
- Sagatavošanās darbam
- Metāla-plastmasas cauruļu uzstādīšana
- Rīki
- Kompresijas savienojums
- Nospiediet savienojumu
- Push fit savienojums
- Sienas stiprinājums
- Fitting klasifikācija
- Sagatavošanas darbi pirms presēšanas
- Lietošanas instrukcija
- Gofrēšanas process
- Kas ir skalošana un nospiešana
- Metāla-plastmasas cauruļu montāža pats
- Pārbaudes daudzdzīvokļu ēkās
Sagatavošanās darbam
Visas mērīšanas iekārtas iepriekš jāpārbauda licencētā testēšanas laboratorijā. Hidrauliskais barošanas bloks ir savienots ar spiediena līniju, izmantojot pārbaudes spiediena kolektoru. Kolektoram ir iztukšošanas vārsts un manometrs. Spiediena mērītāji ir uzstādīti spiediena līnijas galā un sākumā.
Pirms cauruļu spiediena pārbaudes visiem vārstiem un aizbīdņiem jābūt aizvērtiem.
Sagatavošanās cauruļvada spiediena pārbaudei ietver šādas darbības:
- Ķēdes piepildīšana ar darba šķidrumu;
- līnijas piepildīšana, līdz tajā tiek izveidots spiediens, kas vienāds ar pārbaudes spiedienu;
- Pārbaudes instrumentu un aprīkojuma pievienošana vēlamajam šosejas posmam.
Metāla-plastmasas cauruļu uzstādīšana
Metāla-plastmasas cauruļvada uzstādīšana ietver vairākus posmus:
- Materiālu, instrumentu sagatavošana.
- Savienojumu uzstādīšana.
- Gatavā cauruļvada pārbaude.
Materiāla sagatavošana visu veidu savienojumiem ir vienāda.Caurules jāgriež saskaņā ar projektu. Mērot, ņemiet vērā armatūras garuma pārklāšanos.

Tā kā metāla plastmasu pārdod ruļļos, materiāls pirms uzstādīšanas ir jāiztaisno, velmējot cauruli uz līdzenas virsmas. Pirmkārt, caurule jāiesaiņo vairākos lupatu slāņos.
Rīki
Metāla-plastmasas komunikāciju uzstādīšanas instrumentu komplekts ir atkarīgs no tā, kuri veidgabali tiek izmantoti cauruļvada daļu savienošanai.
Lai montētu cauruļvadu no metāla-polimēra caurulēm, jums ir jābūt:
- cauruļu griezējs vai metāla zāģis materiāla griešanai;
- kalibrators - lai paplašinātu cauruli un piešķirtu aplim ideālas proporcijas;
- noapaļot - slīpēšanai;
- smilšpapīrs caurules malu atslāņošanai;
- regulējamas (vai uzgriežņu atslēgas) uzgriežņu atslēgas;
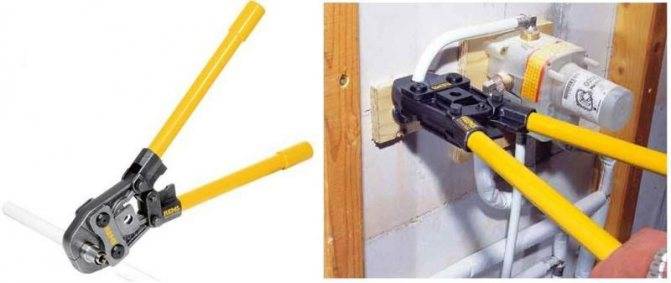
- presēšanas knaibles dažiem savienojumu veidiem;
- ēkas matu žāvētājs vai liekšanas ierīce, piemēram, smiltis.
Vēlams griezt ar šķērēm, taču var izmantot arī metāla zāģi vai asu nazi.
Kad malas ir sagatavotas savienošanai, caurule tiek ievietota veidgabalā. Ir vairāki veidi, kā savienot metāla plastmasas caurules savā starpā vai ar pāreju uz citu materiālu:
- kompresijas piederumi;
- preses savienojums;
- push fit.
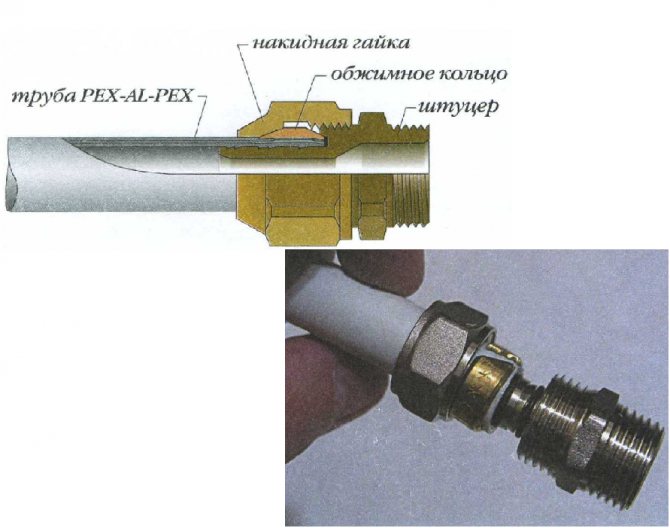
Kompresijas savienojums
Metāla-plastmasas cauruļu savienošana, izmantojot kompresijas veidgabalus, ir izplatīta un pieejama pašmontēšanai. Šādus mezglus var izjaukt un salikt no jauna. Uzstādīšanai būs nepieciešamas 2 uzgriežņu atslēgas.
