- Saturs:
- Obligātās prasības kuģiem, uz kuriem attiecas pārbaude
- 3.3. Balonu ārējo un iekšējo virsmu pārbaude
- Spiediena mērītāju kalibrēšanas biežums
- Ugunsdzēsības sistēmas pārbaude
- Pieļaujamais darbības laiks
- Tehniskā apskate - cilindrs
- Nepiemērots turpmākai lietošanai
- Gadījumi, kad manometra lietošana ir aizliegta.
- Dizains un veidi
- CILINDA SPIEDIENS
- CILINDU VERIFIKĀCIJA
- BALONU APSEKOŠANAS UN SERTIFIKĀCIJAS CENA
- Gāzes balona vārstu remonts
- Manometru kalibrēšana: termini, metodika, noteikumi
- Spiediena mērītāju kalibrēšana: noteikumi
- Spiediena mērītāju verifikācijas noteikumi
- Vai man ir jākalibrē mērinstrumenti?
- Gāzes signalizācijas pārbaude Sevastopolē
- Secinājumi un noderīgs video par tēmu
Saturs:
Spiediena mērītāji ir instrumenti, ko izmanto gāzes pārspiediena mērīšanai. Metāla virsmu liesmas apstrādes gadījumā šī ierīce ir neaizstājama, jo tikai ar tās palīdzību var iegūt informāciju par to, kāds gāzes spiediens tiek uzturēts balonā.
Manometru izmantošana ir nepieciešama, lai sistēmā uzturētu ideālu spiedienu, tāpēc gāzes reduktori ir aprīkoti ar manometriem.Tā kā gāzes reduktora manometrs ir nepieciešams augsta spiediena mērīšanai, tam nav parastā veida sensora elementa. Šī ir vara caurule, kuras īpatnība ir tāda, ka tai ir ne tikai daudz šaurāks šķērsgriezums, bet arī liels pagriezienu skaits, ap kuru asi pārvietojas caurule, kad tiek izdarīts spiediens uz pašu pārnesumkārbu. Papildus pārveidošanas funkcijai vara caurule pilda slāpētāja funkciju, un tāpēc tā ir galvenā manometra daļa.
Zem gāzes spiediena caurule iztaisnojas, tāpēc, jo lielāks gāzes spiediens, jo vairāk caurule iztaisnojas. Pati caurule ir savienota ar bultiņu, kas ļauj pārnest caurules kustību uz bultiņu. Bultiņa parāda faktisko spiediena vērtību.
Tā kā manometri ir paredzēti noteiktam spiedienam, katram manometram ir sarkana līnijas atzīme, kas atbilst maksimālajam pieļaujamajam spiedienam. Ir stingri aizliegts ielādēt manometrus ar spiedienu, kas pārsniedz to augšējo mērīšanas robežu.
Atsperu spiediena mērītāji tiek uzstādīti uz skābekļa un acetilēna reduktoriem. Gāzes reduktora manometrs ir savienots ar augsta un darba spiediena kamerām ar uzgriežņu atslēgu, savienojuma blīvēšanai tiek izmantotas šķiedras un ādas blīves.
Obligātās prasības kuģiem, uz kuriem attiecas pārbaude
Tehniskās prasības kuģiem, kas tiek iesniegtas nākamajai apsekošanai, nosaka attiecīgās vadlīnijas. Attiecībā uz propāna-butāna baloniem šāds dokuments ir RD 03112194-1094-03, bet attiecībā uz metāna iekārtām - RD 03112194-1095-03. Abus dokumentus 2002. gadā apstiprināja Krievijas Federācijas Satiksmes ministrija.
Pirms automašīnas cilindra savlaicīgas nodošanas specializētajā apskates punktā ir jāveic neatkarīga pārbaude un jāpārliecinās, ka tas atbilst reglamentējošo dokumentu prasībām:
- derīguma termiņš nav beidzies;
- cilindra ārpuse tiek attīrīta no eļļas un citiem piesārņotājiem;
- kuģa tips un tā konstrukcija atbilst normatīvo aktu prasībām;
- automobiļa cilindrs ir aprīkots ar standartizētu pildījumu, palīgmateriālu un citiem projektā paredzētajiem piederumiem; tējai ir nepieciešamie spraudņi;
- baloni nesatur gāzes atlikumus;
- visi vārsti ir aizvērti.
