- Vara cauruļu lodēšana ar savām rokām: kā lodēt vara caurules?
- Lodmetāli vara lodēšanai
- Gāzes lāpas lodēšanai
- Iekārtu drošas ekspluatācijas noteikumi
- Kā lodēt caurules
- Vara detaļu lodēšanas metodes
- Augstas temperatūras savienojumu īpašības
- Lodēšana
- Drošības pasākumi, veicot vara cauruļu lodēšanu
- Mīkstās lodēšanas instrukcijas
- Vara cauruļu stiprināšana ar citiem materiāliem
- Mīti par vara caurulēm
- Kā izvēlēties pareizo lodmetālu?
- Augstspiediena iesiešanas presēšanas savienojumi
- 4. metode: Push-connect savienojums
Vara cauruļu lodēšana ar savām rokām: kā lodēt vara caurules?
Ir divu veidu vara cauruļu lodēšana:
- zema temperatūra;
- paaugstināta temperatūra.
Izmantojot pirmo metodi, parasti tiek montētas sadzīves komunikācijas. Šai metodei ir piemērots mīkstlodmetāls, tas var būt vara (ar fosfora piejaukumu) stieple ar šķērsgriezumu 2 mm, alva vai svins ar piedevām, mīkstlodēšana ar sudrabu.
Lodēt sevi, ar nelielām prasmēm, nebūs grūti.
Mīkstajam lodmetālam ir zemāka kušanas temperatūra nekā vara, tāpēc, ja ievērojat piesardzības pasākumus, varat droši ķerties pie darba.
Pirmkārt, jums vajadzētu sagatavot plūsmu, jo tā attīra metālu no oksīdiem un aizsargā lodēšanas vietu no skābekļa piekļuves. Flux apstrādā caurules galu un savienojošo daļu, šajā gadījumā veidgabalu.
Tālāk caurule ir savienota ar veidgabalu, un krustojumu silda ar gāzes degli vai lodāmuru. Karsēšanas laikā lodmetāls kūst un šķidrā stāvoklī iekļūst visos savienojuma brīvajos dobumos. Lodēšana vienmērīgi jāsadala pa savienojumu, un caurule ar veidgabalu jānovieto malā, līdz tā atdziest.
Cietlodēšana tiek veikta tādā pašā secībā, bet ar augstāku lodēšanas sildīšanas temperatūru.
Lodmetāli vara lodēšanai
Būvniecības tirgus piedāvā vairākas iespējas lodēt lodēšanai vara caurules. Pastāv uzskats, ka mīkstlodmetāli, kas sastāv no alvas ar dažāda veida piedevām, nevar nodrošināt lodēšanas savienojumu uzticamību. Neskatoties uz to, ka tā nav pilnīgi taisnība, jūs varat spēlēt droši un izvēlēties lodmetālu, pievienojot sudrabu.
Augstas temperatūras lodēšanai paredzēts cietais vara-fosfora lodmetāls, kas nodrošina lielāku lodēšanas uzticamību. Augstas temperatūras lodēšana tiek izmantota, savienojot maģistrālo cauruļvadu caurules, kur ir pieļaujami spiediena kritumi.
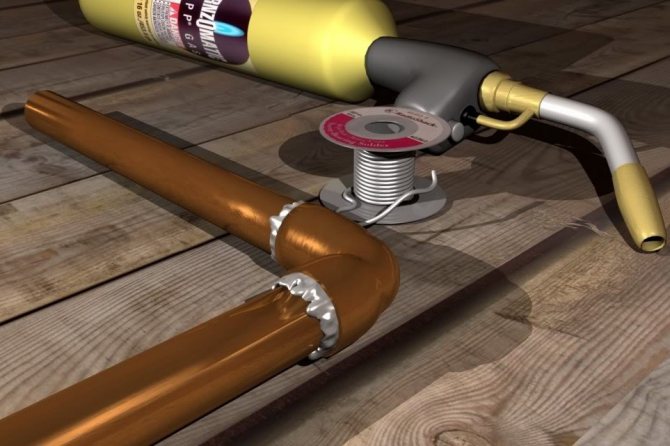
Gāzes lāpas lodēšanai
Uzsākot neatkarīgu cauruļvada uzstādīšanu, ir jāizvēlas pareizi instrumenti un aprīkojums vara cauruļu lodēšanai, īpašu uzmanību pievēršot deglim. Deglis var būt:
Deglis var būt:
- Propāns (visbiežāk izmanto lielos darba apjomos).