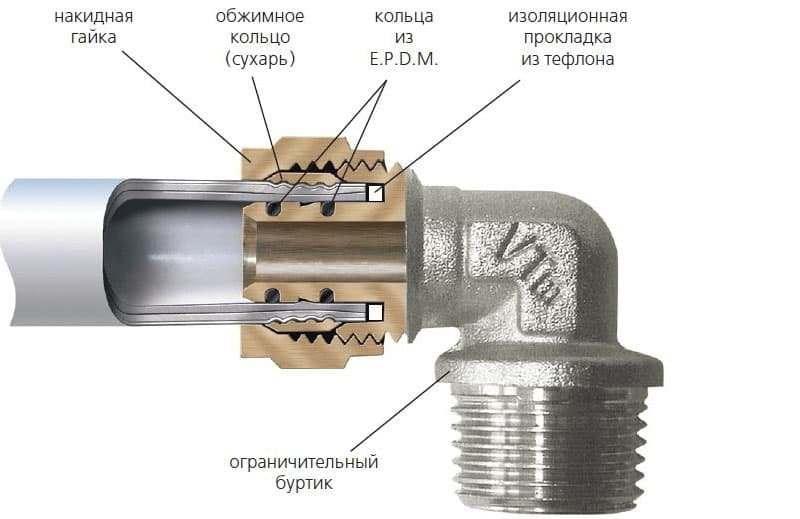
Instalācijas algoritms:
- Armatūra nav savīta un izjaukta. Caurules galā tiek uzlikts savienotājuzgrieznis un uzgalis.
- Caurules iekšpuse un veidgabala gals ar gumijas blīvi ir ieeļļoti ar biezām ziepju putām, lai atvieglotu izlīdzināšanas procesu. Šim pašam nolūkam iekšējais diametrs ir iepriekš uzliesmots ar kalibratoru. Šādi pasākumi novērsīs gumijas blīvju pārvietošanos.
- Armatūra tiek ievietota krustojumā, gredzens tiek pārvietots un uzgrieznis tiek pievilkts. Vīšanas process tiek veikts, izmantojot divus taustiņus.
Iegūtajam savienojumam ir nepieciešama periodiska kontrole un uzgriežņa pievilkšana noplūdes gadījumā.
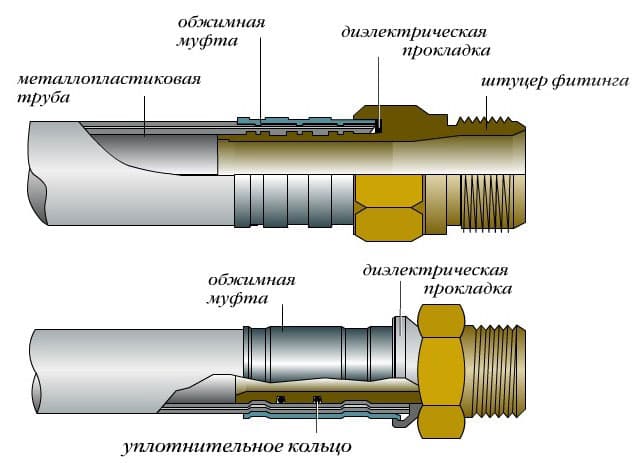
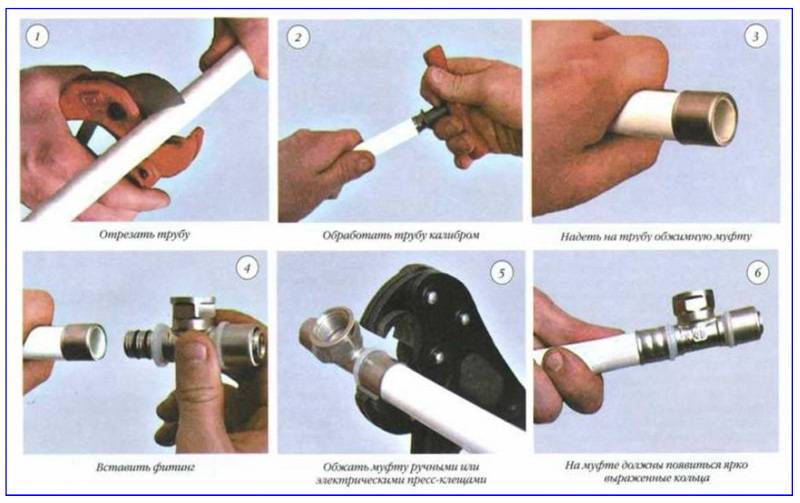
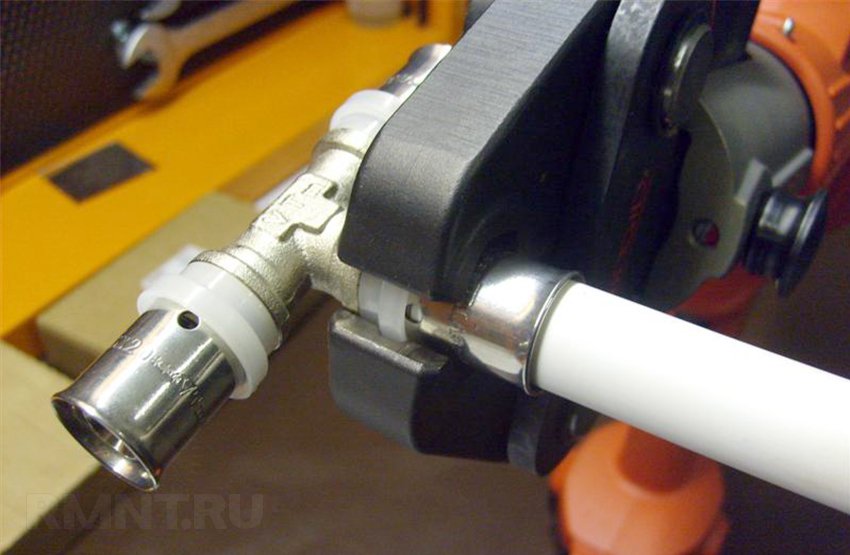
Nospiediet savienojumu
Gofrētais savienojums tiek montēts, izmantojot presēšanas veidgabalus un presēšanas instrumentu (manuālu vai elektrisku).
