
- Kas nepieciešams vara cauruļu lodēšanai
- Vara detaļu lodēšanas metodes
- Augstas temperatūras savienojumu īpašības
- Lodēšana
- Drošības pasākumi, veicot vara cauruļu lodēšanu
- Atzaru cauruļu siltināšana siltumtīklā
- Vara santehnikas sistēma
- Vara caurule gaisa kondicionieriem
- Dremel lodāmuri
- Citas lodēšanas iespējas: darbs ar vara caurulēm un dažādiem metāliem
- Vara cauruļu lodēšanas nianses: kā to izdarīt pareizi
- Kā pielodēt vara stiepli pie alumīnija
- Kā lodēt varu un nerūsējošo tēraudu
- Vara lodēšana ar dzelzi - vai tas ir iespējams
- Nepieciešamie instrumenti un materiāli
- Ierīces (lodāmuri)
- Lodmetāli un citi palīgmateriāli
- Ūdens padeves ierīkošana no vara caurulēm
- Kā izvēlēties pareizo lodmetālu?
- Sagatavošana lodēšanai
- Aprīkojums
- materiāliem
- Gatavo ūdens cauruļu piemēri, kas izgatavoti no vara caurulēm
- Mīkstās lodēšanas tehnoloģija
- Izvairīšanās no kļūdām
- Vara lodēšanas noteikumi
- Lielo detaļu lodēšana
- Lodēšanas vadi vai stieple
- Lodēšanas trauki vai lodēšanas caurumi varā
Kas nepieciešams vara cauruļu lodēšanai
Vara cauruļu lodēšanai, ko nav grūti izdarīt ar savām rokām, nav nepieciešams dārgs aprīkojums un īpaši materiāli. Lai to pareizi ieviestu, jums būs nepieciešamas šādas ierīces.
Deglis, kura dēļ tiks uzsildīts lodmetāls un caurules daļa, kurā tie tiks savienoti.Parasti šādam deglim tiek piegādāta propāna gāze, kuras spiedienu regulē metināšanas reduktors.
Īpašs instruments vara cauruļu griešanai. Tā kā izstrādājumi no šī metāla ir ļoti mīksti, tos vajadzētu griezt pietiekami maigi, lai nesaburzītu sienas. Mūsdienu tirgū tiek piedāvāti dažādu modeļu cauruļu griezēji, kas atšķiras gan ar funkcionalitāti, gan tehniskajām iespējām.
Šādu ierīču atsevišķu modeļu dizains, kas ir svarīgs, ļauj tos izmantot pat darbam grūti sasniedzamās vietās.
Cauruļu paplašinātājs ir ierīce, kas ļauj paplašināt vara caurules diametru, kas ir nepieciešams, lai labāk lodētu. Dažādās sistēmās, kas montētas no vara caurulēm, tiek izmantoti vienas sekcijas elementi, un, lai tos kvalitatīvi savienotu, ir nepieciešams nedaudz palielināt viena no savienotā elementa diametru. Tieši šo problēmu atrisina tāda ierīce kā cauruļu paplašinātājs.
Tieši šo problēmu atrisina tāda ierīce kā cauruļu paplašinātājs.
Vara cauruļu uzliesmošanas komplekts
Ierīce vara cauruļu galu slīpēšanai. Pēc apgriešanas uz detaļu galiem paliek urbumi, kas var traucēt iegūt kvalitatīvu un uzticamu savienojumu. Lai tos noņemtu un cauruļu galiem piešķirtu nepieciešamo konfigurāciju, pirms lodēšanas tiek izmantots slīpmašīnas. Mūsdienās tirgū ir divi galvenie slīpēšanas ierīču veidi: ievietoti apaļā korpusā un izgatavoti zīmuļa formā. Ērtākas lietošanā, bet arī dārgākas ir apaļas ierīces, ar kurām var apstrādāt mīkstas vara caurules, kuru diametrs nepārsniedz 36 mm.
Lai pareizi sagatavotu vara caurules lodēšanai, no to virsmas ir jānoņem visi piemaisījumi un oksīdi. Šiem nolūkiem tiek izmantotas otas un otas, kuru sariņi ir izgatavoti no tērauda stieples.
Vara cauruļu lodēšana parasti tiek veikta ar cietlodēšanu, kas var būt augsta un zema temperatūra. Augstas temperatūras lodmetāls ir vara stieple, kuras sastāvā ir aptuveni 6% fosfora. Šāda stieple kūst 700 grādu temperatūrā, savukārt zemas temperatūras tipam (skārda stieplei) pietiek ar 350 grādiem.
