
- Augstspiediena iesiešanas presēšanas savienojumi
- 4. metode: Push-connect savienojums
- Citas lodēšanas iespējas: darbs ar vara caurulēm un dažādiem metāliem
- Vara cauruļu lodēšanas nianses: kā to izdarīt pareizi
- Kā pielodēt vara stiepli pie alumīnija
- Kā lodēt varu un nerūsējošo tēraudu
- Vara lodēšana ar dzelzi - vai tas ir iespējams
- Vara izstrādājumu lodēšanas tehnoloģija
- Izgrieziet priekšmetu vajadzīgajā garumā
- Uzklājiet plūsmu uz caurules virsmas
- Detaļu savienošana pirms lodēšanas
- Savienojumu veidošanās zemas temperatūras lodēšanas laikā
- Šuvju veidošana augstas temperatūras lodēšanai
- Vara cauruļu veidi
- Kas nepieciešams vara cauruļu lodēšanai
- Palīgmateriāli un instrumenti
- Lodēšana un plūsma
- Deglis
- Saistītie materiāli
- Kur pieteikties
- 3 Kā pielodēt vara caurules?
- Vara cauruļu uzstādīšana
- Cauruļvada montāža ar veidgabaliem
- Instrumenti un materiāli
- Montāžas instrukcijas
Augstspiediena iesiešanas presēšanas savienojumi
Sasniegumi līmēšanas gofrēšanas tehnoloģijā un O-gredzenu materiālu izstrādē ir ļāvuši izmantot līmēšanas gofrējumus augsta spiediena sistēmām. Tomēr augstspiediena sistēmām ir nepieciešamas nedaudz atšķirīgas preses žokļu konfigurācijas.
Savienojošā mezgla ražošanas rezultāts, izmantojot 360º dubultās gofrēšanas tehniku
Līmēšanas gofrēšanas savienojumi zemspiediena, tehnoloģiskām un nemedicīniskām saspiestās gāzes līnijām izmanto vienu standarta sešstūra gofrēšanas formu.
Augstāka spiediena savienošanai ir jāizmanto īpaši izstrādāti presēšanas piederumi un savilkšanas spīles, lai armatūrai nodrošinātu 360° dubulto gofrēšanu.
4. metode: Push-connect savienojums
Iespiežamās montāžas metodes īpatnība ir tā, ka uzstādīšanai nav nepieciešami papildu instrumenti, degļi, īpašas deggāzes vai elektrība. Iestumšanas montāžu nodrošina integrēts elastomēra blīvējums un nerūsējošā tērauda roktura gredzens.
Ērts visos aspektos un diezgan praktisks ekspluatācijai, montāžas salikšanas metode, ievietojot nospiežot (push-connect)
Tipiski spiediena un temperatūras diapazoni iespiežamiem mezgliem ir parādīti tabulā:
| Montāžas veids | Spiediena diapazons, kPa | Temperatūras diapazons, ºC |
| Iespiežams ievietojums, D = 12,7 – 50,8 mm | 0 – 1375 | mīnus 18 / plus 120 |
Šāda veida montāžai ir divi izplatīti veidgabalu veidi. Abas iespējas rada spēcīgus, uzticamus mezglu mezglus. Tomēr, lai gan viena veida iebīdāmās armatūra ļauj viegli noņemt mezglu pēc uzstādīšanas, piemēram, sistēmas apkopei, otrs neatbalsta šo konfigurāciju. Šī brīža piederumi atšķiras viens no otra.
Armatūras veidi iespiežamiem savienojumiem: kreisajā pusē - saliekams dizains; pareizi - neatdalāms dizains
Pirms montāžas montāžas ir jāveic visas sagatavošanas procedūras ar vara cauruli, kā aprakstīts iepriekš
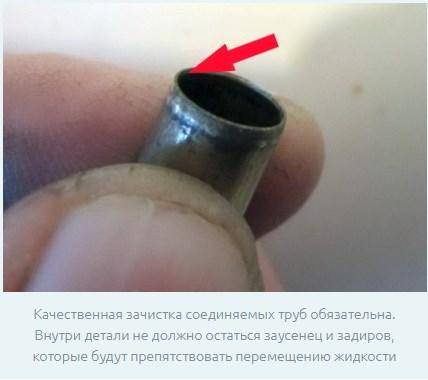
Šeit īpaša uzmanība jāpievērš vara caurules slīpā gala tīrīšanai ar smilšpapīru, neilona abrazīvu audumu vai sanitāro audumu. Šīs darbības nodrošina blīvējuma blīves integritāti ievietošanas brīdī. vara caurule armatūras korpusā
Montāža ietver stingras stumšanas, vienlaikus pagriežot kustības izpildi, kas vērsta armatūras korpusā. Vara caurules kustība veidgabala iekšpusē tiek veikta, līdz vara caurule balstās pret armatūras kausa aizmuguri. Šo brīdi parasti norāda ar iepriekš izdarītu ievietošanas dziļuma atzīmi uz vara virsmas.
Ar informācijas palīdzību: Kūpers
Citas lodēšanas iespējas: darbs ar vara caurulēm un dažādiem metāliem
Vara cauruļu lodēšanai ir nepieciešama zināma pieredze šāda veida darbos. Tāpēc, ja mājas meistars šādu darbu uzņemas pirmo reizi, pirms tam ir vērts pavingrināties, lai nepārtaisītu jau gatavo ūdensvada vai apkures līniju vairākas reizes. Vara caurules var lodēt gan ar cietlodēt (izmantojot gāzes degli), gan ar mīkstajiem sakausējumiem. Otrajā gadījumā vara caurulēm ir lietderīgi izmantot lieljaudas āmuru lodāmuru.
 Precīza un kvalitatīva lodēšana ir savienojuma izturības atslēga
Precīza un kvalitatīva lodēšana ir savienojuma izturības atslēga
Vara cauruļu lodēšanas nianses: kā to izdarīt pareizi
Kā plūsmu vara cauruļu lodēšanai vislabāk ir izmantot kolofoniju. Tas tiek uzklāts vienmērīgā slānī uz caurules ārējām virsmām, pēc tam armatūra tiek uzstādīta uz tās. Tās aizmugurē ir uzstādīta šosejas otrā daļa. Pēc tam armatūra tiek uzkarsēta ar gāzes degli un gar šuvēm tiek “piestiprināta” lodēšana.Augstas temperatūras ietekmē tas kūst, aizpildot šuvi un radot kvalitatīvu blīvu savienojumu.
 Dažreiz nākas iztikt bez furnitūras
Dažreiz nākas iztikt bez furnitūras
Vara cauruļu lodēšana ar savām rokām nav pārāk grūta, taču šis darbs prasa rūpību un precizitāti. Protams, vārdos ne visu var izskaidrot saprotami, tāpēc Cienījamā lasītāja uzmanībai piedāvājam video par vara lodēšanu ar gāzes degli, no kura viss kļūs skaidrāks.
 Noskatieties šo video vietnē YouTube
Noskatieties šo video vietnē YouTube
Izskatot jautājumu par vara cauruļu lodēšanu mājās, varat pāriet pie nākamās problēmas, proti, neidentisku metālu (vara ar alumīniju, dzelzi vai nerūsējošo tēraudu) lodēšanas.
Kā pielodēt vara stiepli pie alumīnija
Alumīnija lodēšana ar varu ir diezgan sarežģīts process. Jāpiebilst, ka alumīnijam diez vai der tas pats lodmetāls kā vara, un otrādi. Šos metālus ir daudz vieglāk saskaņot, izmantojot tērauda uzmavu. Lai gan mūsdienās ražotājs šādiem nolūkiem piedāvā īpašus lodmetālus un kušņus, to izmaksas ir ievērojamas, kas noved pie šāda darba nerentabluma.