Montāžas shēma:
- Sagatavošana: griezumu apstrādā un notīra. Preses veidgabals tiek izjaukts un pārbaudīts, vai nav blīvju un vai nav blīvju, un pēc tam atkal samontē.
- Savienojuma mala tiek uzlikta uz armatūras pie vadības loga.
- Uzmava tiek nospiesta ar presēšanas knaiblēm, instrumenta rokturi ir samazināti līdz galam.
- Atkārtojiet darbības savienojuma armatūras pretējā galā.
Iegūtais savienojums var kalpot līdz 50 gadiem, taču tas nav atdalāms.







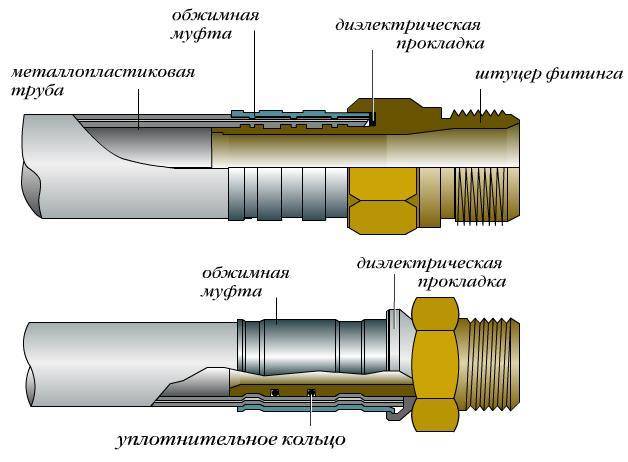
Push fit savienojums
Bīdāmie veidgabali ir visdārgākie plastmasas cauruļu savienošanas elementi. Tomēr to lietošanai nav nepieciešami nekādi instrumenti un prasmes, tas ir uzticams un izturīgs.

Sagatavotā caurule tiek ievietota spiedienā līdz vadības atverei. Tālāk tiek samontēta visa konstrukcija. Tiek uzsākta izmēģinājuma plūsma, kuras darbības rezultātā savienojums tiek fiksēts ar iekšējo ķīli.
Sienas stiprinājums

Metāla plastmasas izstrādājumu vājā vieta ir zemā izturība pret mehāniskiem bojājumiem, jo alumīnija slānis ir plāns.
Ar lielu lieces rādiusu vai pastāvīgu spiedienu caurule tiek deformēta.Šajā gadījumā ieteicams cauruļvadu nostiprināt uz cieta pamata - sienas, griestiem vai zem cokola. Lai to izdarītu, stiprinājuma elements ir piestiprināts pie sienas:
- klipi;
- balsti;
- piekariņi.
Stiprināšanas un nostiprināšanas process notiek vienkāršā veidā:
- balsts ir piestiprināts pie sienas, fiksēts fiksētā stāvoklī;
- caurule tiek ievietota klipā ar izplešanās mehānismu. Ja klips ir nedzirdīgs, tad sākotnēji tiek ievietota caurule, un pēc tam visa konstrukcija tiek piestiprināta pie sienas.
Fitting klasifikācija
Kompresijas veidgabalu dažādība.
- stūri un līkumi (izmanto, savienojot pagriezienus no 45 grādiem);
- krusti (palīdz sazaroties no divām pusēm);
- tējas (izmanto vienvirziena atzaram);
- aizbāžņi (izmanto stiprināšanai caurules galā);
- savienojumi (ar to palīdzību tiek savienotas vienāda diametra un virziena caurules);
- armatūra (ja nepieciešams, savienojums ar šļūteni).
Armatūras, kuras izmanto vienāda diametra cauruļu savienošanai, sauc par taisnām veidgabaliem, bet tos, kas paredzēti dažāda diametra cauruļu stiprināšanai, par pārejas.
Būvniecības tirgū ir pieejams plašs čuguna, tērauda, misiņa vai vara veidgabalu klāsts.
Kas attiecas uz čugunu, tie izceļas ar tādām īpašībām kā izturība un izturība. Čuguna veidgabaliem ir ievērojama priekšrocība salīdzinājumā ar citiem savienojošiem izstrādājumiem, piemēram, tērauda sakabēm. Citas čuguna elementu pozitīvas īpašības ir augsta izturība pret negatīvām vides ietekmēm un daudzpusība.
