
- Vara cauruļu veidi un to izmantošana
- Vara detaļu lodēšanas metodes
- Augstas temperatūras savienojumu īpašības
- Lodēšana
- Drošības pasākumi, veicot vara cauruļu lodēšanu
- Citas lodēšanas iespējas: darbs ar vara caurulēm un dažādiem metāliem
- Vara cauruļu lodēšanas nianses: kā to izdarīt pareizi
- Kā pielodēt vara stiepli pie alumīnija
- Kā lodēt varu un nerūsējošo tēraudu
- Vara lodēšana ar dzelzi - vai tas ir iespējams
- Palīgmateriāli un instrumenti
- Lodēšana un plūsma
- Deglis
- Saistītie materiāli
- Procesa būtība
- Vara detaļu lodēšanas metodes
- Augstas temperatūras savienojumu īpašības
- Lodēšana detalizēti
- Kā vēl jūs varat savienot vara elementus
- Lodētā vara veidgabalu veidi
- Vara lodēšanas iezīmes
- Vara cauruļu mīnusi
- Komunikācijas no vara caurulēm un veidgabaliem
Vara cauruļu veidi un to izmantošana
Pārdošanā visbiežāk tiek atrastas divu veidu vara caurules - neatkvēlinātas un atkausētas. Liešanas laikā ražošanā tiek zaudēta elastība, kas ir nepieciešama dažās nozarēs, mājas konstrukcijās. Materiāliem tiek atgriezta elastība, apdedzinot temperatūrā līdz 700 °. Rūdītas vara caurules ir dārgākas, taču elastīgākas un var izturēt lielas temperatūras izmaiņas.Tomēr ir zināms trūkums - produkta izturības zudums, kas tiek zaudēts karsējot līdz temperatūrai, kas ir tuvu kušanai.
Neatlaidinātās caurules neliecas, bet ir daudz stiprākas. Savienojot vara savienojumus, tiek izmantoti veidgabali, savienošanas process notiek ar lodēšanu. Dažādi sienu biezumi ļauj izvēlēties produktu stiprības un siltuma pārneses ziņā. Rūdītie materiāli tiek pārdoti pudelēs attiecīgi no 25 līdz 50 metriem, kā likums, šādas vara caurules tiek piegādātas ar mazāku diametru. Cietie materiāli tiek pārdoti dažāda garuma sērijās.
Vara detaļu lodēšanas metodes
Lai savienotu vara caurules, tiek izmantotas tikai divas lodēšanas metodes. Katrs no tiem tiek izmantots atbilstoši daļas specifikācijai un īpašībām. Vara cauruļu lodēšana ar savām rokām ir sadalīta:
- Augstās temperatūrās to citādi sauc par "cietu". Temperatūras indikators šajā režīmā sasniedz 900 °. Ugunsizturīgā lodēšana ļauj izgatavot šuvi ar augstiem stiprības rādītājiem, šo metodi izmanto cauruļvadu ražošanā, kas pakļauti lielai slodzei.
- Mīkstlodēšanas process tiek veikts temperatūrā, sākot no 130 °, to izmanto sadzīves vajadzībām, strādājot ar caurulēm ar diametru līdz 1 cm Tehnoloģija ietver savienošanu ar dokošanu, iepriekšēju apstrādi ar plūsmas pastu.
Darba laikā ir svarīgi neaizmirst, ka degļa izdalītās liesmas jauda var sasniegt 1000 grādus. Tāpēc šuvju apstrāde jāveic ne vairāk kā 20 sekundes. Sildot, mīksts lodmetāls sāk kust un aizpilda savienojumu
Sildot, mīksts lodmetāls sāk kust un aizpildīt savienojumu.