- Ar MAPP maisījumu (metilacetilēna-propadēna-propāna gāzes maisījumu).
- Acetilēns.
- Skābeklis.
Gāzes degļus var aprīkot ar noņemamiem vienreizējās lietošanas baloniem, vai ar šļūtenes savienojumu ar stacionāru balonu.
Neliela cauruļvada uzstādīšanai pietiek ar modeli ar noņemamu gāzes tvertni.
Tas ir viss, kas jums jāzina par vara izstrādājumu lodēšanas īpašībām. Ja jums ir nepieciešamais aprīkojums un materiāli vara cauruļu lodēšanai, jūs varat patstāvīgi uzstādīt mājas cauruļvadu, kas kalpos daudzus gadus.










Iekārtu drošas ekspluatācijas noteikumi
Gāzes balonu aprīkojums, ja to izmanto nepareizi, var kļūt par smaga sprādziena vai ugunsgrēka avotu.
Veicot metināšanas darbus, noteikti izmantojiet individuālos aizsardzības līdzekļus: aizsargbrilles, cimdus, speciālus apavus.

Pirms darba uzsākšanas jums rūpīgi jāpārbauda, vai iekārta nav bojāta. Ja iekārta ir netīra, noteikti notīriet netīrumus
Ar propāna baloniem var strādāt tikai labi vēdināmās vietās, bet gaisa temperatūra nedrīkst būt zemāka par 0 ° C.
Pilnīgi aizliegts:
- Strādāt atklātas liesmas tuvumā.
- Strādājot, turiet cilindru sasvērtu.
- Novietojiet traukus zem saules.
- Darbus veikt bez ātrumkārbas.
- Sildiet pārnesumkārbu virs atklātas liesmas.
Turklāt, ja jūtat gāzes smaku, nekavējoties jāpārtrauc darbs un jāaizver balona vārsts. Mēs arī iesakām iepazīties ar galvenajiem gāzes balonu sprādziena cēloņiem.
Strādājot bez individuālajiem aizsardzības līdzekļiem, jūs varat gūt apdegumus ne tikai no atklātas liesmas, bet arī nejauši pieskaroties karstām detaļām.
Ja apskatītie mājās gatavotie degļi jums nav piemēroti, iesakām iepazīties ar citām mūsu rakstos apskatītajām iespējām, kā izgatavot noderīgus mājās gatavotus izstrādājumus - pūtēja degli un pirts krāsns degli.
Kā lodēt caurules
Pirms darba uzsākšanas jums ir jāsagatavo sakari iedarbībai. Cauruļvadu metināšana tiek veikta nelielās kanalizācijas sistēmu daļās, tāpēc jums ir jāsagriež caurule līdz noteiktam izmēram. Griezuma vietu notīra, pēc tam tur izveido noslīpējumu. Šī darbība palīdzēs atvieglot apkures un dzesēšanas atzaru pievienošanu armatūrai.
Foto - soli pa solim instrukcijas
Atlaidinātu materiālu uzstādīšanai būs jāizmanto tā sauktais cauruļu paplašinātājs. Šis instruments ir nepieciešams uzstādīšanai uz nestandarta diametra veidgabaliem. Ir dažāda diametra ierīces, gandrīz līdz 110 mm.