Vara cauruļu lodēšanas tehnoloģija ietver īpašu plūsmu un pastas izmantošanu, kas veic aizsargfunkciju. Šādas plūsmas ne tikai aizsargā izveidoto šuvi no gaisa burbuļu veidošanās tajā, bet arī ievērojami uzlabo lodmetāla saķeri ar caurules materiālu.
Papildus plūsmai, lodēšanai un citiem pamatelementiem vara cauruļu lodēšanai būs nepieciešami papildu instrumenti, kurus var atrast katrā darbnīcā vai garāžā. Vara izstrādājumu lodēšanai vai metināšanai papildus sagatavojiet:
- parastais marķieris;
- rulete;
- ēkas līmenis;
- maza suka ar stingriem sariem;
- āmurs.
Pirms darba uzsākšanas ir svarīgi arī izlemt, kā pielodēt vara caurules. Var būt divas galvenās iespējas: vara lodēšana (retāk izmantota) un mīkstlodēšanas izmantošana. Risinot šo jautājumu, ir svarīgi vadīties no tā, ka pastāv prasības viena vai cita veida lodēšanas veida lietošanai.
Tātad cietlodmetālus izmanto saldēšanas iekārtu un gaisa kondicionieru elementu lodēšanai. Visos citos gadījumos (ūdens apgādes sistēmas, apkures sistēmas utt.) var izmantot skārda stiepli.Bet neatkarīgi no tā, kāda tehnoloģija tiek izvēlēta, jāatceras, ka plūsma ir nepieciešama jebkurā gadījumā.
Risinot šo jautājumu, ir svarīgi vadīties no tā, ka pastāv prasības viena vai cita veida lodēšanas veida lietošanai. Tātad cietlodmetālus izmanto saldēšanas iekārtu un gaisa kondicionieru elementu lodēšanai.
Visos citos gadījumos (ūdens apgādes sistēmas, apkures sistēmas utt.) var izmantot skārda stiepli. Bet neatkarīgi no tā, kāda tehnoloģija tiek izvēlēta, jāatceras, ka plūsma ir nepieciešama jebkurā gadījumā.
Tīrīšanas birstes vara caurules iekšējā virsma pirms lodēšanas
Vara detaļu lodēšanas metodes
Lai savienotu vara caurules, tiek izmantotas tikai divas lodēšanas metodes. Katrs no tiem tiek izmantots atbilstoši daļas specifikācijai un īpašībām. Vara cauruļu lodēšana ar savām rokām ir sadalīta:
- Augstās temperatūrās to citādi sauc par "cietu". Temperatūras indikators šajā režīmā sasniedz 900 °. Ugunsizturīgā lodēšana ļauj izgatavot šuvi ar augstiem stiprības rādītājiem, šo metodi izmanto cauruļvadu ražošanā, kas pakļauti lielai slodzei.
- Mīkstlodēšanas process tiek veikts temperatūrā, sākot no 130 °, to izmanto sadzīves vajadzībām, strādājot ar caurulēm ar diametru līdz 1 cm Tehnoloģija ietver savienošanu ar dokošanu, iepriekšēju apstrādi ar plūsmas pastu.
Darba laikā ir svarīgi neaizmirst, ka degļa izdalītās liesmas jauda var sasniegt 1000 grādus. Tāpēc šuvju apstrāde jāveic ne vairāk kā 20 sekundes.
Sildot, mīksts lodmetāls sāk kust un aizpildīt savienojumu.
Augstas temperatūras savienojumu īpašības
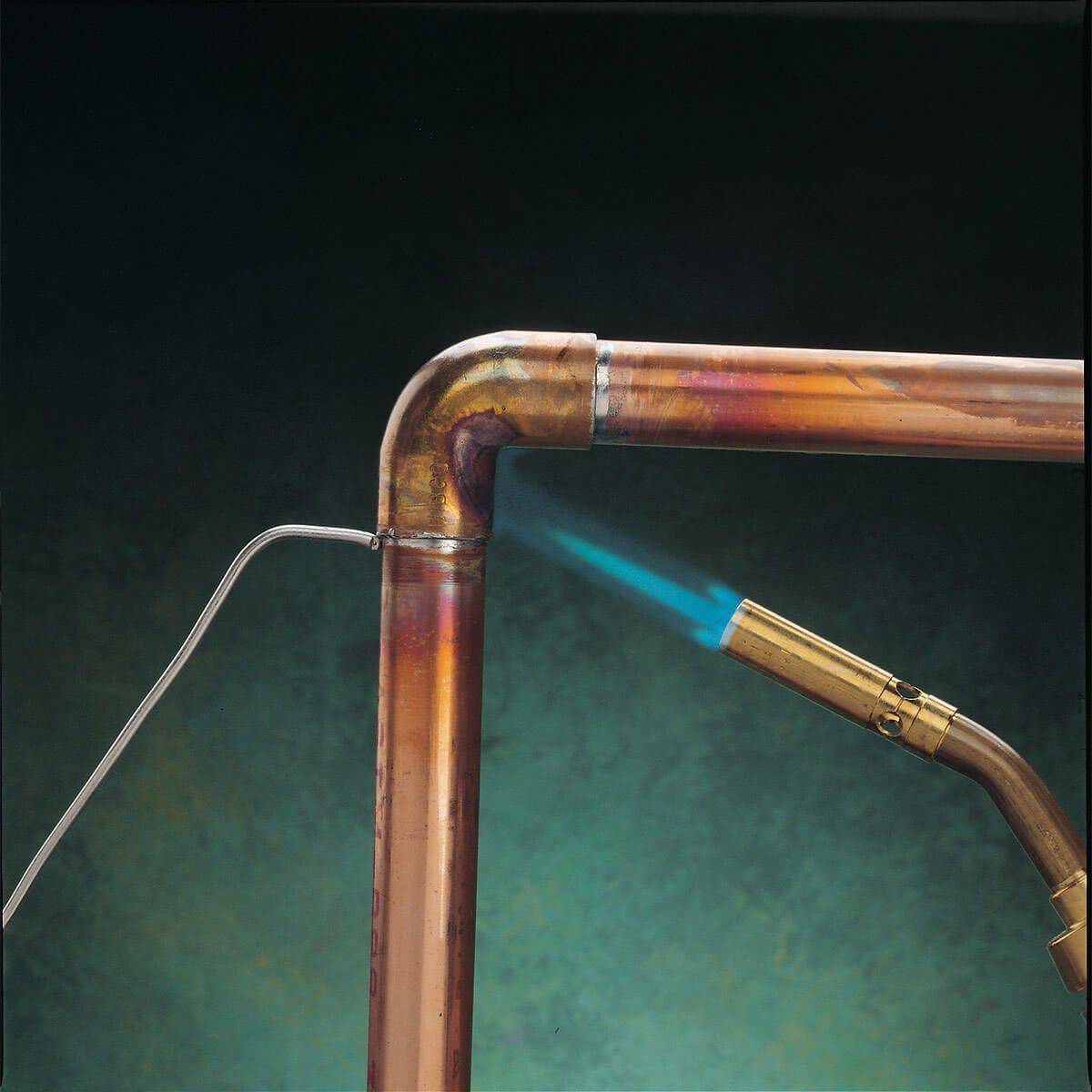
Augstas temperatūras lodēšanas metodē metāls tiek apdedzināts 700 ° C un augstāk, kas veicina metāla mīkstināšanu. Lodēšanai izmanto liesmas iekārtas, kas spēj izkausēt cietlodmetālus. Lodmetāls sastāv no to vara-fosfora sastāva, tiek ražots stieņu veidā. Vara cauruļu lodēšanas process nenozīmē plūsmas izmantošanu, ievērojot darbību secību, ir iespējams pareizi aizpildīt savienojumu.