Augstas temperatūras savienojumu īpašības
Augstas temperatūras lodēšanas metodē metāls tiek apdedzināts 700 ° C un augstāk, kas veicina metāla mīkstināšanu. Lodēšanai izmanto liesmas iekārtas, kas spēj izkausēt cietlodmetālus. Lodmetāls sastāv no to vara-fosfora sastāva, tiek ražots stieņu veidā. Vara cauruļu lodēšanas process nenozīmē plūsmas izmantošanu, ievērojot darbību secību, ir iespējams pareizi aizpildīt savienojumu.
Augstas temperatūras vara cauruļu savienojums
Process sākas, kad lodēšanas stienis kūst, darba soļi ir šādi:
- pēc montāžas savienojuma šuve sasilst;
- krustojumā tiek piegādāts cietvielu lodmetāls, kura mīkstināšanu veic gāzes degli;
- kad vizuāli tiek apstiprināts, ka lodēšana tiek uzklāta uz metāla, caurule ir jāpagriež, jāpārbauda dokstacijas pa visu perimetru.
Šīs metodes galvenās priekšrocības ir vara cauruļu savienojuma augstā stiprība, nepieciešamības gadījumā savienojuma diametru iespējams mainīt ar mazāku malu. Augsta temperatūra darbības laikā nevar iznīcināt šuvi. Cietai lodēšanai nepieciešamas noteiktas prasmes, darbības laikā iespējama pārkaršana, kas noved pie metāla iznīcināšanas.
Lodēšana
Katrs process prasa atbildīgu pieeju darba veikšanai. Apkurei izmanto propāna vai benzīna degli, ja izmanto mīkstu lodmetālu, savienojot vara caurules
Ir svarīgi zināt, ka deglis ar pjezo aizdedzi ievērojami samazinās darbības laiku, nav ieteicams iegādāties dārgus modeļus bez šīs funkcijas.

Tehnoloģiskais process
Šajā procesā ir svarīgi izmantot kvalitatīvus piederumus, savienojumā liela nozīme ir flux pastai.Vara cauruļu detaļu vienmērīgs pārklājums tiek panākts, izmantojot mīkstu otu, pēc uzklāšanas lieko noņem ar lupatu. Degļa temperatūra var sasniegt 900 grādus, lodējot ir svarīgi nepārklāt izstrādājumu, pretējā gadījumā notiks pārkaršana
Degļa temperatūra var sasniegt 900 grādus, lodējot ir svarīgi nepārklāt izstrādājumu, pretējā gadījumā notiks pārkaršana
Drošības pasākumi, veicot vara cauruļu lodēšanu
Vara caurules tiek izmantotas kā šķidruma vadītāji ar labām pretkorozijas īpašībām. Vara cauruļu uzstādīšanu nevar veikt, lai nodrošinātu dzeramo krāna ūdeni. Varš nonāk saskarē ar hloru, ko pievieno ūdens attīrīšanai, un var veidot cilvēka organismam kaitīgas vielas. Artēziskajiem avotiem akas nav bīstamas lietošanai.











Vara lodēšana ar cimdiem
Ir svarīgi izmantot kvalitatīvus instrumentus, strādāt ar cimdiem un uzraudzīt iekārtu stāvokli. Metāla siltumvadītspēja ir diezgan augsta, kad viens no mezgliem tiek uzkarsēts un netiek ievēroti drošības pasākumi, iespējams apdegums. Augstas kvalitātes šuvi var iegūt, ja nav ārēju faktoru slodzes veidā, līdz savienojums pilnībā atdziest
Augstas kvalitātes šuvi var iegūt, ja nav ārēju faktoru slodzes veidā, līdz savienojums pilnībā atdziest.
Citas lodēšanas iespējas: darbs ar vara caurulēm un dažādiem metāliem
Vara cauruļu lodēšanai ir nepieciešama zināma pieredze šāda veida darbos. Tāpēc, ja mājas meistars šādu darbu uzņemas pirmo reizi, pirms tam ir vērts pavingrināties, lai nepārtaisītu jau gatavo ūdensvada vai apkures līniju vairākas reizes.Vara caurules var lodēt gan ar cietlodēt (izmantojot gāzes degli), gan ar mīkstajiem sakausējumiem. Otrajā gadījumā vara caurulēm ir lietderīgi izmantot lieljaudas āmuru lodāmuru.