Soli pa solim instrukcijas, kā lodēt vara caurules alva:
Saskaņā ar SNiP nominālajam diametram vienmēr jābūt mazākam par veidgabalu;
Savienojumu apstrāde augstā temperatūrā sākas tikai pēc to noņemšanas. Armatūras un caurules jātīra ar otu un, ja nepieciešams, berzējiet ar smilšpapīru. Atkarībā no komunikāciju uzglabāšanas, to locītavas ieteicams arī apstrādāt ar spirtu attaukošanai;
Tālāk uz vietas, kur tiks pielodētas vara caurules, tiek uzklāts plāns plūsmas pastas slānis un uzstādīti veidgabali, kas tiks uzstādīti komunikāciju daļu savienošanai;
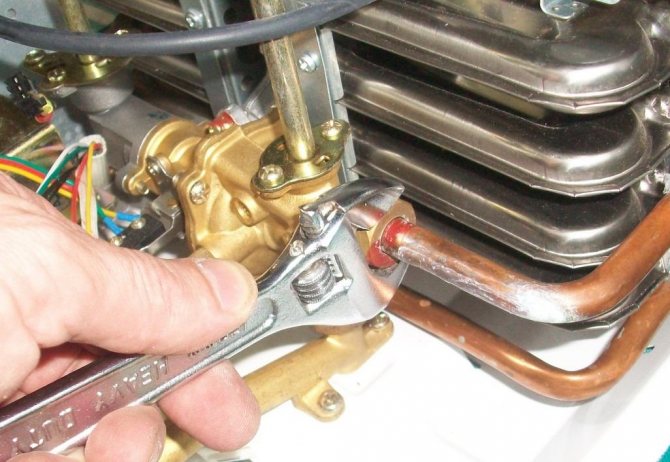
Tagad deglis ieslēdzas vēlamajā temperatūrā. Lodēšana jāveic tieši gar šuvju malām, un vieta, kur savienota armatūra, ir jāuzsilda ar degli.Santehnikas komunikāciju metināšanai visērtāk ir strādāt ar skārdu, jo tā iesūcas metālā un var ietaupīt laiku šuvju uzsildīšanai;
Caurules ir nepieciešams lodēt ne vairāk kā 20 sekundes, jo degļa maksimālā temperatūra ir virs 1000 grādiem. Esiet uzmanīgi, atsevišķos apstākļos ir nepieciešama zemas temperatūras metināšana, tāpēc vēlams zināt, kāda veida caurules jums ir;
Pēc tam, kad tiek veikta kanalizācijas montāža
Ir ļoti svarīgi nekavējoties neieslēgt ūdeni līnijās, pretējā gadījumā savienojumam nebūs laika atdzist un tas tiks pārklāts ar plaisām - tas negatīvi ietekmēs savienojuma hermētiskumu. Vara vidējais dzesēšanas laiks ir no 30 minūtēm līdz divām stundām.
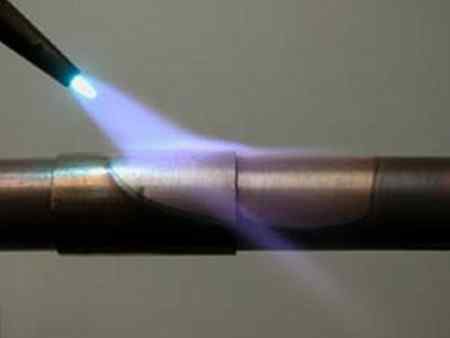
Vara cauruļu metināšanai ar nelielu diametra starpību tiek izmantota "kapilārā lodēšanas" tehnoloģija. Tas ļauj savienot atsevišķus sakarus ar lodāmuru ar atšķirību starp tiem līdz 0,5 mm. Šajā gadījumā lodēšana aizpilda vietu starp caurulēm. Tas ļauj uzstādīt sistēmu bez šuves. Tehnikā izmanto cietlodmetālus, kuriem ir uzlabota aizsargfunkcija.
Liela daļa lodēšanas panākumu ir atkarīgi no izmantotā lodēšanas veida. Visbiežāk vara caurules tiek metinātas ar sudrabu, misiņu un alvu, kam ir augsts plūsmas ātrums. Retāk darbs tiek veikts ar alumīniju.
Jūs varat uzreiz iegādāties ne tikai mašīnu vara cauruļu lodēšanai, bet arī paplašinātāju un veidgabalu komplektu, kas būs nepieciešams, veicot kanalizācijas vadu bez profesionāla santehniķa. Pirms darba uzsākšanas iesakām iziet apmācību tehnoloģiju jomā vai vismaz noskatīties video.