Augstas temperatūras vara cauruļu savienojums
Process sākas, kad lodēšanas stienis kūst, darba soļi ir šādi:
- pēc montāžas savienojuma šuve sasilst;
- krustojumā tiek piegādāts cietvielu lodmetāls, kura mīkstināšanu veic gāzes degli;
- kad vizuāli tiek apstiprināts, ka lodēšana tiek uzklāta uz metāla, caurule ir jāpagriež, jāpārbauda dokstacijas pa visu perimetru.
Šīs metodes galvenās priekšrocības ir vara cauruļu savienojuma augstā stiprība, nepieciešamības gadījumā savienojuma diametru iespējams mainīt ar mazāku malu. Augsta temperatūra darbības laikā nevar iznīcināt šuvi. Cietai lodēšanai nepieciešamas noteiktas prasmes, darbības laikā iespējama pārkaršana, kas noved pie metāla iznīcināšanas.









Lodēšana
Katrs process prasa atbildīgu pieeju darba veikšanai. Apkurei izmanto propāna vai benzīna degli, ja izmanto mīkstu lodmetālu, savienojot vara caurules
Ir svarīgi zināt, ka deglis ar pjezo aizdedzi ievērojami samazinās darbības laiku, nav ieteicams iegādāties dārgus modeļus bez šīs funkcijas.
Tehnoloģiskais process
Šajā procesā ir svarīgi izmantot kvalitatīvus piederumus, savienojumā liela nozīme ir flux pastai.Vara caurules detaļu vienmērīgs pārklājums tiek panākts, izmantojot mīkstu otu, pēc uzklāšanas lieko noņem ar lupatu
Degļa temperatūra var sasniegt 900 grādus, lodējot ir svarīgi nepārklāt izstrādājumu, pretējā gadījumā notiks pārkaršana.
Drošības pasākumi, veicot vara cauruļu lodēšanu
Vara caurules tiek izmantotas kā šķidruma vadītāji ar labām pretkorozijas īpašībām. Vara cauruļu uzstādīšanu nevar veikt, lai nodrošinātu dzeramo krāna ūdeni. Varš nonāk saskarē ar hloru, ko pievieno ūdens attīrīšanai, un var veidot cilvēka organismam kaitīgas vielas. Artēziskajiem avotiem akas nav bīstamas lietošanai.

Vara lodēšana ar cimdiem
Ir svarīgi izmantot kvalitatīvus instrumentus, strādāt ar cimdiem un uzraudzīt iekārtu stāvokli. Metāla siltumvadītspēja ir diezgan augsta, kad viens no mezgliem tiek uzkarsēts un netiek ievēroti drošības pasākumi, iespējams gūt apdegumus
Augstas kvalitātes šuvi var iegūt, ja nav ārēju faktoru slodzes veidā, līdz savienojums pilnībā atdziest.
Atzaru cauruļu siltināšana siltumtīklā
Video
Siltuma tīkla cauruļu izolācija tiek veikta, lai samazinātu siltuma zudumus. Neizolēti vara veidgabali palielina siltuma zudumus piecas reizes, jo šim metālam ir augsta siltumvadītspēja.

Uz jautājumu, kā izolēt monolītā (grīdā, sienās) paslēptas vara apkures caurules, visu var atrisināt šādi. Gofrējums tos lieliski pasargās no mehāniskiem bojājumiem, ko izraisa siltumnesēja temperatūras svārstības.
Vara santehnikas sistēma
Daudzi cilvēki cenšas iemācīties pielodēt vara caurules santehnikai. Intensīvas lietošanas dēļ ūdensvads ātri nolietojas, ko nevar teikt par vara cauruli. Šī santehnika kalpos mūžīgi.
Lai savienotu santehnikas sistēmu, kas izgatavota no vara caurulēm, tiek izmantota kapilārā lodēšanas metode (zemā un augstā temperatūrā).
Video
Kļūdas, lodējot ar šiem ūdensvada būvmateriāliem, noved pie to korozijas. Tas parādās vietās, kur tiek iznīcināta aizsargplēve, kas veido hlora oksidāciju.
Iemesls tam ir hlors, kas satur ūdeni. Lai izvairītos no šādas korozijas, ir nepieciešams:
- neļaujiet lodēšanai nokļūt savienojuma vidū, veicot lodēšanu;
- iegādāties produktus no uzticama ražotāja;
- izmantojiet ūdens filtrus.
Vara caurule gaisa kondicionieriem
Šāda veida cauruļu sortiments tiek izmantots, uzstādot gaisa kondicionēšanas tīklu, kas sastāv no iekštelpu un āra bloka.
Haldagen vienlaikus transportē divas dažāda diametra vara caurules. Mazāka diametra sagatave transportē šķidru freonu, bet otrs - gāzveida freonu.
Šādas gaisa kondicionētāju atzarojuma caurules ir lieliski piemērotas lodēšanai. Lodēšanai ieteicami fosfora-vara un sudraba veidi. Un paši pildvielas demonstrē augstu stiepes izturību.
Video
Īsi aprakstiet, kā pielodēt vara caurules gaisa kondicionieriem, tas izskatīsies šādi:
- Vispirms atbrīvojieties no oksīda plēves. Dariet to ar smilšpapīru.
- Pēc tam uz tīrītajām vietām tiek uzklāta plūsma.
- Armatūra ir savienota ar cauruli. Šajā gadījumā mēs nedrīkstam aizmirst par pusmilimetra atstarpi.
- Krustojums tiek uzkarsēts gandrīz trīs simti grādu temperatūrā. Apkure tiek veikta ar gāzes degli. Dariet to vienmērīgi, vienmērīgi pārvietojot liesmu gar konstrukciju.
- Kad esat pabeidzis lodēšanu, sistēma ir obligāti jāizskalo, pretējā gadījumā plūsmas atlikumi izraisīs metāla koroziju, un tas novedīs pie gaisa kondicionētāja sabojāšanās.
Dremel lodāmuri
Vara cauruļu lodēšanas problēma ir viegli atrisināma ar Dremel lodāmuru. Šie mazie gāzes degļi spēj sadedzināt, lodēt un griezt. Tie viegli noņem veco krāsu, atkausē un uzsilda cauruļu materiālus liekšanai.