Precīza un kvalitatīva lodēšana ir savienojuma izturības atslēga
Vara cauruļu lodēšanas nianses: kā to izdarīt pareizi
Kā plūsmu vara cauruļu lodēšanai vislabāk ir izmantot kolofoniju. Tas tiek uzklāts vienmērīgā slānī uz caurules ārējām virsmām, pēc tam armatūra tiek uzstādīta uz tās. Tās aizmugurē ir uzstādīta šosejas otrā daļa. Pēc tam armatūra tiek uzkarsēta ar gāzes degli un gar šuvēm tiek “piestiprināta” lodēšana. Augstas temperatūras ietekmē tas kūst, aizpildot šuvi un radot kvalitatīvu blīvu savienojumu.
Dažreiz nākas iztikt bez furnitūras
Vara cauruļu lodēšana ar savām rokām nav pārāk grūta, taču šis darbs prasa rūpību un precizitāti. Protams, vārdos ne visu var izskaidrot saprotami, tāpēc Cienījamā lasītāja uzmanībai piedāvājam video par vara lodēšanu ar gāzes degli, no kura viss kļūs skaidrāks.
Noskatieties šo video vietnē YouTube
Izskatot jautājumu par vara cauruļu lodēšanu mājās, varat pāriet pie nākamās problēmas, proti, neidentisku metālu (vara ar alumīniju, dzelzi vai nerūsējošo tēraudu) lodēšanas.
Kā pielodēt vara stiepli pie alumīnija
Alumīnija lodēšana ar varu ir diezgan sarežģīts process. Jāpiebilst, ka alumīnijam diez vai der tas pats lodmetāls kā vara, un otrādi. Šos metālus ir daudz vieglāk saskaņot, izmantojot tērauda uzmavu.Lai gan mūsdienās ražotājs šādiem nolūkiem piedāvā īpašus lodmetālus un kušņus, to izmaksas ir ievērojamas, kas noved pie šāda darba nerentabluma.
Vara un alumīnija lodēšana ir diezgan sarežģīta
Visa problēma slēpjas konfliktā starp varu un alumīniju. Viņiem ir dažāda ugunsizturība, blīvums. Turklāt alumīnijs, mijiedarbojoties ar varu, sāk spēcīgi oksidēties. Šis process ir īpaši paātrināts, ja caur savienojumu iet elektriskā strāva. Tāpēc, ja nepieciešams savienot vara un alumīnija vadus, vislabāk ir izmantot WAGO pašspīlējošos spaiļu blokus, kuru iekšpusē ir Alyu Plus kontaktu pasta. Tieši viņa noņem oksīdu no alumīnija, novērš tā turpmāko parādīšanos un veicina normālu kontaktu ar vara vadītājiem.
Kad esat izdomājis, kā pielodēt varu ar alumīniju, varat pāriet uz cietākiem metāliem.
Dažreiz šāds savienojums ir neaizstājams
Kā lodēt varu un nerūsējošo tēraudu
Lodējot varu ar nerūsējošo tēraudu, svarīgu lomu spēlē ne pats lodēšanas materiāls, bet gan izmantotais instruments, lai gan daudz kas ir atkarīgs no palīgmateriāliem. Vispieņemamākie materiāli šajā gadījumā ir:
- vara-fosfora lodēt;
- alvas sudrabs (Castolin 157);
- radiotehnika.
Daži amatnieki apgalvo, ka ar pareizu pieeju darbam derēs pat visizplatītākā lodēšana uz alvas un svina bāzes. Galvenais ir obligāta plūsmas (boraks, lodēšanas skābe) izmantošana, rūpīga karsēšana un tikai pēc tam lodēšana (lodēšana).