Tērauda veidgabali mūsdienu rūpniecībā ir neaizstājami. Pavisam nesen šķēršļus cauruļvada ceļā varēja apiet, saliekot cauruli.Šodien nav vajadzības
Cauruļvadu, kurā izmanto tērauda izstrādājumus, ir viegli montēt un izjaukt, kas arī ir svarīgi
Sagatavošanas darbi pirms presēšanas
Darbības, kas jāveic pirms gāzes caurules kontroles spiediena pārbaudes uzsākšanas, tiek veiktas saskaņā ar darba aizsardzības instrukcijām, kas izstrādātas saskaņā ar standarta drošības noteikumiem veicot ar gāzi bīstamu darbu.
Sagatavošana ietver:
Gāzes cauruļvada shēma
- faktiskā pazemes komunikāciju ieklāšanas saskaņošana ar maršrutēšanu, kas norādīta projekta dokumentācijas shēmās;
- tiek izvēlētas vietas nepieciešamo spraudņu, instrumentu un regulatoru pievienošanai;
- tiek noteikts kompresora bloka pieslēguma punkts.
Visiem šajā pasākumā iesaistītajiem inženieriem un strādniekiem nepieciešams atkārtoti instruktēt darba aizsardzībā un iepazīstināt ar darbu veikšanas kārtību.
Lietošanas instrukcija
Neatkarīgi no izvēlētā uzstādīšanas veida un aprīkojuma, sagatavošanās darbam ir vispārīga procedūra. Šie noteikumi atvieglos cauruļvada sakārtošanu un ir vēlami izpildei:
- jums ir jāsastāda cauruļu izvietojuma plāns, tas palīdzēs aprēķināt materiāla un savienojumu daudzumu;
- darba vietas rūpīgi jātīra, lai pieslēguma vietās neiekļūtu putekļi un netīrumi, lai turpmāk izvairītos no noplūdēm;
- ja nepieciešams izveidot savienojumu ar esošu sistēmu, jums jāpārbauda tās integritāte un jāsagatavo ievietošanas vieta;
- caurules jāgriež tā, lai griezums būtu tieši 90 grādi pret caurules garenisko asi, tas ir nepieciešams, lai nodrošinātu uzticamību un hermētiskumu;
- vadoties pēc diagrammas, izkārtojiet visas caurules un savienojumus, lai pārbaudītu griezumu un visu nepieciešamo savienojuma elementu skaitu.
Kā minēts iepriekš, šķērssaistītā polietilēna savienošanai ir trīs galvenās iespējas. Iekārtu un instrumentu izvēle ir atkarīga no metodes izvēles. Visām metodēm jums būs nepieciešamas cauruļu diametra sprauslas un griezējs.










Pirmā metode ir visvieglāk izpildāma. Papildus caurulēm un atzarēm būs nepieciešami tikai kompresijas savienojumi un uzgriežņu atslēgu pāris. Šie instrumenti ir nepieciešami, lai pievilktu uzgriežņus pēc nospiešanas vietā.
Ir svarīgi atcerēties: jums ir jākontrolē uzgriežņu pievilkšanas process, lai nesabojātu pavedienu. Pieskrūvējiet cieši, bet nepārvelciet.
Otrā metode ir presēšana. Jums būs nepieciešams kalibrators, šķēres, paplašinātājs un prese.
Ar šķērēm grūtības nesagādās, to mērķis ir vienkāršs – sagriezt cauruli mums vajadzīgajos izmēros. Tās malas apstrādājam ar kalibratoru, no iekšpuses noslīdot. Šis rīks ir nepieciešams, lai pēc griešanas caurulei piešķirtu noapaļotu formu.
Pēc tam ņemam manuāla tipa paplašinātāju (paplašinātāju), kas ir ļoti ērti lietojams. Mēs padziļinām ierīces darba malas caurules iekšpusē un izvēršam to līdz vajadzīgajam izmēram. To nevajadzētu darīt vienā reizē, jo materiāls var tikt bojāts. Mēs to darām pakāpeniski, pagriežot paplašinātāju aplī. Šīs ierīces priekšrocības ir cena un lietošanas ērtums. Šis ir amatieru instruments.
Elektriski darbināmais paplašinātājs ir aprīkots ar uzlādējamu akumulatoru, kas paredzēts uzstādītāja darba paātrināšanai. Tas ievērojami ietaupa darbinieka pūles un laiku sistēmu uzstādīšanai.Likumsakarīgi, ka šī ierīce ir daudzkārt dārgāka, taču, ja jāstrādā daudz, tā lieliski iederēsies un attaisnos izmaksas. Ir hidrauliskie paplašinātāji. Pēc tam, kad esam sagatavojuši cauruli, tajā ir jāuzstāda armatūra. Lai to izdarītu, mums ir nepieciešams preses skrūvspīles. Tie ir arī hidrauliski un mehāniski. Pirms lietošanas tie ir jāizņem no uzglabāšanas kastes un jāsamontē darba stāvoklī.
Pēc instrumenta montāžas un savienojuma uzstādīšanas caurulē savienojums tiek uzstādīts ar presi. Tas ir, armatūra nonāk savā vietā, un spiediens tiek pielikts no augšas ar montāžas uzmavu. Manuālās preses ir ieteicamas maziem cauruļu diametriem un zemam pieprasījumam.