Vara detaļu lodēšanas metodes
Lai savienotu vara caurules, tiek izmantotas tikai divas lodēšanas metodes.Katrs no tiem tiek izmantots atbilstoši daļas specifikācijai un īpašībām. Vara cauruļu lodēšana ar savām rokām ir sadalīta:
- Augstās temperatūrās to citādi sauc par "cietu". Temperatūras indikators šajā režīmā sasniedz 900 °. Ugunsizturīgā lodēšana ļauj izgatavot šuvi ar augstiem stiprības rādītājiem, šo metodi izmanto cauruļvadu ražošanā, kas pakļauti lielai slodzei.
- Mīkstlodēšanas process tiek veikts temperatūrā, sākot no 130 °, to izmanto sadzīves vajadzībām, strādājot ar caurulēm ar diametru līdz 1 cm Tehnoloģija ietver savienošanu ar dokošanu, iepriekšēju apstrādi ar plūsmas pastu.
Darba laikā ir svarīgi neaizmirst, ka degļa izdalītās liesmas jauda var sasniegt 1000 grādus. Tāpēc šuvju apstrāde jāveic ne vairāk kā 20 sekundes.
Sildot, mīksts lodmetāls sāk kust un aizpildīt savienojumu.
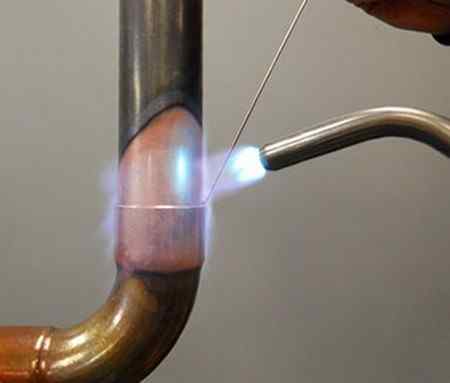
Augstas temperatūras savienojumu īpašības
Augstas temperatūras lodēšanas metodē metāls tiek apdedzināts 700 ° C un augstāk, kas veicina metāla mīkstināšanu. Lodēšanai izmanto liesmas iekārtas, kas spēj izkausēt cietlodmetālus. Lodmetāls sastāv no to vara-fosfora sastāva, tiek ražots stieņu veidā. Vara cauruļu lodēšanas process nenozīmē plūsmas izmantošanu, ievērojot darbību secību, ir iespējams pareizi aizpildīt savienojumu.
Augstas temperatūras vara cauruļu savienojums
Process sākas, kad lodēšanas stienis kūst, darba soļi ir šādi:
- pēc montāžas savienojuma šuve sasilst;
- krustojumā tiek piegādāts cietvielu lodmetāls, kura mīkstināšanu veic gāzes degli;
- kad vizuāli tiek apstiprināts, ka lodēšana tiek uzklāta uz metāla, caurule ir jāpagriež, jāpārbauda dokstacijas pa visu perimetru.
Šīs metodes galvenās priekšrocības ir vara cauruļu savienojuma augstā stiprība, nepieciešamības gadījumā savienojuma diametru iespējams mainīt ar mazāku malu. Augsta temperatūra darbības laikā nevar iznīcināt šuvi. Cietai lodēšanai nepieciešamas noteiktas prasmes, darbības laikā iespējama pārkaršana, kas noved pie metāla iznīcināšanas.
Lodēšana
Katrs process prasa atbildīgu pieeju darba veikšanai. Apkurei izmanto propāna vai benzīna degli, ja izmanto mīkstu lodmetālu, savienojot vara caurules
Ir svarīgi zināt, ka deglis ar pjezo aizdedzi ievērojami samazinās darbības laiku, nav ieteicams iegādāties dārgus modeļus bez šīs funkcijas.
Tehnoloģiskais process
Šajā procesā ir svarīgi izmantot kvalitatīvus piederumus, savienojumā liela nozīme ir flux pastai. Vara caurules detaļu vienmērīgs pārklājums tiek panākts, izmantojot mīkstu otu, pēc uzklāšanas lieko noņem ar lupatu
Degļa temperatūra var sasniegt 900 grādus, lodējot ir svarīgi nepārklāt izstrādājumu, pretējā gadījumā notiks pārkaršana.