2000 rubļu robežās ir lodāmurs "Dremel". Izmantojot šādu ierīci, jūs varat aizmirst par ilgu iesildīšanos un lielu termisko pistoli.
Dremel lodāmura komplektācijā ietilpst:
- lodāmurs;
- degļa sprausla;
- divi dažāda izmēra naži;
- reflekss un spraugas sprausla.
Lietošanas ērtībai ierīcei ir vairāki taustiņi sprauslu maiņai, aizsargvāciņš mehānismam un lodmetāls lodēšanai.
Caurums ir diezgan ērts, lai novirzītu uzkarsēto gaisu uz termosarukuma caurulēm, un tās var uzstādīt bez refleksu sprauslu līdzdalības.
Uzpildiet ierīci ar gāzes šķiltavu butānu. Ar vienu Dremel lodāmura uzpildi pietiek stundai darba.
Video
Šī ierīce ir paredzēta lietošanai mājās. Profesionālie analogi maksā no 5 tūkstošiem rubļu vai vairāk. Lodēšana ar šādu instrumentu pārvēršas par prieku.
Kā pielodēt vara caurules, un tas, ka šī metode ir ļoti efektīva, ir skaidrs. Galu galā tam nav nepieciešams dārgs īpašs aprīkojums.
Ir svarīgi, lai paša materiāla struktūra paliktu nemainīga.
Rezultāts ir spēcīgs un uzticams savienojums, kas kalpos mūžīgi.Galvenais, strādājot, ir ievērot tehnoloģiju un rīkoties uzmanīgi.
Citas lodēšanas iespējas: darbs ar vara caurulēm un dažādiem metāliem
Vara cauruļu lodēšanai ir nepieciešama zināma pieredze šāda veida darbos. Tāpēc, ja mājas meistars šādu darbu uzņemas pirmo reizi, pirms tam ir vērts pavingrināties, lai nepārtaisītu jau gatavo ūdensvada vai apkures līniju vairākas reizes. Vara caurules var lodēt gan ar cietlodēt (izmantojot gāzes degli), gan ar mīkstajiem sakausējumiem. Otrajā gadījumā vara caurulēm ir lietderīgi izmantot lieljaudas āmuru lodāmuru.
Precīza un kvalitatīva lodēšana ir savienojuma izturības atslēga
Vara cauruļu lodēšanas nianses: kā to izdarīt pareizi
Kā plūsmu vara cauruļu lodēšanai vislabāk ir izmantot kolofoniju. Tas tiek uzklāts vienmērīgā slānī uz caurules ārējām virsmām, pēc tam armatūra tiek uzstādīta uz tās. Tās aizmugurē ir uzstādīta šosejas otrā daļa. Pēc tam armatūra tiek uzkarsēta ar gāzes degli un gar šuvēm tiek “piestiprināta” lodēšana. Augstas temperatūras ietekmē tas kūst, aizpildot šuvi un radot kvalitatīvu blīvu savienojumu.
Dažreiz nākas iztikt bez furnitūras
Vara cauruļu lodēšana ar savām rokām nav pārāk grūta, taču šis darbs prasa rūpību un precizitāti. Protams, vārdos ne visu var izskaidrot saprotami, tāpēc Cienījamā lasītāja uzmanībai piedāvājam video par vara lodēšanu ar gāzes degli, no kura viss kļūs skaidrāks.
Noskatieties šo video vietnē YouTube
Izskatot jautājumu par vara cauruļu lodēšanu mājās, varat pāriet pie nākamās problēmas, proti, neidentisku metālu (vara ar alumīniju, dzelzi vai nerūsējošo tēraudu) lodēšanas.
Kā pielodēt vara stiepli pie alumīnija
Alumīnija lodēšana ar varu ir diezgan sarežģīts process. Jāpiebilst, ka alumīnijam diez vai der tas pats lodmetāls kā vara, un otrādi. Šos metālus ir daudz vieglāk saskaņot, izmantojot tērauda uzmavu. Lai gan mūsdienās ražotājs šādiem nolūkiem piedāvā īpašus lodmetālus un kušņus, to izmaksas ir ievērojamas, kas noved pie šāda darba nerentabluma.
Vara un alumīnija lodēšana ir diezgan sarežģīta
Visa problēma slēpjas konfliktā starp varu un alumīniju. Viņiem ir dažāda ugunsizturība, blīvums. Turklāt alumīnijs, mijiedarbojoties ar varu, sāk spēcīgi oksidēties. Šis process ir īpaši paātrināts, ja caur savienojumu iet elektriskā strāva. Tāpēc, ja nepieciešams vara un alumīnija savienojumi vadus, vislabāk ir izmantot WAGO pašspīlējošos spaiļu blokus, kuru iekšpusē ir Alyu Plus kontaktu pasta. Tieši viņa noņem oksīdu no alumīnija, novērš tā turpmāko parādīšanos un veicina normālu kontaktu ar vara vadītājiem.
Kad esat izdomājis, kā pielodēt varu ar alumīniju, varat pāriet uz cietākiem metāliem.
Dažreiz šāds savienojums ir neaizstājams
Kā lodēt varu un nerūsējošo tēraudu
Lodējot varu ar nerūsējošo tēraudu, svarīgu lomu spēlē ne pats lodēšanas materiāls, bet gan izmantotais instruments, lai gan daudz kas ir atkarīgs no palīgmateriāliem. Vispieņemamākie materiāli šajā gadījumā ir:
- vara-fosfora lodēt;
- alvas sudrabs (Castolin 157);
- radiotehnika.
Daži amatnieki apgalvo, ka ar pareizu pieeju darbam derēs pat visizplatītākā lodēšana uz alvas un svina bāzes.Galvenais ir obligāta plūsmas (boraks, lodēšanas skābe) izmantošana, rūpīga karsēšana un tikai pēc tam lodēšana (lodēšana).
Vara un nerūsējošā tērauda kompleksā lodēšana
Šādi savienojumi ir reti sastopami, un tāpēc specializētie lodmetāli šādiem nolūkiem ir diezgan dārgi.
Vara lodēšana ar dzelzi - vai tas ir iespējams
Šī iespēja ir iespējama, taču ar noteiktiem nosacījumiem. Piemēram, vienkāršs propāna deglis vairs nav piemērots kā sildītājs. Jums jāizmanto propāns ar skābekli. Boraks jāizmanto kā plūsma, bet misiņš darbosies kā lodmetāls. Tikai šajā gadījumā mēs varam cerēt uz normālu rezultātu. Nav grūti iegādāties lodmetālu vara lodēšanai ar dzelzi vai nerūsējošo tēraudu. Galvenais ir saprast, vai papildu izmaksas būs pamatotas.