Hidrauliskajām presēm gofrēšanas laikā praktiski nav jāpiepūlas. Armatūra un uzmava ir vienkārši uzstādīti ierīces rievā, pēc tam tie viegli un vienmērīgi nokrīt savā vietā. Šo instrumentu var izmantot pat uzstādīšanai neērtās vietās, tam ir grozāma galva. Un pēdējais šķērssaistītā polietilēna savienošanas variants ir metināts. Kā minēts iepriekš, tas ir visdārgākais un reti izmantotais, bet visuzticamākais. Tam papildus mums jau pazīstamajām šķērēm, paplašinātājiem, būs nepieciešami arī speciāli savienojumi. Elektrofūzijas veidgabaliem ir speciāli vadītāji apkurei.
Pēc aprīkojuma un komponentu sagatavošanas mēs pārejam pie metināšanas. Lai to izdarītu, caurules galā uzstādām elektriski metinātu savienojumu. Tam ir speciāli spailes, pie kurām mēs savienojam metināšanas iekārtu. Mēs to ieslēdzam, šajā laikā visi elementi tiek uzkarsēti līdz polietilēna kušanas temperatūrai, apmēram 170 grādiem pēc Celsija. Savienojuma materiāls aizpilda visus tukšumus, un notiek metināšana.
Ja ierīce nav aprīkota ar taimeri un ierīci, kas spēj nolasīt informāciju no armatūras, jāseko instrumenta rādījumiem, lai visu laikus izslēgtu. Mēs izslēdzam aprīkojumu vai arī tas izslēdzas pats, mēs gaidām, līdz iekārta atdziest. Caurules bieži tiek piegādātas ruļļos un uzglabāšanas laikā var zaudēt formu. Lai to izdarītu, jums ir nepieciešams matu žāvētājs. Ar tās palīdzību ir iespējams novērst šo trūkumu, vienkārši sildot deformēto segmentu ar siltu gaisu.
Nākamajā video jūs atradīsiet pārskatu par XLPE apkures un santehnikas sistēmu uzstādīšanas rīkiem.
Gofrēšanas process
Privātmājas apkures sistēmu spiediena pārbaude sākas ar apkures katla, automātisko ventilācijas atveru un izplešanās tvertnes atvienošanu no sistēmas. Ja slēgvārsti ved uz šo aprīkojumu, varat tos aizvērt, bet, ja vārsti izrādīsies bojāti, izplešanās tvertne noteikti neizdosies un katls atkarībā no spiediena, ko tai pieliekat. Tāpēc labāk ir noņemt izplešanās tvertni, jo īpaši tāpēc, ka to nav grūti izdarīt, bet apkures katla gadījumā jums būs jāpaļaujas uz krānu izmantojamību. Ja uz radiatoriem ir termostati, vēlams arī tos noņemt – tie nav paredzēti augstam spiedienam.









Dažreiz tiek pārbaudīta ne visa apkure, bet tikai daļa. Ja iespējams, tas tiek nogriezts ar slēgvārstu palīdzību vai tiek uzstādīti pagaidu džemperi - piedziņas.
Tālāk process ir šāds:
- Ja sistēma darbojās, dzesēšanas šķidrums tiek iztukšots.
- Sistēmai ir pievienots hermetizators. No tā stiepjas šļūtene, kas beidzas ar savienotājuzgriezni. Šī šļūtene ir pievienota sistēmai jebkurā piemērotā vietā, pat izņemtās izplešanās tvertnes vietā vai drenāžas krāna vietā.
-
Ūdens tiek ieliets spiediena pārbaudes sūkņa kapacitātē un ar sūkņa palīdzību iesūknēts sistēmā.
- Pirms spiediena paaugstināšanas izņemiet no sistēmas visu gaisu. Lai to izdarītu, varat nedaudz sūknēt sistēmu ar atvērtu drenāžas vārstu vai nolaist to caur radiatoru ventilācijas atverēm (Mayevsky krāni).
- Sistēmā tiek sasniegts darba spiediens, uzturēts vismaz 10 minūtes. Šajā laikā viss atlikušais gaiss nolaižas.
- Spiediens paaugstinās līdz pārbaudes spiedienam, tiek uzturēts noteikts laika periods (regulē Enerģētikas ministrijas noteikumi). Pārbaudes laikā tiek pārbaudītas visas ierīces un savienojumi. Tie tiek pārbaudīti, vai nav noplūdes. Turklāt pat nedaudz slapjš savienojums tiek uzskatīts par noplūdi (arī miglošanās ir jānovērš).
- Gofrēšanas laikā tiek kontrolēts spiediena līmenis. Ja pārbaudes laikā tā kritums nepārsniedz normu (reģistrēts SNiP), sistēma tiek uzskatīta par izmantojamu. Ja spiediens nokrītas pat nedaudz zem normas, jums ir jāmeklē noplūde, jānovērš tā un pēc tam vēlreiz jāuzsāk spiediena pārbaude.