Visa problēma slēpjas konfliktā starp varu un alumīniju. Viņiem ir dažāda ugunsizturība, blīvums. Turklāt alumīnijs, mijiedarbojoties ar varu, sāk spēcīgi oksidēties. Šis process ir īpaši paātrināts, ja caur savienojumu iet elektriskā strāva. Tāpēc, ja nepieciešams vara un alumīnija stiepļu savienojumi vislabāk ir izmantot WAGO pašspīlējošos spaiļu blokus, kuru iekšpusē ir Alyu Plus kontaktu pasta. Tieši viņa noņem oksīdu no alumīnija, novērš tā turpmāko parādīšanos un veicina normālu kontaktu ar vara vadītājiem.









Kad esat izdomājis, kā pielodēt varu ar alumīniju, varat pāriet uz cietākiem metāliem.
 Dažreiz šāds savienojums ir neaizstājams
Dažreiz šāds savienojums ir neaizstājams
Kā lodēt varu un nerūsējošo tēraudu
Lodējot varu ar nerūsējošo tēraudu, svarīgu lomu spēlē ne pats lodēšanas materiāls, bet gan izmantotais instruments, lai gan daudz kas ir atkarīgs no palīgmateriāliem. Vispieņemamākie materiāli šajā gadījumā ir:
- vara-fosfora lodēt;
- alvas sudrabs (Castolin 157);
- radiotehnika.
Daži amatnieki apgalvo, ka ar pareizu pieeju darbam derēs pat visizplatītākā lodēšana uz alvas un svina bāzes. Galvenais ir obligāta plūsmas (boraks, lodēšanas skābe) izmantošana, rūpīga karsēšana un tikai pēc tam lodēšana (lodēšana).
 Vara un nerūsējošā tērauda kompleksā lodēšana
Vara un nerūsējošā tērauda kompleksā lodēšana
Šādi savienojumi ir reti sastopami, un tāpēc specializētie lodmetāli šādiem nolūkiem ir diezgan dārgi.
Vara lodēšana ar dzelzi - vai tas ir iespējams
Šī iespēja ir iespējama, taču ar noteiktiem nosacījumiem. Piemēram, vienkāršs propāna deglis vairs nav piemērots kā sildītājs. Jums jāizmanto propāns ar skābekli. Boraks jāizmanto kā plūsma, bet misiņš darbosies kā lodmetāls. Tikai šajā gadījumā mēs varam cerēt uz normālu rezultātu. Nav grūti iegādāties lodmetālu vara lodēšanai ar dzelzi vai nerūsējošo tēraudu. Galvenais ir saprast, vai papildu izmaksas būs pamatotas.
 Iespējama arī vara un dzelzs cauruļu lodēšana
Iespējama arī vara un dzelzs cauruļu lodēšana
Un tagad mēs piedāvājam apskatīt, cik rūpīgi mājas amatnieki var veikt darbu pie lielceļu cauruļu lodēšanas dažādiem mērķiem.
1 no 5