Vara un nerūsējošā tērauda kompleksā lodēšana
Šādi savienojumi ir reti sastopami, un tāpēc specializētie lodmetāli šādiem nolūkiem ir diezgan dārgi.
Vara lodēšana ar dzelzi - vai tas ir iespējams
Šī iespēja ir iespējama, taču ar noteiktiem nosacījumiem. Piemēram, vienkāršs propāna deglis vairs nav piemērots kā sildītājs. Jums jāizmanto propāns ar skābekli. Boraks jāizmanto kā plūsma, bet misiņš darbosies kā lodmetāls. Tikai šajā gadījumā mēs varam cerēt uz normālu rezultātu. Pērciet lodmetālu vara lodēšanai ar dzelzi vai nerūsējošo tēraudu ir viegli. Galvenais ir saprast, vai papildu izmaksas būs pamatotas.
Iespējama arī vara un dzelzs cauruļu lodēšana
Un tagad mēs piedāvājam apskatīt, cik rūpīgi mājas amatnieki var veikt darbu pie lielceļu cauruļu lodēšanas dažādiem mērķiem.
1 no 5
Palīgmateriāli un instrumenti
Papildus caurulēm un veidgabaliem jums būs nepieciešams arī lodlampa, lodēšana un plūsma - pašai lodēšanai. Un arī cauruļu lokotājs un daži saistīti sīkumi apstrādei pirms darba uzsākšanas.
Birste armatūras noņemšanai no iekšpuses

Lodēšana un plūsma
Jebkura veida vara cauruļu lodēšana notiek ar plūsmas un lodēšanas palīdzību. Lodmetāls ir sakausējums, kura pamatā parasti ir alva ar noteiktu kušanas temperatūru, bet obligāti zemāku par vara kušanas temperatūru. Tas tiek ievadīts lodēšanas zonā, uzsildīts līdz šķidram stāvoklim un ieplūst savienojumā. Pēc atdzesēšanas tas nodrošina ciešu un izturīgu savienojumu.
Vara cauruļu amatieru lodēšanai ar savām rokām ir piemēroti lodmetāli uz alvas bāzes, pievienojot sudrabu, bismutu, antimonu un varu. Par labākajiem tiek uzskatīti savienojumi ar sudraba piedevu, taču tie ir visdārgākie, optimālākie ar vara piedevu. Ir arī ar svina piedevu, bet tos nevajadzētu izmantot santehnikā. Visi šie lodēšanas veidi nodrošina labu šuvju kvalitāti un vieglu lodēšanu.
Flux un lodmetāls ir būtiski palīgmateriāli
Pirms lodēšanas savienojumu apstrādā ar plūsmu. Fluss ir šķidrs vai pastveida līdzeklis, kas izraisa kausēta lodmetāla ieplūšanu savienojumā. Šeit nav ko īpašu izvēlēties: jebkura vara plūsma būs piemērota. Jums būs nepieciešama arī neliela otiņa, lai uzklātu plūsmu. Labāk - ar dabīgiem sariem.
Deglis
Lai strādātu ar mīkstu lodmetālu, varat iegādāties nelielu rokas lodlampu ar vienreizējās lietošanas gāzes balonu. Šie cilindri ir piestiprināti pie roktura, to tilpums ir 200 ml. Neskatoties uz nelielo izmēru, liesmas temperatūra ir no 1100 °C un augstāka, kas ir vairāk nekā pietiekami, lai izkausētu mīksto lodmetālu.
Jums vajadzētu pievērst uzmanību pjezo aizdedzes klātbūtnei. Šī funkcija nekādā ziņā nav lieka - tā būs vieglāk strādāt. Uz manuālā gāzes degļa roktura atrodas vārsts.