RD 03112194-1094-03 un RD 03112194-1095-03 pieļauj dažādu konstrukciju cilindru detaļu un piederumu klātbūtni, bet tikai to izmaiņu robežās, kuras ražotājs ir veicis konkrēta produkta ražošanas laikā.

Kuģi ir jāiztukšo no gāzes dzinēju degvielas atlikumiem speciāli aprīkotās vietās. Noteikumi nepieļauj pārmērīga gāzes spiediena klātbūtni balonos. Ja ir pārspiediens, balonu nelaiž apskatei un bez nosacījumiem atdod tā īpašniekam.
Pamats atteikumam veikt apsekojumu ir plaisu, zilumu, dažāda veida čaulu, skrāpējumu klātbūtne uz korpusa ārējās ģenerācijas, kas pārsniedz 10% no konstrukcijas sienas biezuma. Tāpat netiek pārbaudīti baloni, kuriem trūkst pilnu vai daļēju pases datu, ir beidzies noteiktais sertifikācijas termiņš, beidzies standarta glabāšanas laiks.
Balonu pārbaudi papildina marķēšana saskaņā ar noteikumiem, kas reglamentē etiķešu uzlikšanas noteikumus.Uz ražotāja marķējuma plāksnītes ar reljefa metodi tiek uzlikts tā punkta zīmols, kurš veica pārbaudi, veiktās pārbaudes datums un plānotais nākamās apsekošanas datums. Zīmogs tiek uzlikts vienā rindā ar arābu cipariem, kuru augstums nedrīkst būt mazāks par 8 mm. Noteikto laiku nākamajai pārbaudei var dublēt ar baltu uzrakstu uz cilindra ārējās ģenerācijas, kas iepriekš nokrāsota ar sarkanu emalju. Turklāt uz cilindra ārējās ģenerācijas jāuzliek baltas brīdinājuma uzlīmes.
3.3. Balonu ārējo un iekšējo virsmu pārbaude
3.3.1. Ārējā un iekšējā pārbaude
virsmas tiek veiktas, lai identificētu defektus, kas samazina cilindru izturību,
un identificējot novirzes no rūpnieciskās drošības prasībām
03-576 un GOST
949.
3.3.2. Pārbaude tiek pakļauta 100% no ārējās un iekšējās
virsmas, cilindra kakla vītne.
3.3.3 Pārbaudot ārējo virsmu
balonā izmantojiet palielinātājus ar palielinājumu līdz 20x. Izmēru noteikšanai
atklātajiem defektiem izmanto universālus mērinstrumentus -
suporti saskaņā ar GOST 166, suporti saskaņā ar
GOST 162 un citi.
Mērījumu kļūda nedrīkst būt lielāka par 0,1 mm.
Pārbaude tiek veikta saskaņā ar RD 03-606 prasībām.
3.3.4 Pārbaudot iekšējo virsmu, izmantojiet
apgaismojums ar elektrisko lampu ar spriegumu ne vairāk kā 12 V, kas tiek ievietota
balons vai endoskops.
3.3.5. Konteiners, uz kura virsmām
atklātās plaisas, nebrīve, čaumalas, jāiznīcina.
Cilindrs, uz kura virsmām iespiedumi, riski,
korozijas bojājumi un citi defekti, kuru dziļums pārsniedz 10% no nominālā
sienu biezums, ir jāizmet.
Nominālā sienas biezuma vērtības atkarībā no veida
cilindri atbilst 1. tabulai GOST
949 un ir norādīti tabulā.
Cilindrs, kura kakla vītnei ir plīsumi, šķeldošanās
vai nodilums, ir jāiznīcina.
Kakla vītnes nodilumu kontrolē kalibri saskaņā ar GOST
24998.
Atļauts salabot cilindra kakliņa vītni atbilstoši
tehnoloģija, ko izstrādājusi OJSC RosNITI.