Vara izstrādājumu lodēšanas tehnoloģija
Pēc instrumentu un materiālu sagatavošanas tiek pielodētas caurules, kas sastāv no šādām darbībām:
- sagatavju griešana segmentos;
- attaukošana un oksīdu noņemšana;
- elementu dokošana;
- lodēšanas uzlikšana savienojuma līnijai.
Izgrieziet priekšmetu vajadzīgajā garumā
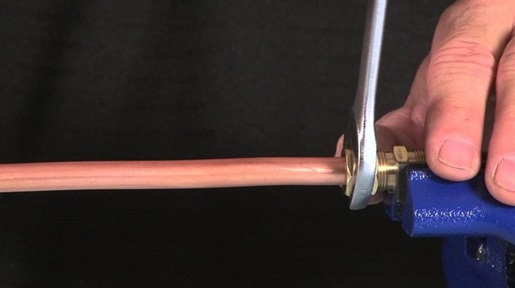
Vara cauruļu metināšana sākas ar cauruļvada marķēšanu, kas pēc tam tiek sagriezta vajadzīgā garuma elementos. Marķējot, ir jāņem vērā garuma rezerve, kas nepieciešama, lai savienotu caurules pēc gala paplašināšanas. Rokas griezējinstruments ļauj iespīlēt cauruli, un pēc tam ap sagataves ārējo virsmu tiek velmēts karbīda veltnis. Caurules korpusa griešanas laikā veltnis tiek nospiests ar regulēšanas skrūvi, kas ļauj iegūt vienmērīgu griezumu.
Atļauts griezt sagataves ar metāla zāģi un speciālu šablonu, kas nodrošina griezuma perpendikulitāti. Griežot, caurules saspiešana nav pieļaujama, jo ārējās virsmas ovāls pasliktina savienojuma hermētiskumu (sakarā ar izmaiņām spraugā, kas netiks piepildīta ar lodmetālu). Iegūto zibspuldzi noņem ar smilšpapīru un metāla suku. Pēc tam vienu no malām apstrādā ar paplašinātāju, kas izveidos hermetizētu savienojumu ar palielinātu izturību.
Uzklājiet plūsmu uz caurules virsmas
Vara cauruļu metināšanai "dari pats" ir nepieciešams noņemt oksīdus no savienojamo detaļu virsmas. Sagataves noslauka ar attaukošanas līdzekli (piemēram, acetonu), un pēc tam uz savienotajām malām uzklāj reaģentu. Nav ieteicams lietot palielinātu flux devu, aktīvās vielas vienmērīgi uzklāt plānā kārtā uz savienojuma zonu. Reaģenta uzklāšanai izmanto otu, kas uz virsmas neatstāj šķiedras.
Detaļu savienošana pirms lodēšanas
Pēc plūsmas uzklāšanas caurules tiek savienotas, elementus ieteicams savienot uzreiz pēc virsmas eļļošanas (lai samazinātu putekļu nosēšanās risku). Savienojot detaļas griežas viena pret otru, kas ļauj sadalīt plūsmu un nodrošina ciešu piegulšanu. No savienojuma izspiestais reaģents tiek noņemts ar sausu drānu, ir aizliegts saglabāt plūsmu uz elementiem, kas izgatavoti no krāsainiem metāliem, jo sākas materiāla iznīcināšana.
Savienojumu veidošanās zemas temperatūras lodēšanas laikā

Zemas temperatūras tehnoloģijā tiek izmantota plūsma, kas paredzēta konstrukcijas samazināšanai savienojuma laikā. Vara cauruļu lodēšana ar gāzes degli nodrošina degļa padevi pieslēguma zonai, deglis pārvietojas pa savienojumu, nodrošinot vienmērīgu detaļu sildīšanu. Pēc tam rokā tiek ņemts lodēšanas stienis, kas tiek ievadīts spraugā starp caurulēm. Izkausētais metāls sāk izplatīties pa virsmām, deglis tiek noņemts uz sāniem, lodēšana aizpilda savienojumu apsildāmās caurules temperatūras dēļ.