Drošības pasākumi, veicot vara cauruļu lodēšanu
Vara caurules tiek izmantotas kā šķidruma vadītāji ar labām pretkorozijas īpašībām. Vara cauruļu uzstādīšanu nevar veikt, lai nodrošinātu dzeramo krāna ūdeni. Varš nonāk saskarē ar hloru, ko pievieno ūdens attīrīšanai, un var veidot cilvēka organismam kaitīgas vielas.Artēziskajiem avotiem akas nav bīstamas lietošanai.










Vara lodēšana ar cimdiem
Ir svarīgi izmantot kvalitatīvus instrumentus, strādāt ar cimdiem un uzraudzīt iekārtu stāvokli. Metāla siltumvadītspēja ir diezgan augsta, kad viens no mezgliem tiek uzkarsēts un netiek ievēroti drošības pasākumi, iespējams gūt apdegumus
Augstas kvalitātes šuvi var iegūt, ja nav ārēju faktoru slodzes veidā, līdz savienojums pilnībā atdziest.
Mīkstās lodēšanas instrukcijas
Uzmanību: caurules malai un pašai caurulei jābūt pilnīgi līdzenai un taisnai - no tā būs atkarīga detaļu stiprinājuma kvalitāte, tāpēc cauruļu griešanai vislabāk ir izmantot cauruļu griezēju
- Izmantojot cauruļu paplašinātāju, palieliniet armatūras diametru, izmantojot slīpni, notīriet caurules malas.
- Ar otu nopulējiet armatūras iekšpusi, ar otu – caurules ārpusi.
- Ar otu uzklājiet lodēšanas pastu - kušņu - uz savienotājelementa un caurules un nekavējoties pievienojiet detaļas, izvairoties no jebkāda veida piesārņojuma.
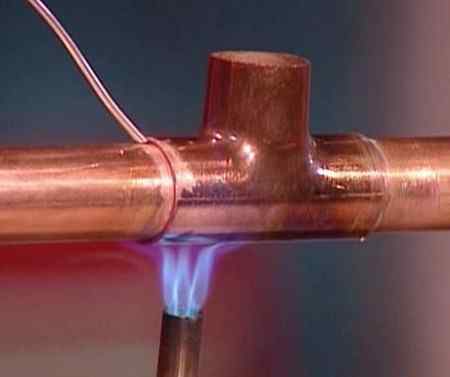
- Izmantojiet lodēšanas degli, lai viegli uzsildītu savienojumu, pārvietojoties pa visu plakni. Labas iesildīšanās kritērijs ir pastas krāsas maiņa.
- Pabeidziet savienojamo daļu karsēšanu, uzklājiet lodēšanu pa visu savienojuma virsmu. Lodēšanas stiepli nedrīkst pieskarties ar degļa liesmu: lodēšanai ir jāizkausē uz caurules vara virsmas, tieši no tās temperatūras bez uguns iejaukšanās.
- Sagaidiet savienojuma dabisko atdzišanu - bez jebkādiem dzesēšanas līdzekļiem.
- Noteikti noņemiet atlikušo pastu no caurulēm ar mitru sūkli. Tās efekts ir vajadzīgs tikai lodējot: tas iznīcina vara pamatnes aizsargslāni.
Uzmanību: daļām lodēšanas laikā un īslaicīgi pēc tās jābūt labi nostiprinātām, jo vara caurules var lodēt tikai stacionārā stāvoklī. Savienojuma vietai detaļu piestiprināšanas vietā jābūt blīvai un vienmērīgai.
Rezultātu varēs pārbaudīt tikai tad, kad cauruļvadā būs ieslēgts pietiekams ūdens spiediens, bet, ja lodēšana noritēja labi, savienojuma uzticamība nekādi nesamazinās no ūdens temperatūras, iespējamiem spiediena kritumiem vai no laika līdz plkst. laiks
Savienojuma vietai detaļu stiprinājuma vietā jābūt blīvai un vienmērīgai. Rezultātu varēs pārbaudīt tikai tad, kad cauruļvadā būs ieslēgts pietiekams ūdens spiediens, bet, ja lodēšana noritēja labi, savienojuma uzticamība nekādi nesamazinās no ūdens temperatūras, iespējamiem spiediena kritumiem vai no laika līdz plkst. laiks.