Kā jau minēts, pārbaudes spiediens ir atkarīgs no pārbaudāmā aprīkojuma un sistēmas veida (apkure vai karstais ūdens). "Siltumelektrostaciju tehniskās ekspluatācijas noteikumos" (9.2.13.punktā) izvirzītie EM ieteikumi lietošanas ērtībai ir apkopoti tabulā.
| Pārbaudītais aprīkojuma veids | Testa spiediens | Pārbaudes ilgums | Pieļaujamais spiediena kritums |
|---|---|---|---|
| Liftu bloki, ūdens sildītāji | 1 MPa (10 kgf/cm2) | 5 minūtes | 0,02 MPa (0,2 kgf/cm2) |
| Sistēmas ar čuguna radiatoriem | 0,6 MPa (6 kgf/cm2) | 5 minūtes | 0,02 MPa (0,2 kgf/cm2) |
| Sistēmas ar paneļu un konvektoru radiatoriem | 1 MPa (10 kgf/cm2) | 15 minūtes | 0,01 MPa (0,1 kgf/cm2) |
| Karstā ūdens apgādes sistēmas no metāla caurulēm | darba spiediens + 0,5 MPa (5 kgf/cm2), bet ne vairāk kā 1 MPa (10 kgf/cm2) | 10 minūtes | 0,05 MPa (0,5 kgf/cm2) |
| Karstā ūdens sistēmas no plastmasas caurulēm | darba spiediens + 0,5 MPa (5 kgf/cm2), bet ne vairāk kā 1 MPa (10 kgf/cm2) | 30 minūtes | 0,06 MPa (0,6 kgf/cm2), ar turpmāku pārbaudi 2 stundu laikā un maksimālo kritumu 0,02 MPa (0,2 kgf/cm2) |
Lūdzu, ņemiet vērā, ka apkures un santehnikas testēšanai no plastmasas caurulēm testa spiediena turēšanas laiks ir 30 minūtes. Ja šajā laikā novirzes netiek konstatētas, tiek uzskatīts, ka sistēma ir sekmīgi izturējusi spiediena pārbaudi.
Bet tests turpinās vēl 2 stundas. Un šajā laikā spiediena kritums sistēmā nedrīkst pārsniegt normu - 0,02 MPa (0,2 kgf / cm2).
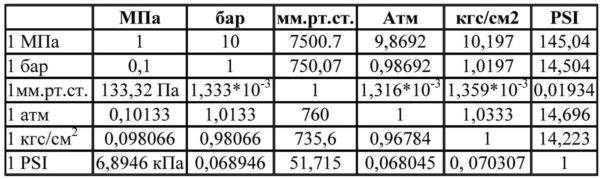
Atbilstības tabula dažādām spiediena mērvienībām
No otras puses, SNIP 3.05.01-85 (4.6. punkts) ir citi ieteikumi:
- Apkures un ūdens apgādes sistēmu testi jāveic ar spiedienu 1,5 no darba, bet ne zemāku par 0,2 MPa (2 kgf / cm2).
- Sistēma tiek uzskatīta par izmantojamu, ja pēc 5 minūtēm spiediena kritums nepārsniedz 0,02 MPa (0,2 kgf / cm).
Kurus noteikumus izmantot, ir interesants jautājums. Kamēr abi dokumenti ir spēkā un nav pārliecības, abi ir piemēroti. Katram gadījumam ir jāpieiet atsevišķi, ņemot vērā maksimālo spiedienu, kuram tā elementi ir paredzēti. Tātad čuguna radiatoru darba spiediens ir attiecīgi ne vairāk kā 6 atm, pārbaudes spiediens būs 9-10 atm. Apmēram arī tas ir jānosaka ar visām pārējām sastāvdaļām.
Kas ir skalošana un nospiešana
Apkures sistēmu skalošana un spiediena pārbaude tiek veikta gadījumos, kad nosēdumu slānis caurulēs kļūst pārāk liels, lai tās turpinātu darboties. Profilaktiski šādi pasākumi tiek veikti reti, jo šis prieks ir diezgan darbietilpīgs un dārgs. Hidropneimatiskajai skalošanai izmanto skābju šķīdumus, kas noņem aplikumu no cauruļvada sienām uz ārpusi. Metāla daļiņas pielīp pie cauruļu iekšējām sienām, tādējādi samazinot to diametru. Tas noved pie:
- spiediena palielināšanās;
- dzesēšanas šķidruma ātruma palielināšanās;
- efektivitātes samazināšanās;
- izmaksu pieaugums.
Kas ir apkures sistēmas spiediena pārbaude - tas ir parasts tests, pēc kura rezultātiem var pateikt, vai šādas iekārtas ir droši vai nē, kā arī vai tā var izturēt nepieciešamās slodzes. Galu galā neviens nevēlas kļūt par ķēdes spiediena samazināšanas upuri un būt pacients apdegumu nodaļā. Apkures sistēmas spiediena pārbaude tiek veikta saskaņā ar SNiP. Tā ir obligāta procedūra. Pēc tam tiek izsniegts dokuments, kas apliecina ķēdes tehnisko izmantojamību. Šeit ir galvenie gadījumi, kad tiek veikta apkures sistēmas spiediena pārbaude:
- saliekot jaunu ķēdi un nododot to ekspluatācijā;
- pēc remontdarbiem;
- profilaktiskās pārbaudes;
- pēc cauruļu tīrīšanas ar skābes šķīdumiem.
Apkures sistēmas spiediena pārbaude tiek veikta saskaņā ar SNiP Nr.41-01-2003 un Nr.3.05.01-85, kā arī termoelektrostaciju tehniskās darbības noteikumiem.
No šiem noteikumiem ir zināms, ka tāda darbība kā apkures sistēmas spiediena pārbaude tiek veikta ar gaisu vai šķidrumu. Otro metodi sauc par hidraulisko, un pirmo sauc par manometrisko, tā ir arī pneimatiskā, tas ir burbulis.Apkures sistēmas spiediena pārbaudes noteikumi nosaka, ka ūdens pārbaudes var veikt tikai tad, ja temperatūra telpā ir virs pieciem grādiem. Pretējā gadījumā pastāv risks, ka ūdens caurulēs sasals. Apkures sistēmas spiediens ar gaisu novērš šo problēmu, tas tiek veikts aukstajā sezonā. Praksē biežāk tiek izmantota apkures sistēmas hidrauliskā spiediena pārbaude, jo visi cenšas veikt nepieciešamos plānotos darbus pirms apkures sezonas. Ziemā tiek veikta tikai avāriju likvidēšana, ja tādas ir.
