veikalos var atrast gan mehāniskus, gan elektriskus šādas ierīces modeļus.
Līdzīgu problēmu var atrisināt ar īpašu instrumentu, ko sauc par "vītnes griezēju" vai "vītnes griezēju", ar kuru jūs varat uzklāt rievas detaļai, kas izgatavota no tērauda vai čuguna.
Ir divas montāžas iespējas:
- Elektriskais, kurā ietilpst vairāki griezēji, kas paredzēti dažāda diametra caurulēm.Šādi modeļi ir ērti un viegli lietojami, taču tiem ir augstas izmaksas.
- Manuālais vītņgriezējs ir daudz lētāks, taču darbs ar to prasa lielāku fizisko spēku un noteiktas prasmes.
Vairāk par to, kā griezt vītnes uz caurulēm, varat lasīt mūsu rakstā.
Izmantojot vītņu griezējus, jums jāievēro daži vienkārši noteikumi:
Instrumentu nevar darbināt, ja caurule atrodas nelielā attālumā no sienas.
Elektriskais vītņgriezējs ātri uzsilst, tāpēc, apstrādājot vairākus priekšmetus, jums periodiski būs jāatpūšas.
Strādājot ar rokas džigu, ir svarīgi veikt pārmaiņus kustības, veicot pusapgriezienu uz priekšu un ceturtdaļu atpakaļ, līdz esat nogriezis diegu vēlamajā garumā.
Caurules vītņošanai nepieciešams rūpīgi iztīrīt cauruli, ja nepieciešams, noņemt esošo krāsu un noslīpēt metāla plūsmas. Pēc tam izgrebt ar elektrisku vai grebtu instrumentu.
Izgrieztās rievas labi notīra un ieeļļo ar cietu eļļu, eļļu vai citu smērvielu, un pēc tam izmanto savienošanai ar veidgabalu.
Blīvējums ar lina diegu
Šī metode ir vecākā. Tā padomju dzīvokļos tika noslēgti cauruļu savienojumi. Ja veikalā nav citu hermētiķu, tad linu un santehnikas pastas noteikti atradīs. Bet šim blīvējumam ir vairāki būtiski trūkumi:
- Saskaņā ar noteikumiem linus izmanto kopā ar žāvēšanas eļļu un sarkano svinu. Svins novērš savienojuma koroziju, un žūšanas eļļa aizpilda linu poras kā polimērs.Bet kvalitatīvu sastāvdaļu atrašana ir diezgan sarežģīta, tāpēc sarkano svinu bieži aizstāj ar dzelzi, kas tikai paātrina metāla komponentu oksidēšanos. Daži amatnieki izkļūt no situācijas, izmantojot automobiļu hermētiķus uz silikona bāzes.
- Lina diegu uzlikšanas sarežģītība uz diega. Tas, kas ir tik vienkārši pieredzējušiem santehniķiem, var radīt daudz grūtību nespeciālistam. Maz ticams, ka pirmo reizi būs iespējams pareizi uztīt linu uz savienojuma, un jebkura kļūda, veicot šo darbību, novedīs pie tā, ka blīvējums neizturēs ļoti ilgi.
- Lena ne pārāk labi panes mainīgos darba apstākļus. Tāpēc apkures sistēmās tā pavedieni sabruks daudz ātrāk. Arī šāda veida plombas labi nereaģē uz agresīvu vidi.
- Materiāla augstā higroskopiskums izraisa tā pietūkumu, kā rezultātā nepietiekami stipras locītavas var vienkārši pārsprāgt. Piemēram, alumīnija radiatoru blīvēšanai nav ieteicams izmantot linu.
Jautājums par iepakojumu
Gāzes savienojumu iesaiņojums ir aizsardzības līdzeklis pret noplūdēm. Procesam nepieciešams: lins un pasta vītņoto savienojumu ieguldīšanai.
- No izmantotās veļas tiek noplūkta neliela šķipsniņa.


- Ja uz vītnes nav iegriezumu, tie ir jāizveido. Tiek izmantots īpašs instruments.

Pateicoties iecirtumiem, veļa nenāk nost, skrūvējot diegu.
- Uztīšana sākas no vītnes gala. Turpinās uz beigām. Linam diezgan nedaudz jānosedz diega augšdaļa.


Šis tilpums ir pietiekams, lai lini nostiprinātos savienojumā.

Izrādās veikls savienojums.

- Linu ietin pastā.


- Gatavais savienojums ir pieskrūvēts.

- Amerikāņu savstarpējais elements ir uzvilkts (šeit tiek izmantota atslēga) un ietīts sildīšanas aparātā (radiatorā).


- Rezultāts.