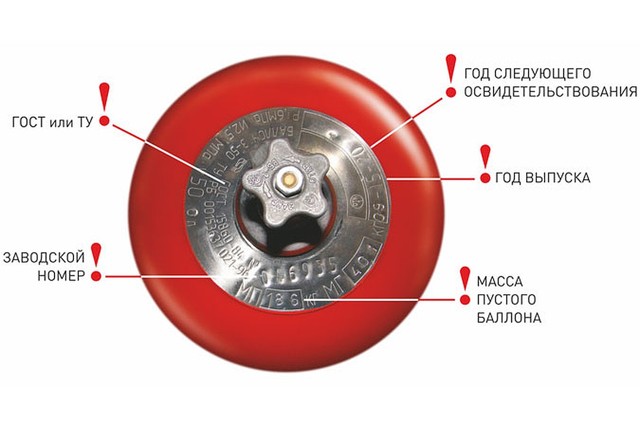
3.3.6. Uz cilindra augšējās sfēriskās daļas jābūt
punktā norādītos apzīmogotos un skaidri redzamos pases datus.
Uz baloniem ar tilpumu līdz 5 litriem vai sieniņu biezumu, kas mazāks par 5
mm pases datus var iespiest uz plāksnītes, kas pielodēta pie cilindra, vai
uzklāts ar krāsu.
Cilindrs, kuram nav vismaz vienas pases
dati ir jāizmet.
| Jauda | Diametrs | Cilindru sieniņu biezums, mm, ne mazāks par | ||||
| cilindrs, l | cilindrs, daļas, mm | oglekļa tērauds | leģētais tērauds | |||
| spiediens, MPa | ||||||
| 9,8 | 14,7 | 19,6 | 14,7 | 19,6 | ||
| 0,4 | 70 | 1,6 | 2,2 | 2,9 | 1,6 | 1,9 |
| 0,7 | ||||||
| 1,0 | 89 | 1,9 | 2,8 | 3,6 | 1,9 | 2,5 |
| 1,3 | ||||||
| 2,0 | ||||||
| 2,0 | 108 | 2,4 | 3,4 | 4,4 | 2,4 | 3,0 |
| 3,0 | ||||||
| 3,0 | 140 | 3,1 | 4,4 | 5,7 | 3,1 | 3,9 |
| 4,0 | ||||||
| 5,0 | ||||||
| 6,0 | ||||||
| 7,0 | ||||||
| 8,0 | ||||||
| 10,0 | ||||||
| 12,0 | ||||||
| 20,0 | 219 | 5,2 | 6,8 | 8,9 | 5,2 | 6,0 |
| 25,0 | ||||||
| 32,0 | ||||||
| 40,0 | ||||||
| 50,0 |
3.3.7. Ārā
balona virsmai jābūt krāsotai saskaņā ar 17. tabulu PB
03-576 (pielikuma A.1. tabula).




3.3.8 Pārbaudot balonu, ekspluatējamību un
kakla gredzena un apavu stiprinājuma uzticamība.
3.3.9. Cilindrs ar bojātu vai vaļīgu gredzenu
kakls ir atļauts turpmākai apsekošanai pēc fiksācijas
gredzeni vai aizvietotāji.
Vāji vai jauni gredzeni ir piestiprināti
blīvēšana ar rokām vai kakla gala virsmas paplašināšana ar gredzenveida
štancējiet presi ar spēku no 500 līdz 600 kN saskaņā ar apstiprinātajām instrukcijām
aptauju veicošās organizācijas vadītājs. Ievilkuma dziļums
ieduriet cilindra kakliņa metālā no 1 līdz 2 mm.
Kakla gredzena skice ir parādīta pieteikuma B.1. attēlā.
3.3.10. Cilindrs ar slīpu vai vāju sprauslu
apavi vai bojāti apavi ir atļauti turpmākai apsekošanai
pēc apavu maiņas saskaņā ar vadītāja apstiprinātām instrukcijām
organizācija, kas veic auditu.
Bojātā kurpe tiek noņemta no cilindra uz preses vai notriekta
manuāli.