Vara cauruļu stiprināšana ar citiem materiāliem
Ir vairākas svarīgas nianses, kas saistītas ar iespējām savienot vara konstrukcijas ar izstrādājumiem no citiem metāliem:
- Vara un cinkota tērauda stiprināšana var nelabvēlīgi ietekmēt cinkota tērauda cauruļvada stāvokli: ķīmiskās reakcijas starp cinku un varu noved pie pirmā iznīcināšanas.
- Vara stiprinājumi ar tēraudu, plastmasu un misiņu ir droši un nerūsē metālus.
Tāpēc, ja ir nepieciešamība nostiprināt vara un cinkotas caurules, tad to var izdarīt tikai ar misiņa veidgabala palīdzību un tikai vienā virzienā: caur ūdens cirkulāciju no cinkotās caurules uz vara cauruli.
Vara caurules tiek piestiprinātas pie plastmasas vai tērauda caurulēm tikai ar misiņa stumšanas veidgabaliem.Sistēmas galvenais stiprinājums notiek, izmantojot armatūras savilkšanas gredzenu un savilkšanas uzgriezni: tie ir pieskrūvēti ar standarta apgriezienu skaitu, kas norādīts armatūras tehniskajā nodrošinājumā, un darbības laikā periodiski jāpārbauda, vai nav iespējamas noplūdes. vai atslābināšana.
Mīti par vara caurulēm
Tā kā vara kā gāzes, ūdens apgādes un apkures sistēmu materiāls nav ierasts, mūsdienu mājsaimniecības patērētājam ir zināma neuzticība šim metālam. Ir divi mīti:
- Vara caurules ir bīstamas, saskaroties ar hlorētu ūdeni. Protams, varš, sākot reakciju ar hlora elementiem, oksidējas, bet plēve, kas parādās cauruļvada iekšpusē, gluži pretēji, aizsargā caurules no dažādām ķīmiskām iedarbībām un ir absolūti droša cilvēka ķermenim.
- Vara cauruļvadi ir dārgi un nepraktiski, neskatoties uz augstajām izmaksām. Nepraktiskums tiek skaidrots ar iespējamu cauruļu ārējās puses oksidāciju, savukārt iekšpusē ir oksidētas arī vara caurules, taču tās ir pilnībā imūnas pret koroziju. Vara cauruļu dārgāko cenu vairāk nekā nosedz materiālu ilgmūžība un ērta montāža paši.
Taču šādus mītus var iznīcināt tikai gadu ilga prakse. Ne velti šis metāls tika izmantots santehnikas sistēmās pirms vairākiem gadsimtiem, un līdz šim vara ir pelnījusi atzinību Eiropas valstīs. Pateicoties uzstādīšanas vienkāršībai un materiālu kvalitātei, mājsaimniecības santehnikas vara caurules ir vēlamākas, un tās noteikti atradīs jaunus cienītājus mūsu valstī.





![Vara cauruļu lodēšana pats [lāpas izvēle, video, padomi]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Kā izvēlēties pareizo lodmetālu?
Pareizi izvēlēta lodēšana bez lielas piepūles palīdzēs organizēt jebkuras sarežģītības sakaru sistēmu. Runājot par darbu mājās, jums vajadzētu izmantot materiālu, kas kūst zemā temperatūrā.
Augstas temperatūras cieti kūstošu elementu izmantošana ikdienas dzīvē ir problemātiska, jo tas prasa darba sakausējuma karsēšanu līdz 600–900 grādiem. To sasniegt bez īpaša aprīkojuma ir diezgan grūti.
Pārtikas vara lodēšanu var veikt ar speciāliem lodmetāliem, kas nesatur toksiskus, indīgus un agresīvus elementus, kas var kaitēt veselībai
Augstā temperatūrā kūstošu metālu un to atvasinājumu izmantošana ir saistīta ar zināmu risku. Apstrādes laikā tie var sabojāt vai pat sadedzināt cauri plānsienu vara caurulei.