Šuvju veidošana augstas temperatūras lodēšanai
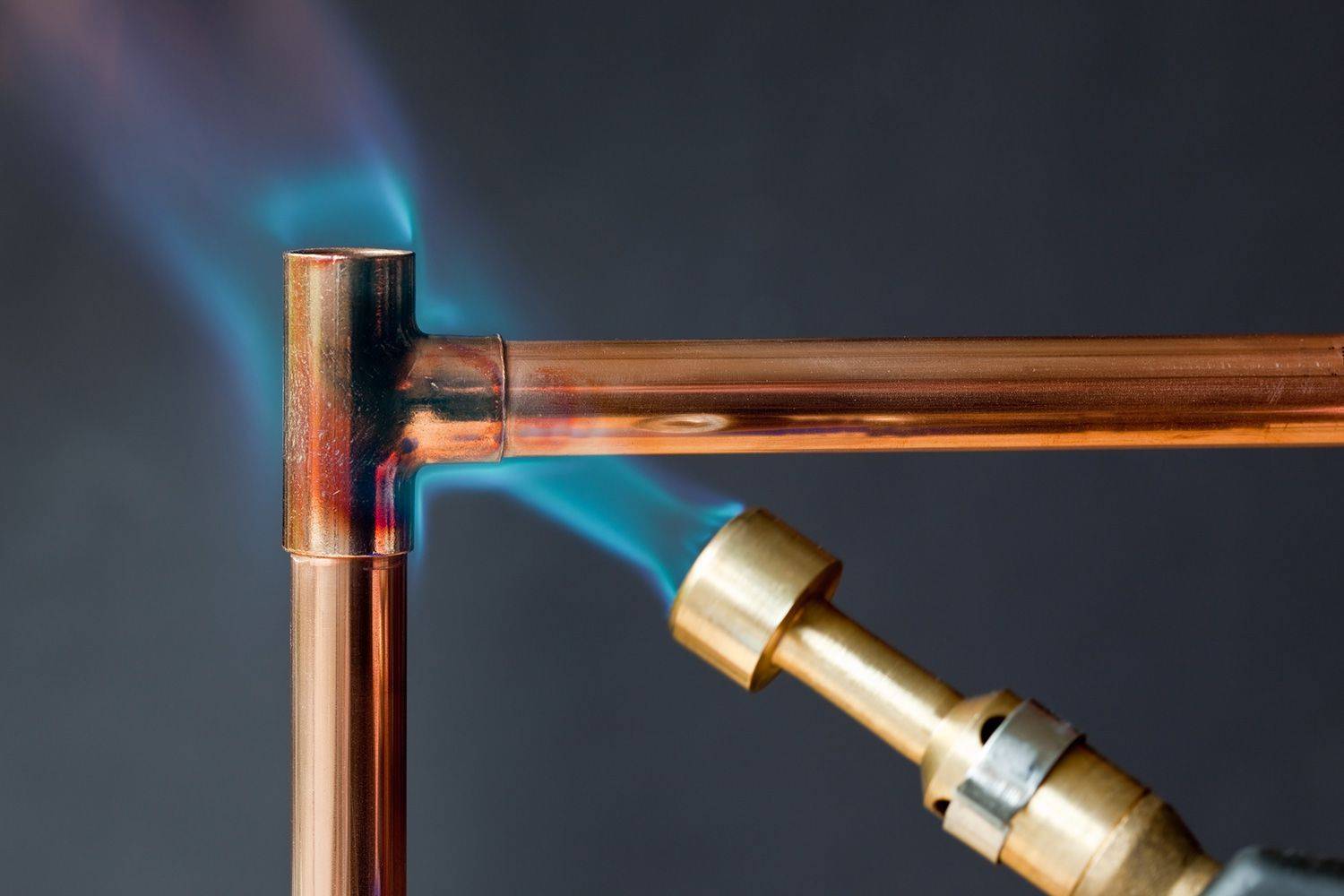
Izmantojot ugunsizturīgos lodmetālus, caurules tiek uzkarsētas ar degli līdz paaugstinātai temperatūrai. Deglis pārvietojas pa savienojuma zonu, līdz caurule tiek uzkarsēta līdz ķiršu sarkanai nokrāsai (kas atbilst 750°C temperatūrai). Pēc tam savienojumā tiek ievadīts lodmetāls, kas iepriekš uzkarsēts ar degļa liesmu.
Saskaroties ar apsildāmām caurulēm, lodmetāls kūst, vienmērīgi aizpildot montāžas spraugu. Lodēšanas pārpalikuma uzklāšana nav nepieciešama, jo materiāls paliks cauruļvada ārpusē. Pēc procedūras beigām jāgaida 2-3 minūtes, pēc tam, kad šuves temperatūra pazeminās un lodēt izkristalizējas, tiek noņemti kušņu atlikumi.Savienojuma papildu apstrāde nav nepieciešama.
Vara cauruļu veidi
Pirms cauruļvada izgatavošanas jums ir jāizvēlas detaļas. Starp iegādātajām daļām ir divu veidu:
- Neatlaidināti - augstas stiprības elementi ar zemu elastības indeksu. Pēc izgatavošanas tie netiek pakļauti papildu termiskai apstrādei.
- Rūdīti - elementi, kas tiek pakļauti papildu termiskai apstrādei. Tie tiek turēti aptuveni 700 grādu temperatūrā pēc Celsija. Materiāls iegūst augstu plastiskuma indeksu. Pateicoties papildu termiskai apstrādei, tie kļūst izturīgāki pret kritiskajām temperatūrām.
Vara caurules atšķiras pēc sienu biezuma un to spoļu izmēra, kurās tās tiek pārdotas. Saskaņā ar GOST tiem jābūt izgatavotiem no tīra vara.
Kas nepieciešams vara cauruļu lodēšanai
Vara cauruļu lodēšanai, ko nav grūti izdarīt ar savām rokām, nav nepieciešams dārgs aprīkojums un īpaši materiāli. Lai to pareizi ieviestu, jums būs nepieciešamas šādas ierīces.
Deglis, kura dēļ tiks uzsildīts lodmetāls un caurules daļa, kurā tie tiks savienoti. Parasti šādam deglim tiek piegādāta propāna gāze, kuras spiedienu regulē metināšanas reduktors.
Īpašs instruments vara cauruļu griešanai. Tā kā izstrādājumi no šī metāla ir ļoti mīksti, tos vajadzētu griezt pietiekami maigi, lai nesaburzītu sienas. Mūsdienu tirgū tiek piedāvāti dažādu modeļu cauruļu griezēji, kas atšķiras gan ar funkcionalitāti, gan tehniskajām iespējām.
Šādu ierīču atsevišķu modeļu dizains, kas ir svarīgs, ļauj tos izmantot pat darbam grūti sasniedzamās vietās.
Cauruļu paplašinātājs ir ierīce, kas ļauj paplašināt vara caurules diametru, kas ir nepieciešams, lai labāk lodētu. Dažādās sistēmās, kas montētas no vara caurulēm, tiek izmantoti vienas sekcijas elementi, un, lai tos kvalitatīvi savienotu, ir nepieciešams nedaudz palielināt viena no savienotā elementa diametru. Tieši šo problēmu atrisina tāda ierīce kā cauruļu paplašinātājs.
Tieši šo problēmu atrisina tāda ierīce kā cauruļu paplašinātājs.
Vara cauruļu uzliesmošanas komplekts
Ierīce vara cauruļu galu slīpēšanai. Pēc apgriešanas uz detaļu galiem paliek urbumi, kas var traucēt iegūt kvalitatīvu un uzticamu savienojumu. Lai tos noņemtu un cauruļu galiem piešķirtu nepieciešamo konfigurāciju, pirms lodēšanas tiek izmantots slīpmašīnas. Mūsdienās tirgū ir divi galvenie slīpēšanas ierīču veidi: ievietoti apaļā korpusā un izgatavoti zīmuļa formā. Ērtākas lietošanā, bet arī dārgākas ir apaļas ierīces, ar kurām var apstrādāt mīkstas vara caurules, kuru diametrs nepārsniedz 36 mm.
Lai pareizi sagatavotu vara caurules lodēšanai, no to virsmas ir jānoņem visi piemaisījumi un oksīdi. Šiem nolūkiem tiek izmantotas otas un otas, kuru sariņi ir izgatavoti no tērauda stieples.
Vara cauruļu lodēšana parasti tiek veikta ar cietlodēšanu, kas var būt augsta un zema temperatūra. Augstas temperatūras lodmetāls ir vara stieple, kuras sastāvā ir aptuveni 6% fosfora. Šāda stieple kūst 700 grādu temperatūrā, savukārt zemas temperatūras tipam (skārda stieplei) pietiek ar 350 grādiem.
Vara cauruļu lodēšanas tehnoloģija ietver īpašu plūsmu un pastas izmantošanu, kas veic aizsargfunkciju. Šādas plūsmas ne tikai aizsargā izveidoto šuvi no gaisa burbuļu veidošanās tajā, bet arī ievērojami uzlabo lodmetāla saķeri ar caurules materiālu.
Papildus plūsmai, lodēšanai un citiem pamatelementiem vara cauruļu lodēšanai būs nepieciešami papildu instrumenti, kurus var atrast katrā darbnīcā vai garāžā. Vara izstrādājumu lodēšanai vai metināšanai papildus sagatavojiet:
- parastais marķieris;
- rulete;
- ēkas līmenis;
- maza suka ar stingriem sariem;
- āmurs.
Pirms darba uzsākšanas ir svarīgi arī izlemt kā lodēt varu caurules. Var būt divas galvenās iespējas: vara lodēšana (retāk izmantota) un mīkstlodēšanas izmantošana. Risinot šo jautājumu, ir svarīgi vadīties no tā, ka pastāv prasības viena vai cita veida lodēšanas veida lietošanai.
Tātad cietlodmetālus izmanto saldēšanas iekārtu un gaisa kondicionieru elementu lodēšanai. Visos citos gadījumos (ūdens apgādes sistēmas, apkures sistēmas utt.) var izmantot skārda stiepli. Bet neatkarīgi no tā, kāda tehnoloģija tiek izvēlēta, jāatceras, ka plūsma ir nepieciešama jebkurā gadījumā.
Risinot šo jautājumu, ir svarīgi vadīties no tā, ka pastāv prasības viena vai cita veida lodēšanas veida lietošanai. Tātad cietlodmetālus izmanto saldēšanas iekārtu un gaisa kondicionieru elementu lodēšanai.
Visos citos gadījumos (ūdens apgādes sistēmas, apkures sistēmas utt.) var izmantot skārda stiepli. Bet neatkarīgi no tā, kāda tehnoloģija tiek izvēlēta, jāatceras, ka plūsma ir nepieciešama jebkurā gadījumā.