Tas regulē liesmas garumu (gāzes padeves intensitāti). Tas pats vārsts izslēdz gāzi, ja nepieciešams nodzēst degli. Drošību nodrošina pretvārsts, kas, ja nav liesmas, atslēgs gāzes padevi
Uz manuālā gāzes degļa roktura atrodas vārsts. Tas regulē liesmas garumu (gāzes padeves intensitāti). Tas pats vārsts izslēdz gāzi, ja nepieciešams nodzēst degli. Drošību nodrošina pretvārsts, kas, ja nav liesmas, atslēgs gāzes padevi.
Rokas lodlampa vara cauruļu lodēšanai
Dažiem modeļiem ir liesmas deflektors. Tas neļauj liesmai izkliedēties, radot augstāku temperatūru lodēšanas zonā. Pateicoties tam, deglis ar atstarotāju ļauj strādāt visneērtākajās vietās.









Strādājot mājsaimniecības un pusprofesionālos modeļos, jums jābūt uzmanīgiem - nepārkarsējiet ierīci, lai plastmasa neizkustu. Tāpēc nav vērts vienlaikus veikt daudz lodēšanas - labāk ir ļaut iekārtai atdzist un šajā laikā sagatavot nākamo savienojumu.
Saistītie materiāli
Lai grieztu vara caurules, nepieciešams cauruļu griezējs vai metāla zāģis ar metāla asmeni. Griezumam jābūt stingri vertikālam, kas nodrošina cauruļu griezēju. Un, lai garantētu vienmērīgu griezumu ar metāla zāģi, varat izmantot parasto galdniecības griezēju kasti.
cauruļu griezējs

Sagatavojot caurules, tās ir jātīra. Lai to izdarītu, ir speciālas metāla birstes un birstes (iekšējās virsmas tīrīšanai), bet var iztikt ar smilšpapīru ar vidējiem un smalkiem graudiem.
Lai noņemtu urbumus no griezumiem, ir slīpumi. Viņu izstrādātā caurule labāk iederas veidgabalā - tās ligzda ir tikai par milimetru lielāka par ārējo diametru. Tātad mazākās novirzes rada grūtības. Bet principā visu var likvidēt ar smilšpapīru. Tas prasīs tikai vairāk laika.
Vēlams arī izmantot aizsargbrilles un cimdus. Lielākā daļa mājamatnieku neievēro šos drošības pasākumus, taču apdegumi ir ļoti nepatīkami. Tie ir visi materiāli un instrumenti, kas nepieciešami vara cauruļu lodēšanai.
Procesa būtība
Tādā veidā izveidots cauruļvads, jo tā uzstādīšanas laikā tiek izmantotas vara caurules, ir ļoti uzticams un īpaši izturīgs. Protams, šādai sistēmai ir diezgan augstas izmaksas, taču to pilnībā pamato unikālas īpašības
Kas ir svarīgi, vara caurules var izmantot gan santehnikas, gan apkures sistēmās.Abos gadījumos tie demonstrē visaugstāko uzticamību un izturību.
Vienkāršākais un uzticamākais veids, kā uzstādīt šādas sistēmas, ir vara cauruļu lodēšana. Šī savienojuma tehnoloģija tiek izmantota jau ilgu laiku, tā ir labi izpētīta un nerada problēmas praktiskajā realizācijā. Šīs metodes būtība ir tāda, ka savienojumu starp savienojamajām daļām piepilda ar īpašu savienojumu, ko sauc par lodmetālu. Lai vara cauruļu lodēšanai paredzētais lodmetāls iekļūtu un aizpildītu detaļu savienojumu, tas tiek izkausēts augstas temperatūras ietekmē. Pēc tam, kad lodmetāla sildīšana apstājas un tā jau ir pilnībā aizpildījusi nākotnes šuvi, tā sacietē, veidojot uzticamu, stingru un izturīgu savienojumu.
Vara lodēšana ir ērta arī tāpēc, ka nepieciešamības gadījumā savienotos cauruļvada elementus vienmēr var viegli atdalīt. Lai to izdarītu, ir pietiekami sildīt krustojumu, lai lodēšana kļūtu mīksta un elastīga.