Iespējama arī vara un dzelzs cauruļu lodēšana
Un tagad mēs piedāvājam apskatīt, cik rūpīgi mājas amatnieki var veikt darbu pie lielceļu cauruļu lodēšanas dažādiem mērķiem.
1 no 5
Nepieciešamie instrumenti un materiāli
Ierīces (lodāmuri)
Kā zināms, lodāmuri var būt gāzes un elektriski. Gāzes lodāmurs nodrošinās ātrāku sildīšanas ātrumu, taču to gandrīz vienmēr pavada metāla pārkaršana. Elektriskais ir lēnāks, bet tam ir regulējama apkures temperatūra. Turklāt nav atklātas liesmas, kas padara lodāmuru drošāku lietošanu, īpaši, ja lodēšanas zonā var atrasties citi materiāli, ierīces vai viegli uzliesmojošas vielas.
 Atlases iespējas ir šādas:
Atlases iespējas ir šādas:
- Jauda.Minimums būs tāds, kas nodrošinās metāla uzsildīšanu lodēšanas zonā līdz temperatūrai, kas nav zemāka par 450C. Pārdošanā ir arī jaudīgākas ierīces: piemēram, Rotenberger Rotherm 2000 lodāmurs garantē apkuri līdz 800 ... 900 C (tomēr tas maksā daudz vairāk nekā vietējās vai Ķīnas ražošanas budžeta modeļi).
- Barošanas avots - no stacionāra barošanas avota vai akumulatora caur pazeminošu ierīci. Uzticamāk un vienkāršāk ir izmantot lodāmuru ar tiešu savienojumu.
- Svars. Veicot sarežģītas manipulācijas ar ierīci, labāk, lai lodāmurs būtu pēc iespējas vieglāks, īpaši, ja jālodē vara caurules ne pārāk ērtos apstākļos.
- Kontakta šķērsgriezuma laukums. Jo biezāka ir caurules siena, jo jaudīgākam jābūt lodāmuram.

Lodāmurs PVC caurulēm: aparāts plastmasas veidu metināšanai, apraksts PVC caurules arvien vairāk tiek izmantotas privātajās un daudzstāvu celtniecībā, nevis metāla līdziniekus. Tie ir mazi, izturīgi, izturīgi pret koroziju. Lai savienotu elementus...
Lodmetāli un citi palīgmateriāli
Lodmetālu ievada spraugā starp cauruli un veidgabalu, kuras laukums ietekmē divus svarīgus vara cauruļu lodēšanas aspektus: savienojuma izturību un lodēšanas vieglumu. No stiprības viedokļa šķiet, ka jo lielāks ir pārklāšanās laukums, jo labāk. Faktiski tas tā nav: ir pierādīts, ka pārklāšanās, kas ir divreiz biezāka par plānāku elementu, vairs nepadara savienojumu stiprāku, bet tikai apgrūtina uzticama savienojuma izveidi.