Birstes vara caurules iekšējās virsmas noņemšanai pirms lodēšanas
Palīgmateriāli un instrumenti
Papildus caurulēm un veidgabaliem jums būs nepieciešams arī lodlampa, lodēšana un plūsma - pašai lodēšanai. Un arī cauruļu lokotājs un daži saistīti sīkumi apstrādei pirms darba uzsākšanas.










Birste armatūras noņemšanai no iekšpuses
Lodēšana un plūsma
Jebkura veida vara cauruļu lodēšana notiek ar plūsmas un lodēšanas palīdzību. Lodmetāls ir sakausējums, kura pamatā parasti ir alva ar noteiktu kušanas temperatūru, bet obligāti zemāku par vara kušanas temperatūru. Tas tiek ievadīts lodēšanas zonā, uzsildīts līdz šķidram stāvoklim un ieplūst savienojumā. Pēc atdzesēšanas tas nodrošina ciešu un izturīgu savienojumu.
Vara cauruļu amatieru lodēšanai ar savām rokām ir piemēroti lodmetāli uz alvas bāzes, pievienojot sudrabu, bismutu, antimonu un varu. Par labākajiem tiek uzskatīti savienojumi ar sudraba piedevu, taču tie ir visdārgākie, optimālākie ar vara piedevu. Ir arī ar svina piedevu, bet tos nevajadzētu izmantot santehnikā. Visi šie lodēšanas veidi nodrošina labu šuvju kvalitāti un vieglu lodēšanu.