Vara cauruļu lodēšanas process
Vara detaļu lodēšanas metodes
Lodēšana tiek uzskatīta par labāko metodi vara detaļu savienošanai. Darbības laikā izkusis lodmetāls aizpilda nelielu spraugu starp elementiem, tādējādi veidojot uzticamu savienojumu. Ir divi visizplatītākie veidi, kā iegūt šādus savienojumus. Šī ir augstas un zemas temperatūras kapilārā lodēšana. Apskatīsim, kā tie atšķiras viens no otra.
Augstas temperatūras savienojumu īpašības
Šajā gadījumā vara elementu savienošanas process notiek temperatūrā, kas pārsniedz +450 grādus. Kā lodmetāls tiek izvēlētas kompozīcijas, kuru pamatā ir diezgan ugunsizturīgi metāli: sudrabs vai varš.Tie nodrošina spēcīgu šuvi, izturīgu pret mehāniskiem bojājumiem un augstām temperatūrām. Šādu savienojumu sauc par cietu.
Augstas temperatūras kapilāro lodēšanas procesā temperatūra pārsniedz 450C, savienojuma veidošanai izmanto BAg vai BCuP ugunsizturīgo lodmetālu.
Tā sauktās cietās lodēšanas iezīme ir metāla atkausēšana, kas noved pie tā mīkstināšanas. Tāpēc, lai samazinātu vara stiprības īpašību zudumu, gatavā šuve ir jāatdzesē tikai dabiski, neizmantojot mākslīgo pūšanu vai detaļu nolaišanu aukstā ūdenī.
Cietu savienojumu izmanto caurulēm ar diametru no 12 līdz 159 mm. Gāzes cauruļu savienošanai izmanto cietlodēšanu. Santehnikā to izmanto ūdensvadu montāžas procesā detaļu, kuru diametrs pārsniedz 28 mm, monolītai savienošanai. Turklāt šādu savienojumu izmanto gadījumos, kad caurulēs cirkulējošā šķidruma temperatūra var pārsniegt +120 grādus.










Augstas temperatūras lodēšana tiek izmantota arī apkures sistēmu montāžai. Tās priekšrocība ir iespēja sakārtot kanalizāciju no iepriekš uzstādītas sistēmas bez tās iepriekšējas demontāžas.
Lodēšana detalizēti
Mīkstā jeb zemas temperatūras lodēšana ir vara detaļu savienošana, kuras laikā tiek izmantota temperatūra zem + 450C. Šajā gadījumā par lodēšanu tiek izvēlēti mīksti zemas kušanas metāli, piemēram, alva vai svins. Šādas lodēšanas rezultātā izveidotās šuves platums var svārstīties no 7 līdz 50 mm. Iegūto savienojumu sauc par mīkstu. Tas ir mazāk izturīgs nekā ciets, taču tam ir vairākas būtiskas priekšrocības.
Zemas temperatūras lodēšanas laikā veidojas tā sauktais mīkstais savienojums. Tas ir mazāk izturīgs nekā ciets, tāpēc to nevar izmantot, savienojot gāzes caurules.
Galvenā atšķirība ir tāda, ka lodēšanas procesā nenotiek metāla atkausēšana. Attiecīgi tā spēks paliek nemainīgs. Turklāt zemas temperatūras lodēšanas laikā temperatūra nav tik augsta kā augstas temperatūras lodēšanas laikā. Tāpēc tas tiek uzskatīts par drošāku. Maza diametra cauruļu montāžai izmanto tā sauktos mīkstos savienojumus: no 6 līdz 108 mm.
Santehnikā zemas temperatūras pieslēgumus izmanto ūdensvadu un siltumtīklu ierīkošanai, bet ar nosacījumu, ka tajos cirkulējošā šķidruma temperatūra ir mazāka par +130 grādiem. Gāzes cauruļvadiem šāda veida savienojumu izmantošana ir stingri aizliegta.