Iemesli ir šādi. Pirmkārt, lodētajam metālam ir vienmērīgi jāieplūst spraugā starp detaļām visā savienojuma garumā un apkārtmērā.Viens no šķēršļiem ir tas, ka jo garāka ir pārklāšanās, jo ilgāk lodētam metālam ir jāplūst, un jo vairāk tam ir spēja notvert gāzes, kas izdalās, kad caurules tiek lodētas. Tas izraisa spraugas locītavā. Pietiekama plūsmas padeve un pietiekami augsta vienmērīga savienojuma uzkarsēšana veicina lodētā metāla ieplūšanu savienojumā, taču, palielinoties pārklāšanai un palielinoties diametram, šo procesu ir grūtāk panākt.
Otrkārt, lodmetāls sāk kust temperatūrā, kas ir zemāka par kausējuma temperatūru, ko sauc par cietvielu temperatūru. Tieši virs šīs temperatūras lodēšanas pildviela ir cietas un šķidruma maisījums. Šādā ļoti viskozā stāvoklī metāls nevar viegli iekļūt cieši pieguļošajā savienojumā.
Kad lodmetāls sasilst, tas kļūst šķidrāks, sasniedzot šķidruma temperatūru. Palielinās plūstamība, tāpēc spraugas aizpildīšana notiek daudz ātrāk. Tāpēc, jo zemāka ir likvidusa temperatūra un tās atšķirība ar cietvielu temperatūru, jo optimālāks ir lodējums.
Lodēšanas laikā neliels daudzums vara izšķīst lodmetālā, bet neliels daudzums lodēšanas sakausējumu elementu, gluži pretēji, izkliedējas parastajā metālā. Kad tas notiek, lodmetāla ķīmiskā sastāvs mainās, un tas samazina plūstamību.
Par laimi, difūzijas process ir lēnāks nekā laiks, kas nepieciešams, lai lodētais metāls ieplūst pareizi sakarsētā savienojumā. Jo ilgāk metinātā šuve atrodas lodēšanas temperatūrā, jo vairāk lodmetāla sastāvs tuvojas vara sastāvam.
Ūdens padeves ierīkošana no vara caurulēm
No vara izgatavotas santehnikas vai apkures sistēmas uzstādīšana daudz neatšķiras no santehnikas vai apkures sistēmas uzstādīšanas no citiem materiāliem. Pirmajā posmā ir nepieciešama pārdomāta visa maršruta shēma ar labi noregulētiem stūriem un savienojumiem. Atgādināt: shēmā jāiekļauj obligāts savienojums ar galvenā stāvvada caurulēm caur lodveida vārstiem, mērierīcēm, papildu izvadiem nākotnes santehnikai.
 Santehnika no vara caurulēm
Santehnika no vara caurulēm
Cauruļu veidu un izmēru izvēle: rūdītas un neatlaidinātas, ar 3/8 vai 3/4 vītnēm, ar dažāda biezuma sienām: K, L, M. Vara caurules svars un līdz ar to visa konstrukcija ūdensapgādes sistēma kopumā var būt atkarīga no šādām detaļām, tomēr iekārtas būtība kopumā nemainīsies. Tehnoloģijas izvēle vara cauruļu savienošanai: lodēšana vai stumšanas veidgabali. Izvēle vienmēr ir patērētāja ziņā, taču mēs īsi atzīmējam: stumšanas armatūras savienojuma uzticamība nav ļoti augsta. Tas prasa pastāvīgu uzraudzību, un veidgabali ir sistemātiski jāpievelk, savukārt vara ūdens cauruļu lodēšana nozīmē ilgstošu un neaizstājamu hermētiskumu. Galvenā atšķirība ir vara cauruļu savienošanas metode ar mīkstu lodmetālu: tas prasa noteiktas prasmes un aprīkojumu.
Kā izvēlēties pareizo lodmetālu?
Pareizi izvēlēta lodēšana bez lielas piepūles palīdzēs organizēt jebkuras sarežģītības sakaru sistēmu. Runājot par darbu mājās, jums vajadzētu izmantot materiālu, kas kūst zemā temperatūrā.
Augstas temperatūras cieti kūstošu elementu izmantošana ikdienas dzīvē ir problemātiska, jo tas prasa darba sakausējuma karsēšanu līdz 600–900 grādiem. To sasniegt bez īpaša aprīkojuma ir diezgan grūti.
 Pārtikas vara lodēšanu var veikt ar speciāliem lodmetāliem, kas nesatur toksiskus, indīgus un agresīvus elementus, kas var kaitēt veselībai
Pārtikas vara lodēšanu var veikt ar speciāliem lodmetāliem, kas nesatur toksiskus, indīgus un agresīvus elementus, kas var kaitēt veselībai
Augstā temperatūrā kūstošu metālu un to atvasinājumu izmantošana ir saistīta ar zināmu risku. Apstrādes laikā tie var sabojāt vai pat sadedzināt cauri plānsienu vara caurulei.
Lai tas nenotiktu, ir lietderīgi ņemt spēcīgu, bet zemu kušanas mīkstu lodmetālu un atstāt cieto versiju vara sakariem ar biezām sienām.
 Ja sistēmai nav paredzama liela slodze, nav nepieciešams izmantot augstas kušanas lodmetālu, ja vien nav noteikts citādi. Galvenajos mājsaimniecības kompleksos mīksto vieglo sakausējumu lodmetāli ir pilnīgi pietiekami, lai izveidotu uzticamu savienojumu.
Ja sistēmai nav paredzama liela slodze, nav nepieciešams izmantot augstas kušanas lodmetālu, ja vien nav noteikts citādi. Galvenajos mājsaimniecības kompleksos mīksto vieglo sakausējumu lodmetāli ir pilnīgi pietiekami, lai izveidotu uzticamu savienojumu.
Lai savienotu vara caurules gāzes tīklos, ir vērts izvēlēties sudrabu saturošus lodmetālus. Tie nodrošina maksimālu savienojuma izturību, vibrāciju neitralitāti un augstu izturību pret ārējām un iekšējām ietekmēm.
Par sudrabu maksās nedaudz vairāk, taču sistēmas drošība, uzticamība un izturība laika gaitā atmaksās visas finansiālās izmaksas.
Sagatavošana lodēšanai
Pirms vara cauruļu metināšanas darbu veikšanas ir jāsagatavo:
- nepieciešamais aprīkojums;
- Papildu materiāli.
Aprīkojums
Lodēšanai jums būs nepieciešams šāds vara cauruļu aprīkojums:
īpaša ierīce materiāla griešanai. Varš ir diezgan mīksts metāls, tāpēc cauruļu griezējam jābūt augstas kvalitātes. Lai noteiktu cauruļu izmērus, būs nepieciešama arī mērlente un marķieris, bet pareizai cauruļu savienošanai savā starpā – ēkas līmenis;

Cauruļu griezējs
beveler - ierīce cauruļu galu apstrādei pirms lodēšanas.Cauruļu papildu apstrāde ļauj iegūt spēcīgāku savienojumu. Slīpmašīna var būt atsevišķa iekārta vai iebūvēta cauruļu griezējā;











Cauruļu galu apstrādes iekārtas
cauruļu paplašinātājs. Cauruļvadi ir izgatavoti no tāda paša diametra caurulēm. Atsevišķas cauruļu sekcijas ir iespējams savienot vienā sistēmā, izmantojot īpašas ierīces - veidgabalus - vai tieši vienu ar otru bez papildu ierīcēm. Ja netiek izmantoti veidgabali vara cauruļu lodēšanai, tad, lai iegūtu stipru savienojumu, ir nedaudz jāpalielina diametrs vienai no savienojamajām caurulēm, kurai tiek izmantota tāda ierīce kā cauruļu paplašinātājs;

Ierīce diametra palielināšanai caurules galā
vara cauruļu lodāmurs ir galvenā ierīce, kas silda materiālu metināšanai. Visbiežāk kā lodāmurs tiek izmantots gāzes propāna deglis, ko var aprīkot ar vienreiz lietojamu vai stacionāru cilindru. Sadzīves cauruļvadu izbūvei ar savām rokām tiek izmantota ierīce ar vienreiz lietojamu cilindru. Degļus ar stacionāriem atkārtoti uzpildāmiem cilindriem izmanto profesionāli amatnieki, kuri diezgan bieži metina caurules.

Instruments cauruļu sildīšanai lodēšanas procesā
metāla birste (birste) cauruļu virsmas tīrīšanai no netīrumiem un oksīdiem. Labākai materiāla apstrādei var izmantot arī smalku smilšpapīru.