Flux un lodmetāls ir būtiski palīgmateriāli
Mīkstlodmetālu pārdod mazās ruļļos, cietlodmetālu pārdod iepakojumos, sagrieztus gabalos.
Pirms lodēšanas savienojumu apstrādā ar plūsmu. Fluss ir šķidrs vai pastveida līdzeklis, kas izraisa kausēta lodmetāla ieplūšanu savienojumā. Šeit nav ko īpašu izvēlēties: jebkura vara plūsma būs piemērota. Jums būs nepieciešama arī neliela otiņa, lai uzklātu plūsmu. Labāk - ar dabīgiem sariem.
Deglis
Lai strādātu ar mīkstu lodmetālu, varat iegādāties nelielu rokas lodlampu ar vienreizējās lietošanas gāzes balonu. Šie cilindri ir piestiprināti pie roktura, to tilpums ir 200 ml.Neskatoties uz miniatūro izmēru, liesmas temperatūra ir no 1100°C un augstāka, kas ir vairāk nekā pietiekami, lai izkausētu mīksto lodmetālu.
Jums vajadzētu pievērst uzmanību pjezo aizdedzes klātbūtnei. Šī funkcija nav lieka - tā būs vieglāk strādāt
Uz manuālā gāzes degļa roktura atrodas vārsts. Tas regulē liesmas garumu (gāzes padeves intensitāti). Tas pats vārsts izslēdz gāzi, ja nepieciešams nodzēst degli. Drošību nodrošina pretvārsts, kas, ja nav liesmas, atslēgs gāzes padevi.

Rokas lodlampa vara cauruļu lodēšanai
Dažiem modeļiem ir liesmas deflektors. Tas neļauj liesmai izkliedēties, radot augstāku temperatūru lodēšanas zonā. Pateicoties tam, deglis ar atstarotāju ļauj strādāt visneērtākajās vietās.
Strādājot mājsaimniecības un pusprofesionālos modeļos, jums jābūt uzmanīgiem - nepārkarsējiet ierīci, lai plastmasa neizkustu. Tāpēc nav vērts vienlaikus veikt daudz lodēšanas - labāk ir ļaut iekārtai atdzist un šajā laikā sagatavot nākamo savienojumu.
Saistītie materiāli
Lai grieztu vara caurules, nepieciešams cauruļu griezējs vai metāla zāģis ar metāla asmeni. Griezumam jābūt stingri vertikālam, kas nodrošina cauruļu griezēju. Un, lai garantētu vienmērīgu griezumu ar metāla zāģi, varat izmantot parasto galdniecības griezēju kasti.

cauruļu griezējs
Sagatavojot caurules, tās ir jātīra. Lai to izdarītu, ir speciālas metāla birstes un birstes (iekšējās virsmas tīrīšanai), bet var iztikt ar smilšpapīru ar vidējiem un smalkiem graudiem.
Lai noņemtu urbumus no griezumiem, ir slīpumi. Viņu izstrādātā caurule labāk iederas veidgabalā - tās ligzda ir tikai par milimetru lielāka par ārējo diametru.Tātad mazākās novirzes rada grūtības. Bet principā visu var likvidēt ar smilšpapīru. Tas prasīs tikai vairāk laika.
Vēlams arī izmantot aizsargbrilles un cimdus. Lielākā daļa mājamatnieku neievēro šos drošības pasākumus, taču apdegumi ir ļoti nepatīkami. Tie ir visi materiāli un instrumenti, kas nepieciešami vara cauruļu lodēšanai.
Kur pieteikties
Lodēšana ar cietlodēm ir ievērojama ar to, ka, to veicot, izstrādājumu savienojuma vieta ir jāuzsilda līdz temperatūrai, kas ir aptuveni 450 grādi vai vairāk.
Šādus lodmetālus sauc par ugunsizturīgiem, un ar to palīdzību iegūtais savienojums saglabā izturības īpašības pat ar spēcīgu termisko apkuri.
 Atšķirībā no cietlodēšanas, mīkstā lodēšana ietver zemas temperatūras palīgmateriālu izmantošanu, kas nodrošina drošu saķeri daudz zemākā siltumā (apmēram 200-300 ℃).
Atšķirībā no cietlodēšanas, mīkstā lodēšana ietver zemas temperatūras palīgmateriālu izmantošanu, kas nodrošina drošu saķeri daudz zemākā siltumā (apmēram 200-300 ℃).
Tos parasti izmanto, lai lodētu produktus, kas tiek darbināti normālos temperatūras apstākļos, un tie negarantē kontakta saglabāšanu ar spēcīgu karsēšanu.
Cietlodēšanas iespējas tiek plaši izmantotas tajās jomās, kur nepieciešams iegūt šuvi, kas pēc stiprības īpašībām ieņem starpstāvokli starp metināšanu un zemas temperatūras lodēšanu.
Tajā pašā laikā īpaša uzmanība tiek pievērsta materiālu struktūras saglabāšanai saskares zonā, kas pēc apstrādes nedrīkst zaudēt savas sākotnējās īpašības. Karbīda savienojumi visbiežāk ir pieprasīti šādās situācijās:
Karbīda savienojumi visbiežāk ir pieprasīti šādās situācijās:
- metāla griešanas instrumentu, griezēju ar cietkausējuma darba ieliktņiem ražošana;
- konteineru un trauku ražošanā, kas izgatavoti uz krāsaino metālu un nerūsējošā tērauda bāzes;
- autoservisos (remontējot radiatorus un atsevišķus transmisijas elementus), kā arī tajās vietās, kur metināšanas izmantošana ir ļoti nevēlama;
- uzstādot un remontējot caurules, kas izgatavotas no cietā vara sakausējumiem, kas uzstādītas saldēšanas un siltuma apmaiņas iekārtās un darbojas “kritiskā” temperatūrā vai augsta spiediena apstākļos;
- uzticamai un izturīgai plānsienu priekšmetu un detaļu savienošanai, kurām ekspluatācijas laikā rodas paaugstinātas slodzes un elastīgas deformācijas.