Kā vēl jūs varat savienot vara elementus
Ilgs kalpošanas laiks, izturība pret koroziju, viegls svars un antibakteriālās īpašības ir padarījuši vara savienojumu diezgan populāru noteiktās aprindās. Augsta siltuma pārnese ļauj materiālu izmantot dzesēšanas sistēmās. Pirms vara cauruļu lodēšanas ir jānosaka lodēšanas metode, papildus temperatūras ietekmei ir dažādi veidgabali, kuru izmantošana ir atkarīga no bojājuma pakāpes vai savienojuma konstrukcijas.

Armatūra vara caurulēm
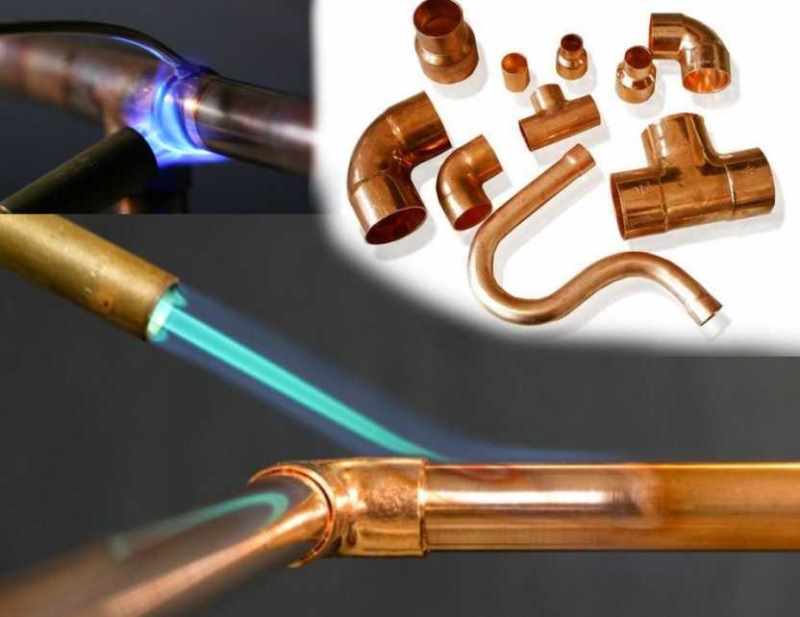
Lodētā vara veidgabalu veidi
Alternatīvs veids lodēšanai ir izmantot veidgabalus, lai savienotu vara caurules. Ir divi galvenie veidi:
- Gofrētajiem elementiem konstrukcijas iekšpusē ir gredzens, kas ļauj izveidot ciešu savienojumu. Konstrukcija ir izgatavota no misiņa.
- Kapilāru veidgabali, kuru diametrs atšķiras no ārējā indikatora. Process ietver lodēšanu, mainot diametru un saspiešanu, tādējādi izveidojot savienojumu.
Iepriekš minētās dokstacijas metodes tiek izmantotas vietās, kur bieži notiek elementu maiņa. Nomaiņas iemesli var būt mijiedarbība ar agresīviem metāliem, dokošana ar dažāda sastāva materiāliem.
Vara lodēšanas iezīmes
Segmentu dokošana tiek veikta, apstrādājot metāla malas. Armatūras izmēram jāatbilst dotajai konfigurācijai, nav atļauts stiept metālu līdz vajadzīgajam izmēram, tādā gadījumā tiek zaudēta izturība un elastība. Tīrīšana notiek kārtībā, paplašinātais elements tiek iztīrīts iekšpusē, bet pieslēgts atrodas ārpusē. Strādājot ar lodāmuru, lodmetāls tiek uzkarsēts no gala. Lai veiktu kvalitatīvu vara cauruļu savienojumu, ir nepieciešama pieredze, jo var tikt pieļautas nelabojamas kļūdas.
Vara izstrādājumi tiek izmantoti gandrīz visās dažāda veida saldēšanas iekārtās. Materiāls ir sevi pierādījis rūpniecībā, to izmanto elektromehāniskām vajadzībām, sūknējot degošus materiālus.