Ierīce cauruļu tīrīšanai pirms lodēšanas
Nav ieteicams iegādāties nepieciešamo instrumentu viena darba veikšanai, piemēram, cauruļvada montāžai mājās, jo ierīces iegādes finansiālās izmaksas ir diezgan augstas. Jebkuru instrumentu var iznomāt specializētajos veikalos.
materiāliem
Vara cauruļu metināšana tiek veikta, izmantojot:
- lodēt;
- plūsma.
Lodēšana ir īpašs sakausējums, kas paredzēts, lai lodēšanas procesā aizpildītu vietu starp caurulēm. Materiāls palielina šuves izturību un ļauj palielināt cauruļvada kalpošanas laiku.
Atkarībā no kušanas temperatūras izšķir šādus lodmetālu veidus:
mīksta vai zema temperatūra. Sakausējuma kušanas temperatūra nepārsniedz 300ºС. Izmantotā sakausējuma pamatā ir svins. Papildus tiek pievienota alva, cinks vai sudrabs. Mīkstlodēšana ir piemērota cauruļvadiem, kuru plūstošās vielas temperatūra nepārsniedz 110ºС un spiedienu ne vairāk kā 16 atmosfēras. Norādītie parametri atbilst sadzīves ūdensvadiem;

Zemas temperatūras sakausējums vara cauruļu lodēšanai
cieta vai augsta temperatūra. To izmanto cauruļvadiem ar paaugstinātu plūstošās vides spiedienu vai temperatūru, piemēram, apkures sistēmai. Sakausējuma pamatā ir varš. Kā papildu metāli tiek izmantoti sudrabs, cinks, titāns. Šādas lodmetāla kušanas temperatūra ir vidēji 700ºС.
Augstas temperatūras sakausējums cauruļvadu lodēšanai ar uzlabotu veiktspēju
Cietā un mīkstā lodēšana tiek veikta, izmantojot papildu vielu - plūsmu, kas veic šādas funkcijas:
- papildus attīra lodēšanas vietas no oksīdiem, kas novērš spēcīga savienojuma veidošanos;
- attauko savienotos cauruļvada posmus;
- palielina lodēšanai izmantotā lodmetāla izkliedējamību, tādējādi palielinot savienojuma izturību;
- aizsargā cauruļu savienojumu no oksidēšanās cauruļvada lietošanas laikā.
Plūsma var būt:
- augsta temperatūra (vairāk nekā 450ºС);
- zema temperatūra (mazāka par 450ºС).
Plūsmas veids tiek izvēlēts attiecīgi noteiktam lodēšanas veidam.
Flux var ražot:
- šķidrā veidā;
- cietā veidā;
- pastas veidā.

Lodēšanas kušņu šķirnes
Gatavo ūdens cauruļu piemēri, kas izgatavoti no vara caurulēm
Nākamajos fotoattēlos ir vairāki piemēri, kuros vara cauruļu santehnika jau ir gatava:
Un šeit ir vara caurule grīdas apsildes sistēmā (lai gan ne gluži par sadaļas tēmu):
Vara cauruļu uzstādīšana ar savām rokām ir salīdzinoši vienkārša, taču ne visi var atļauties santehniku no vara caurulēm - vara cauruļu cena ir ļoti augsta. Turklāt, ja ūdens kvalitāte ir zema, caurules oksidējas, kļūst zaļas, un vara oksīdi, kas nonāk (dzeramajā) ūdenī, maigi izsakoties, nenes labumu veselībai. Tāpēc jums ir jāizlemj, vai mājas ūdens apgādes sistēmā izmantot vara caurules.









vara cauruļu montāža paši, vara cauruļu santehnika
Mīkstās lodēšanas tehnoloģija
Pirms vara cauruļu lodēšanas ir vajadzīgi daži teorijas vārdi: ja lodēšanas process ir apzinātāks, tad daudzi smalkumi kļūs skaidrāki, turpinot darbu. Ikdienā un dzīvokļu santehnikas ierīkošanas laikā tiek izmantota tā sauktā “zemas temperatūras”, “mīkstā” lodēšana: lodēšanas vietas tiek uzkarsētas līdz 250-300 C, kas ļauj mīkstlodēt (parasti skārdu). izkausēt, tomēr šīs temperatūras ir bīstamas arī vara caurulēm, tāpēc iedarbībai jābūt virzītai un īslaicīgai.
 Mīkstas lodēšanas vara ūdens caurules
Mīkstas lodēšanas vara ūdens caurules
Cauruļu tīrīšana tieši pirms lodēšanas nav vienkārša estētiska manipulācija, bet gan priekšnoteikums, kas ļauj atbrīvoties no oksidēšanās produktiem uz metāla un visefektīvāk sasaistīt materiālus. Veicot mīkstlodēšanu, rodas kapilārais efekts, kurā vara cauruļu lodēšanai paredzētais mīkstais izkausētais lodējums vienmērīgi izkliedējas pa visu savienojuma virsmu neatkarīgi no tā, vai caurule atrodas horizontālā vai vertikālā stāvoklī. Ieteicamā atstarpe starp caurules sieniņām un veidgabalu ir stingri noteikta - 0,1-0,15 mm: lielākam attālumam nepieciešams vairāk lodēšanas vai arī tas vispār nedos kapilāru efektu, mazāks radīs nevajadzīgu šķērsli lodmetāla izplatībai. .
Izvairīšanās no kļūdām