Cietlodēšanas tehnoloģijas izmantošana nodrošina iegūtā savienojuma nepieciešamo izturību un tā izturību pret pārkaršanu. Turklāt karbīda metodes tiek izmantotas vara vai misiņa izstrādājumu remontā, kas ekspluatācijas laikā ir pakļauti augstām temperatūrām.








Atšķirībā no iepriekš aprakstītajiem cietlodēšanas materiāliem mīkstlodēšanas pielietojumi ir ierobežoti normālos darbības apstākļos. Šo metodi visbiežāk izmanto, ja nepieciešams iegūt drošu savienojumu izstrādājumiem un daļām, kas izgatavotas no kausējamiem materiāliem, kas nav pakļauti pārmērīgam karstumam un deformācijai.
Alvas-svina lodēšanas kompozīcijas, kas ir kļuvušas plaši izplatītas, ir īpaši populāras ar detaļu “mīksto” artikulāciju.
3 Kā pielodēt vara caurules?
No vara izstrādājumiem izgatavota cauruļvada uzstādīšanas shēma ir ļoti vienkārša:
Izmantojot cauruļu griezēju, mēs nogriežam cauruli (tā jānovieto perpendikulāri griešanas ierīcei, lai iegūtu vienmērīgāku malu) mums vajadzīgajā garumā.
Ar suku ar tērauda sariem mēs noņemam no caurules urbumus, un ar suku notīrām tās virsmas
Lūdzu, ņemiet vērā - šos darbus ir stingri aizliegts veikt, izmantojot smalkgraudainu smilšpapīru, jo sīkas tā daļiņas paliks uz vara virsmas un samazinās saķeres līmeni.
Mēs izvēršam otro cauruļveida izstrādājuma gabalu līdz vajadzīgajai sekcijai tā, lai abi segmenti brīvi iekļūtu viens otrā (šajā gadījumā jāpaliek arī nelielai spraugai).
Mēs notīrām (visas tās pašas ierīces) no netīrumiem un izpletītā izstrādājuma malas.
Mēs uzklājam plūsmu uz mazākas sekcijas caurules un sadalām to ar otu pa virsmu. Nav iespējams uzklāt pārāk daudz plūsmas (vai sadalīt to nevienmērīgi), jo, sildot, lodmetāls pa to var nokļūt cauruļvada iekšpusē un izveidot tur sasalušus pilienus, kas sistēmas darbības laikā, pārvietojot ūdeni, radīs troksni.

Pēc tam jūs varat savienot caurules (ievietojiet tās vienu vienā). Tajā pašā laikā, lai izvairītos no lodēšanas pielipšanas pie caurules, liekā plūsma ir jānoņem ar mitru drānu. Nākamais procedūras posms ir iegūtā savienojuma uzsildīšana. Savienojuma sildīšanas darbība tiek pārtraukta brīdī, kad plūsma kļūst sudraba.
Tālāk pie savienojuma tiek pievadīts lodmetāls, kas kūst no sakarsētā caurules materiāla (visi zina vara augsto siltumvadītspēju) bez siltuma no degļa. Lodmetāls kapilārā fenomena dēļ iekļūst starp savienotajiem elementiem. Lodēšana tiek pabeigta, kad uz cauruļveida izstrādājuma virsmas parādās lodēšanas pilieni.