Vara cauruļu mīnusi
Viens no galvenajiem trūkumiem ir vara izstrādājumu augstā cena. Alternatīvi materiāli, piemēram, plastmasa vai tērauds, var būt ievērojami lētāki. Metāla materiāls ir mīksts, ar mazāko ārēju ietekmi, rodas deformācija, noteiktas zonas atteice.
Karstā ūdens pārnešana apkures sistēmās var būt traumatiska, jo vara ir augsta siltuma pārnese. Siltuma zudumi tiek izslēgti, izmantojot izolācijas materiālus, drošai darbībai ir nepieciešams noslīcināt caurules telpas apdares materiālos.
Komunikācijas no vara caurulēm un veidgabaliem
Kvalitatīvas vara caurules un veidgabali, kuru tehniskie un ekspluatācijas raksturlielumi atbilst starptautiskajiem standartiem ISO 9002, BS2 un DIN, tagad ražo gan ārvalstu, gan pašmāju uzņēmumi. Šādas caurules, kā arī to savienojošie elementi veiksmīgi iztur caur tām transportējamo vielu augsto spiedienu, augstu un zemu temperatūru un mehānisko spriegumu, kam tās var tikt pakļautas ekspluatācijas, transportēšanas un uzglabāšanas laikā.
Atšķirībā no mūsu laikos populārajām polimēru caurulēm, vara cauruļu izstrādājumi nesabojājas no saules gaismas iedarbības, tie nebaidās no korozijas, kas ir īsts posts izstrādājumiem, kas izgatavoti no melnajiem metāliem. Runājot par kalpošanas laiku, ar ko vara caurules un veidgabali atšķiras, ar tiem nevar salīdzināt līdzīgus izstrādājumus, kas izgatavoti no cita materiāla. Jāatzīmē, ka vara izstrādājumi ir praktiski mūžīgi, sakaru kalpošanas laiks no tiem ir vismaz 100 gadi.

Apkures un ūdens apgādes sistēma no vara caurulēm privātmājā
Cauruļu izstrādājumi, kā arī veidgabali no vara tiek izmantoti inženiertīklu sakārtošanai dažādiem mērķiem:
- apkures sistēmas;
- gaisa kondicionēšana;
- aukstā un karstā ūdens apgāde;
- gāzes komunikācijas.
Tie patērētāji, kuri nolemj izmantot vara cauruļu izstrādājumus un vara veidgabalus, galvenokārt izmanto tos, lai aprīkotu uzticamus un izturīgus ūdensapgādes tīklus. No vara izgatavotie veidgabali ir kompaktāki un izskatās daudz tīrāki nekā tie, kas izgatavoti no melnajiem metāliem.Tas izskaidrojams ar to, ka, projektējot un ražojot vara veidgabalus, nav nepieciešams padarīt to sienas biezākas, ņemot vērā to turpmāko koroziju, jo tās vienkārši nav pakļautas.









Vara cauruļu uzstādīšana apkures sistēmā pats
Ir vairāki iemesli, kas izskaidro vara izgatavoto cauruļu un to veidgabalu lielo popularitāti:
- vara, kā zināms, piemīt antiseptiskas īpašības, tāpēc no šī metāla izgatavotajās ūdensvados neattīstās patogēni, un pa tām transportētā ūdens kvalitāte pat uzlabojas;
- cauruļvadu uzstādīšana, kurām tiek izmantotas caurules un veidgabali no vara, ir daudz vienkāršāka nekā sakari no melnajām caurulēm;
- vara augstās plastiskuma dēļ no šī metāla izgatavotās caurules, ūdenim sasalstot tajās, neplīst, bet vienkārši deformējas; lai iznīcinātu vara cauruli, tai ir jāpieliek iekšējais spiediens 200 atm, un mājsaimniecības komunikācijās šādu spiedienu vienkārši nav.