Lai tas nenotiktu, ir lietderīgi ņemt spēcīgu, bet zemu kušanas mīkstu lodmetālu un atstāt cieto versiju vara sakariem ar biezām sienām.
Ja sistēmai nav paredzama liela slodze, nav nepieciešams izmantot augstas kušanas lodmetālu, ja vien nav noteikts citādi. Galvenajos mājsaimniecības kompleksos mīksto vieglo sakausējumu lodmetāli ir pilnīgi pietiekami, lai izveidotu uzticamu savienojumu.
Lai savienotu vara caurules gāzes tīklos, ir vērts izvēlēties sudrabu saturošus lodmetālus. Tie nodrošina maksimālu savienojuma izturību, vibrāciju neitralitāti un augstu izturību pret ārējām un iekšējām ietekmēm.
Par sudrabu maksās nedaudz vairāk, taču sistēmas drošība, uzticamība un izturība laika gaitā atmaksās visas finansiālās izmaksas.
Augstspiediena iesiešanas presēšanas savienojumi
Sasniegumi līmēšanas gofrēšanas tehnoloģijā un O-gredzenu materiālu izstrādē ir ļāvuši izmantot līmēšanas gofrējumus augsta spiediena sistēmām. Tomēr augstspiediena sistēmām ir nepieciešamas nedaudz atšķirīgas preses žokļu konfigurācijas.
Savienojošā mezgla ražošanas rezultāts, izmantojot 360º dubultās gofrēšanas tehniku
Līmēšanas gofrēšanas savienojumi zemspiediena, tehnoloģiskām un nemedicīniskām saspiestās gāzes līnijām izmanto vienu standarta sešstūra gofrēšanas formu.
Augstāka spiediena savienošanai ir jāizmanto īpaši izstrādāti presēšanas piederumi un savilkšanas spīles, lai armatūrai nodrošinātu 360° dubulto gofrēšanu.
4. metode: Push-connect savienojums
Iespiežamās montāžas metodes īpatnība ir tā, ka uzstādīšanai nav nepieciešami papildu instrumenti, degļi, īpašas deggāzes vai elektrība. Iestumšanas montāžu nodrošina integrēts elastomēra blīvējums un nerūsējošā tērauda roktura gredzens.
Ērts visos aspektos un diezgan praktisks ekspluatācijai, montāžas salikšanas metode, ievietojot nospiežot (push-connect)
Tipiski spiediena un temperatūras diapazoni iespiežamiem mezgliem ir parādīti tabulā:
| Montāžas veids | Spiediena diapazons, kPa | Temperatūras diapazons, ºC |
| Iespiežams ievietojums, D = 12,7 – 50,8 mm | 0 – 1375 | mīnus 18 / plus 120 |
Šāda veida montāžai ir divi izplatīti veidgabalu veidi. Abas iespējas rada spēcīgus, uzticamus mezglu mezglus.Tomēr, lai gan viena veida iebīdāmās armatūra ļauj viegli noņemt mezglu pēc uzstādīšanas, piemēram, sistēmas apkopei, otrs neatbalsta šo konfigurāciju. Šī brīža piederumi atšķiras viens no otra.








Armatūras veidi iespiežamiem savienojumiem: kreisajā pusē - saliekams dizains; pareizi - neatdalāms dizains
Pirms montāžas montāžas ir jāveic visas sagatavošanas procedūras ar vara cauruli, kā aprakstīts iepriekš
Šeit īpaša uzmanība jāpievērš vara caurules slīpā gala tīrīšanai ar smilšpapīru, neilona abrazīvu audumu vai sanitāro audumu. Šīs darbības nodrošina blīvējuma blīves integritāti vara caurules ievietošanas laikā armatūras korpusā.
Montāža ietver stingras stumšanas, vienlaikus pagriežot kustības izpildi, kas vērsta armatūras korpusā. Vara caurules kustība veidgabala iekšpusē tiek veikta, līdz vara caurule balstās pret armatūras kausa aizmuguri. Šo brīdi parasti norāda ar iepriekš izdarītu ievietošanas dziļuma atzīmi uz vara virsmas.
Ar informācijas palīdzību: Kūpers