Pēc tam cauruļu savienojuma vietai vajadzētu atdzist. Dzesēšanas laikā jūs nevarat mehāniski ietekmēt sistēmu, kā arī mēģināt paātrināt procesu aukstā gaisa padeve. Atdzesēto savienojumu pēdējā lodēšanas posmā noslauka ar ūdenī iemērcētu drānu. Tas nodrošinās glītu cauruļvada izskatu, kurā nebūs lodēšanas un plūsmas atlikumu.
Vara cauruļu uzstādīšana
Instalējot santehnikas sistēmas ar savām rokām, bieži kļūst nepieciešams savienot vara caurules ar izstrādājumiem, kas izgatavoti no citiem materiāliem. Apkures sistēmās, aukstā un karstā ūdens apgādē vara savienojumi ar tēraudu, plastmasu un misiņu ir droši no korozijas procesu rašanās viedokļa. Bet vara saskare ar cinkotu tēraudu ir bīstama cinkotām caurulēm un noved pie to iznīcināšanas elektrolītisko procesu dēļ. Lai izvairītos no cauruļvada atteices, ir nepieciešams izveidot savienojumu ar palīdzību un nodrošināt ūdens plūsmas virzību no tērauda uz varu.
Pirms darba uzsākšanas ir nepieciešams sagatavot instrumentu vara cauruļu uzstādīšanai apkures sistēmā vai karstā vai aukstā ūdens padevei. Lai to izdarītu, jums būs nepieciešams: cauruļu griezējs vai metāla zāģis, vīle vai skrāpis sarežģītas konfigurācijas sekciju klātbūtnē - cauruļu liekējs, gāzes deglis vai karstā gaisa pistole.
Vara cauruļvadi “dari pats” sākas ar iepriekš aprēķināta garuma sadaļām. Pēc tam nepieciešams notīrīt caurules ārējo un iekšējo daļu, ja nepieciešams, izlīdzināt griezumu. Cauruļu liekuma izmantošana novērsīs caurules saplacināšanu un kroku veidošanos, kas var izraisīt cauruļvada veiktspējas samazināšanos šajās vietās.
Ja cauruļu diametri nepārsniedz 15 mm, tad to lieces rādiusam jābūt vismaz 3,5 diametram, un ja vairāk par 15 mm, tad četriem diametriem.Liekot ar roku, augstas kvalitātes līkumu var iegūt tikai ar rādiusu, kas vienāds ar 8 diametriem.
Neskatoties uz izturību pret koroziju, vara caurules ražošanas tehnoloģijas pārkāpumu, nepareizas lodēšanas un spēcīga ūdens piesārņojuma ar abrazīviem ieslēgumiem dēļ var tikt pakļautas ļoti bīstamai punktveida korozijai. Vietās, kur tiek iznīcināta oksīda plēve, caurule korozējas. Viens veids, kā izvairīties no šī procesa, ir uzstādīt filtrus uz ūdens apgādes un apkures cauruļvadiem.
Mūsdienu būvniecības tirgū vara caurules to unikālo veiktspēju dēļ diezgan veiksmīgi konkurē ar tērauda, plastmasas un metāla plastmasas izstrādājumiem, neskatoties uz to augstajām izmaksām.
Pat ar to, ka polimēru caurules tiek izmantotas arvien biežāk, metāla izstrādājumi joprojām ir lieliski panākumi. Kā metāls parasti tiek izmantots varš, misiņš un tērauds. Labākai izturībai pret koroziju un augstām temperatūrām tiek izdalīts varš. Faktiski vara cauruļu savienošana tiks apspriesta šajā rakstā.
Pat neskatoties uz to, ka vara caurules izceļas ar augstām izmaksām, ņemot vērā visas materiāla īpašības, to izmantošana ir diezgan pamatota.
Pirmkārt, pirms vara cauruļu pievienošanas ir vērts izlemt, kā tās savienot, ar lodēšanu vai kā citādi.
Cauruļvada montāža ar veidgabaliem
Vara cauruļu savienošana ar veidgabaliem tiek veikta tikai vietās, kas pieejamas pārbaudei. Šis noteikums ir saistīts ar faktu, ka savienojums nav pilnībā noslēgts un laika gaitā var veidoties noplūdes.
Vītņotā savienojuma priekšrocība ir tāda, ka nepieciešamības gadījumā remontu var veikt bez papildu piepūles, jo iegūtais savienojums ir noņemams.
Instrumenti un materiāli
Lai saliktu cauruļvadu, jums būs nepieciešami šādi materiāli un instrumenti:
- piemērota diametra vara caurules;
- savienojošie presēšanas vai presēšanas piederumi;

Īpašas ierīces cauruļvadu montāžai
Armatūras veidus un skaitu izvēlas saskaņā ar cauruļvadu shēmu.
- cauruļu griezējs vai metāla zāģis;
- cauruļu liekējs vara caurulēm. Ierīci izmanto, lai organizētu cauruļvadu ar mazāku savienojumu skaitu, kas palielina sistēmas izturību;
- fails cauruļu apstrādei pēc griešanas (pirms savienošanas). Turklāt varat izmantot smalku smilšpapīru;
- FUM-lente vītņu blīvēšanai. Papildus FUM lentei varat izmantot arī lina diegu, Tangit Unilok diegu vai jebkuru citu blīvējuma materiālu;
- uzgriežņu atslēga.
Montāžas instrukcijas
Vara cauruļvada montāža ar savām rokām, izmantojot veidgabalus, tiek veikta šādi:
- cauruļu griešana cauruļvadam. Katras caurules garumam pilnībā jāatbilst shēmai, kas sastādīta sistēmas izstrādes laikā;
- izolācijas slāņa noņemšana. Ja aprīkotai cauruļvadu sistēmai jebkuram mērķim tiek izmantotas caurules ar izolāciju, tad stipram savienojumam tiek noņemts izolācijas slānis. Lai to izdarītu, ar nazi tiek sagriezta vēlamā daļa un caurule tiek notīrīta;
- griezto malu apstrādā ar vīli, smilšpapīru, līdz iegūst gludu virsmu. Ja caurules galā paliek urbumi, bedres vai citi nelīdzenumi, savienojums izrādīsies mazāk hermētisks;

Caurules noņemšana pirms pievienošanas armatūrai
- ja nepieciešams, caurules ir saliektas;
- uz sagatavotās caurules tiek uzlikts savienotājuzgrieznis un kompresijas gredzens;

Armatūras elementu uzstādīšana savienošanai
- caurule ir savienota ar veidgabalu. Sākumā pievilkšana tiek veikta ar rokām, pēc tam ar uzgriežņu atslēgu. Pievilkšanas laikā uzgalis pilnībā noblīvē savienojumu, novēršot nepieciešamību pēc papildu hermētiķiem. Tomēr, savienojot vara cauruli ar cauruli vai veidgabalu, kas izgatavots no cita materiāla, ir nepieciešams papildu blīvējums ar FUM lenti.
Fitting fiksācija
Ir svarīgi nepārvilkt vītnes, jo mīkstais varš viegli deformējas.