Apkures sistēmas spiediena pārbaudi var sākt tikai tad, kad katls un izplešanās tvertne ir atvienoti no ķēdes, pretējā gadījumā tie neizdosies. Kā tiek pārbaudīts apkures sistēmas spiediens?
- viss šķidrums tiek izvadīts no ķēdes;
- tad tajā ielej aukstu ūdeni;
- piepildoties, liekais gaiss nolaižas no ķēdes;
- pēc ūdens uzkrāšanās ķēdē tiek piegādāts spiediena kompresors;
- kā apkures sistēma tiek pakļauta spiedienam - atmosfēru daudzums pakāpeniski palielinās. Šajā gadījumā maksimālais pārbaudes spiediens nedrīkst būt lielāks par dažādu ķēdes elementu stiepes izturību;
- uz brīdi atstāj augstu spiedienu un pārbauda visus savienojumus. Jāskatās ne tikai uz vītņotajiem savienojumiem, bet arī uz ķēdes daļu lodēšanas vietām.
Apkures sistēmas spiediena palielināšana ar gaisu ir vēl vienkāršāka. Vienkārši iztukšojiet visu dzesēšanas šķidrumu, aizveriet visas ķēdes izplūdes atveres un ievediet tajā gaisu. Bet šādā veidā ir grūtāk noteikt darbības traucējumus. Piemēram, ja caurulēs ir šķidrums, tad pie augsta spiediena tas izsūksies pa iespējamo spraugu. To ir viegli vizuāli identificēt.Bet, ja mēģenēs nav šķidruma, attiecīgi, nekas nevar iznākt, izņemot gaisu. Šajā gadījumā var būt dzirdama svilpe.
Un, ja tas nav dzirdams, kamēr manometra adata norāda uz noplūdi, tad visi savienojumi tiek nosmērēti ar ziepjūdeni. Lai to atvieglotu, varat pārbaudīt nevis visu sistēmu, bet gan sadalot to segmentos. Šajā gadījumā ir vieglāk veikt apkures cauruļu spiediena pārbaudi un noteikt iespējamās spiediena samazināšanas vietas.
Metāla-plastmasas cauruļu montāža pats
Cauruļu griešana tiek veikta ar metāla šķērēm vai speciālu metāla zāģi. Griezējus izmanto maza un vidēja diametra metāla plastmasas griešanai, un tos plaši izmanto profesionālajā uzstādīšanā. Šķēres ir vienkāršāka sadzīves tehnika, tās var iegādāties arī budžeta cenu kategorijā, galvenais, lai ir ērts un sabalansēts rokturis, un paši asmeņi ir asi, no kvalitatīva metāla. Frēzes ir aprīkotas ar iekšējo kalibratoru, kas ļauj ne tikai griezt metālplastmasu, bet arī atjaunot malu deformēto formu.







Papildus speciāliem instrumentiem, uzstādot metāla-plastmasas cauruļu sistēmu, ir jāizmanto daudzpusīgākas ierīces: mērlente, pareizā izmēra atslēgas, slīpmašīna, slīpēšanas smirģelis, paplašinātājs, ar nosacījumu, ka ir presējamie savienojumi. lietots.
No plastmasas un metāla izgatavotā santehnikas sistēma ir ne tikai izturīga un praktiska, bet arī viegli uzstādāma. Process ir pieejams izpildei pat personai, kurai nav nepieciešamo zināšanu.Izmantojot vienkāršāko rīku komplektu, jūs varat veikt pamata uzstādīšanas darbus efektīvi un ar pienācīgu izmaksu ietaupījumu, ja ievērojat vienkāršus uzstādīšanas noteikumus.
Plastmasa kombinācijā ar metālu ir labs tandēms, taču tā “baidās” arī no agresīvas mehāniskās un ultravioletās iedarbības, tas jāņem vērā, klājot tos vaļā.
Ja paredzēts uzstādīt slēgta tipa, tad ir jāparedz lūku klātbūtne, lai piekļūtu kompresijas tipa veidgabaliem.
Apkures sistēma var sastāvēt arī no MP caurulēm, taču šajā gadījumā ir vērts pievērst īpašu uzmanību visu elementu integritātes pārbaudei un visu elementu visizturīgākā savienojuma stāvokļa ievērošanai. Izpakojot jaunus sistēmas elementus, neizmantojiet asus priekšmetus, pat mikroskrāpējums var nopietni sabojāt visu sistēmu.
Cauruļu uzstādīšanai izmantotie metāla balsti un pakaramie jāaprīko ar mīkstām blīvēm, tas palīdzēs izvairīties no plastmasas virsmas mehāniskiem bojājumiem.