Lodējot vara caurules, iesācēju meistari bieži pieļauj vairākas izplatītas kļūdas. Šie ir:
- Līnijas elementu vāja sildīšana, kā rezultātā lodēšanas kušana notiek nepilnīgi. Šāds savienojums sabruks pie jebkuras slodzes.
- Pārmērīga vara sakausējuma pārkaršana, gluži pretēji, noved pie plūsmas slāņa iznīcināšanas. Tas savukārt novedīs pie oksīda un katlakmens veidošanās uz metāla virsmas. Šāds efekts arī novedīs pie savienojuma iznīcināšanas.
- Drošības pasākumu ignorēšana. Tā kā darbs tiek veikts ar ķīmiskiem elementiem un augstā temperatūrā, jāvalkā aizsargcimdi un maska.
- Ja jūs gatavojaties pārbaudīt savienojumu, jums jāpārliecinās, vai caurule lodēšanas vietā ir atdzisusi.
- Lodējot, ir jānodrošina laba telpas ventilācija. To prasa darba tehnoloģija, jo lodēšana tiek veikta, izmantojot agresīvas skābas vielas.
- Arī aizsargapģērbs no raupja auduma nebūs lieks, jo pastāv liesmu dzirksteles un lodēšanas daļiņu nokrišanas risks uz ķermeņa, kas var izraisīt apdegumus.
Video: vara cauruļu lodēšanas tehnoloģija
Vara lodēšanas noteikumi
Ja nepieciešams lodēt vara izstrādājumu vai izstrādājumu, kas satur vara sastāvdaļas, nav iespējams sniegt viennozīmīgu atbildi, kā un kā to vislabāk izdarīt. Metodes un instrumentu izvēle ir atkarīga no daudziem faktoriem, piemēram, detaļu izmēra un svara, to sastāva. Tiek ņemta vērā arī slodze, kurai jāpakļauj jau pielodētie izstrādājumi. Lodēšanas paņēmieni ir vairāki, un labāk tos visus zināt, lai nepieciešamības gadījumā izvēlētos piemērotāko.
Lielo detaļu lodēšana
Vara kapilārās lodēšanas shēma.
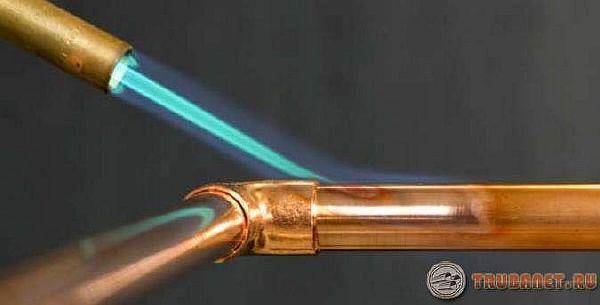
Ja nepieciešams lodēt masīvas vai lielas detaļas, kuras ar lodāmuru nevar uzsildīt līdz vajadzīgajai temperatūrai, tiek izmantots lodlamps un vara lodmetāls. Šajā gadījumā plūsma ir boraks. Vara-fosfora lodmetāla izturība ir augstāka nekā standarta alvas lodēšanai.
Uz mehāniski notīrītas caurules vai stieples tiek uzklāts plāns plūsmas slānis. Pēc tam caurulei tiek uzlikts veidgabals, arī mehāniski notīrīts. Izmantojot gāzes degli, krustojumu karsē, līdz varš, kas pārklāts ar plūsmu, maina krāsu. Plūsmai vajadzētu kļūt sudrabainai krāsai, pēc kuras jūs varat pievienot lodēt. Lodmetāls uzreiz izkūst un iekļūst spraugā starp cauruli un veidgabalu. Kad uz cauruļu virsmas sāk palikt lodēšanas pilieni, lodmetāls tiek noņemts.
Nepārkarsējiet caurules, jo tas neveicina lielāka kapilārā efekta parādīšanos. Gluži pretēji, līdz melnumam uzkarsēts varš ir mazāk lodējams. Ja metāls sāk melnēt, apkure jāpārtrauc.
Lodēšanas vadi vai stieple
Lodmetālu uz cinka hlorīda bāzes nedrīkst izmantot plānu vara stiepļu lodēšanai, jo tas iznīcinās varu. Ja nav pieejama plūsma, šajā gadījumā jūs varat izšķīdināt aspirīna tableti 10-20 ml ūdens.
Vara metināšanas shēma inertās gāzes vidē.
Vara stiepli vai detaļas, kas izgatavotas no dažādu sekciju stieples, var viegli uzsildīt līdz vajadzīgajai temperatūrai, izmantojot lodāmuru. Temperatūras režīmam jābūt tādam, pie kura kūst lodmetāls, alva vai svina-alva, un ar to arī tiek veikta lodēšana. Fluusiem ir jāsatur kolofonijs vai tie ir izgatavoti no kolofonija, var izmantot lodēšanas eļļu vai pat pašu kolofoniju.
Stieples virsmu notīra no netīrumiem un oksīda plēves, pēc tam detaļas tiek alvotas. Šis process ietver plānas plūsmas vai kolofonija slāņa uzklāšanu uz sakarsētā vara un pēc tam lodēšanu, kas pēc iespējas vienmērīgāk tiek sadalīta pa virsmu ar lodāmuru. Detaļas, kuras nepieciešams savienot, savieno un atkal karsē ar lodāmuru, līdz jau sacietējušais lodmetāls atkal sāk kust. Kad tas notiek, lodāmurs tiek noņemts un savienojums atdziest.
Detaļas var saspiest skrūvspīlēs tā, lai attālums starp tām būtu 1-2 mm. Flux tiek uzklāts uz detaļām un uzsildīts. Atstarpei starp karstajām daļām tiek pievadīts lodējums, kas izkusīs un aizpildīs spraugu. Lodēšanas temperatūrai lodēšanai šādā veidā jābūt zemākai par vara kušanas temperatūru, lai detaļas nedeformētos. Detaļa atdziest, pēc tam to nomazgā ar ūdeni un apstrādā, ja nepieciešams, ar smilšpapīru līdz gludai un viendabīgai.
Lodēšanas trauki vai lodēšanas caurumi varā
Lodējot traukus, izmanto tīru alvu, kuras kušanas temperatūra ir augstāka par alvu vai svinu saturošu lodmetālu. Dažreiz lielu detaļu lodēšanai izmanto āmuru lodāmurus, kas tiek karsēti uz atklātas uguns ar gāzes degli vai pūtēju. Nākotnē viss notiek pēc standarta shēmas: tīrīšana, fluxing un alvošana, detaļu savienošana un karsēšana ar lodāmuru. Tieši šim lodāmuram ir ērti izmantot tīru alvas lodmetālu.
No iekšpuses veidgabalam, kā likums, ir apmale, kas neļauj to izvīt cauri caurulei. To var noņemt ar rupjo vīli, ja armatūra ir jāuzspiež uz caurules tālāk, nekā paredzēts, un nevajadzīgais caurums ir jāpielodē šādā veidā.