Kā skapis sākas ar pakaramo, tā metāla plastmasas cauruļu uzstādīšana sākas ar lodveida vārstu izvēli un nostiprināšanu
Šis elements ir ārkārtīgi svarīgs visai sistēmai, jums nevajadzētu uz to ietaupīt un iegādāties Ķīnas budžeta kolēģus
Kvalitatīvam jaucējkrānam jāiztur līdz 60 atmosfērām un augstām temperatūrām
Kā skapis sākas ar pakaramo, tā metāla plastmasas cauruļu uzstādīšana sākas ar lodveida vārstu izvēli un nostiprināšanu
Šis elements ir ārkārtīgi svarīgs visai sistēmai, jums nevajadzētu uz to ietaupīt un iegādāties Ķīnas budžeta kolēģus. Kvalitatīvam jaucējkrānam jāiztur līdz 60 atmosfērām un augstām temperatūrām.Noplūdes gadījumā tieši jaucējkrāns spēj apturēt ūdens plūsmu pēc iespējas īsākā laikā.
Ja krāns īstajā brīdī netiek galā ar savu tiešo uzdevumu, santehnikas sistēmai draud nopietni bojājumi.
Noplūdes gadījumā tieši jaucējkrāns spēj apturēt ūdens plūsmu pēc iespējas īsākā laikā. Ja krāns īstajā brīdī netiek galā ar savu tiešo uzdevumu, santehnikas sistēmai draud nopietni bojājumi.
Kā skapis sākas ar pakaramo, tā metāla plastmasas cauruļu uzstādīšana sākas ar lodveida vārstu izvēli un nostiprināšanu
Šis elements ir ārkārtīgi svarīgs visai sistēmai, jums nevajadzētu uz to ietaupīt un iegādāties Ķīnas budžeta kolēģus. Kvalitatīvam jaucējkrānam jāiztur līdz 60 atmosfērām un augstām temperatūrām. Noplūdes gadījumā tieši jaucējkrāns spēj apturēt ūdens plūsmu pēc iespējas īsākā laikā.
Ja krāns īstajā brīdī netiek galā ar savu tiešo uzdevumu, santehnikas sistēmai draud nopietni bojājumi.
Noplūdes gadījumā tieši jaucējkrāns spēj apturēt ūdens plūsmu pēc iespējas īsākā laikā. Ja krāns īstajā brīdī netiek galā ar savu tiešo uzdevumu, santehnikas sistēmai draud nopietni bojājumi.
Ja visa sistēma ir uzstādīta no nulles, tad tas ietvers tīrīšanas filtru, skaitītāju, spiediena reduktoru, cauruļvadu kolektora uzstādīšanu visā teritorijā. Caurules ieteicams montēt kopā ar filtriem, tas novērsīs tehnisko gružu iekļūšanu sistēmā.









Lasi arī:
Pārbaudes daudzdzīvokļu ēkās
Daudzdzīvokļu ēkās var veikt arī apkures sistēmas spiediena pārbaudi ar gaisu. Tagad mēs apsvērsim nepieciešamos nosacījumus darbam. Gadījumā, ja konstatējat ūdens noplūdes, tās ir jānovērš.Bet bieži vien bez augsta spiediena sistēmā ir diezgan grūti atrast plānas plaisas šuvēs. Daudzdzīvokļu ēkās nepieciešams veikt spiediena pārbaudi gan atsevišķiem dzīvokļiem, gan visām maģistrālēm.
Jums jāsagatavo:
- Pārbaudiet visus bloķēšanas piederumus. Ja vārsti ir izgatavoti no čuguna, noteikti nomainiet dziedzerus ar tiem. Nomainiet blīves uz atloka savienojumiem. Jānomaina arī visas skrūves, kas zaudējušas sākotnējo izskatu. Noteikti uzstādiet jaunus manometrus, vecos ieteicams nosūtīt pārbaudei, lai izlemtu, vai tos var turpmāk izmantot mērījumiem.
- Vizuāli pārbaudiet visas caurules, veidgabalus, lai noteiktu pat nelielus defektus, bojājumus. Ja atrodat problemātiskās vietas, tās ātri jālabo.
- Pārbaudīt siltumizolācijas materiāla stāvokli uz pagrabā ieklātajām maģistrālēm un starp stāviem.
Pēc sagatavošanas jūs varat sākt veikt tiešu gofrēšanas darbu:
- Piepildiet visu kontūru ar zemas cietības ūdeni (lai neparādās katlakmens). Labāk to iesūknēt sistēmā, protams, ar elektrisko sūkni. Spiediens - 6-10 bar. Tvertnē ar šķidrumu jums ir jānolaiž šļūtenes - iztukšojiet un padodiet. Pēc tam pievienojiet sūkni apkures tīklam un ieslēdziet spiediena mērītāju. Spiediens ir jāiestata iepriekš.
- Jūs atklājat pusstundu - šajā periodā spiedienam vajadzētu palikt gandrīz tādā pašā līmenī. Gadījumā, ja spiediens nesamazinās, pārbaudi var uzskatīt par pabeigtu. Jūs varat piepildīt sistēmu ar darba šķidrumu un sākt aktīvu darbību.
- Ja spiediens pazeminās, tad apkures sistēmā ir defekti.Apkures sistēmas spiediena pārbaudes procedūra ar gaisu ir aptuveni tāda pati, taču jums būs jāizmanto ziepju šķīdums - bez tā ir grūti atrast noplūdi. Tiklīdz atrodat defektus, varat sākt iztukšot sistēmu un remontēt. Pēc tam atkārtoti diagnosticējiet visu apkuri.
Ievadvienība tiek veikta līdzīgi - spiedienam jābūt apmēram 10 bāriem.