Apavu uzgalis tiek ražots uz horizontālas preses ar spēku
800 līdz 1000 kN. Apavu sagatave ir iepriekš uzkarsēta līdz temperatūrai
900 līdz 1000 °C.
Apavu sagatave ir izgriezta no bojātiem cilindriem vai caurulēm
ar diametru 219 mm ar sienu biezumu no 5,2 līdz 8,9 mm saskaņā ar GOST 8732.
Sagataves garums ir 125 + 5 mm.
Apaviem jābūt cieši piestiprinātiem pie cilindra ar atstarpi
kurpes atbalsta plakne un cilindra apakšdaļa nav mazāka par 10 mm. Atbalsta beigās
apavu virsma jāveido kvadrātā.
Ir atļauts sašķiebties apavu atbalsta plaknei attiecībā pret
normāls pret cilindra korpusa ģeneratoru nav lielāks par 7 mm uz kurpes platuma.
(Izmainīts izdevums, Rev. Nr. 1).
3.3.11. Remontējiet apavu vai kakla gredzenu
atļauts tikai pēc gāzes atgaisošanas, vārsta demontāžas un atbilstošā
pudeļu degazēšana.
3.3.12. Cilindrs ar nesaremontētu gredzenu vai kurpi
turpmāka pārbaude nav atļauta un, ja to nav iespējams salabot
ir jāiznīcina.
Spiediena mērītāju kalibrēšanas biežums
Manometrs ir ierīce, kas mēra spiedienu aparātā, tvertnē vai cauruļvadā. Ir vairāki veidi:
- spirāle;
- membrāna.
Spirālveida mērinstrumenti sastāv no metāla spirāles, kas ir savienota ar transmisijas elementu, kas savienots ar rādītāju uz skalas.Jo lielāks spiediens, jo vairāk spirāle atritinās un velk sev līdzi bultiņu. Kas atspoguļojas spiediena indikatoru palielinājumā ierīces mērogā.
Diafragmas manometrs sniedz rādījumus, saspiežot plakanu plāksni, kas ir savienota ar raidītāja elementu. Kad tiek izdarīts spiediens, membrāna saliecas un raidošais elements nospiež ciparnīcas roku. Tātad ir spiediena indikatoru pieaugums.
Pārbaudīt ražotāja deklarēto skaitītāja precizitātes parametru atbilstību un kontrolēt ierīces metroloģisko izmantojamību, bez kuras nav iespējams izmantot manometru zonās, uz kurām attiecas GROEI (valsts regulējums par vienveidības nodrošināšanu). mērījumus), kā arī, lai nodrošinātu, ka iekārta kalpo noteiktajā laikā un darbība ir droša, periodiski nepieciešams veikt manometra verifikāciju. Valsts noteiktajos noteikumos teikts, ka atkarībā no ierīces tehniskajiem parametriem un ražotāja norādījumiem saskaņošanas periods ir no 12 mēnešiem līdz 5 gadiem.
Par visizplatītāko tika uzskatīta regulāra ierīces pārbaude pēc gada, taču šobrīd ražotāji uzlabo iekārtu raksturlielumus, arvien biežāk parādās ierīces ar verifikācijas periodu 2 gadi. Der atcerēties, vai manometrs ir jāpārbauda un verificēts pēc noteikta laika no izgatavošanas datuma, nevis no tā nodošanas ekspluatācijā.
Manometra kalpošanas laiku nosaka ražotāji, vidēji tie ir 8-10 gadi. Lai laikus pārbaudītu ierīci, ir nepieciešams saglabāt manometra pārbaužu žurnālu.
Ugunsdzēsības sistēmas pārbaude
 Gāzes ugunsdzēšanas testēšanas programmu un metodiku regulē šādi normatīvie dokumenti:
Gāzes ugunsdzēšanas testēšanas programmu un metodiku regulē šādi normatīvie dokumenti:
- GOST R 50969-96;
- GOST R 51057-200;
- GOST R 53281-2009.
Pārbaudes laikā tiek pārbaudīts:
- Gāzes tilpums un balona piepildījuma pakāpe;
- Gāzes ugunsdzēšanas maisījuma padeves ilgums;
- Pārējais maisījums traukā;
- Aizdegšanās avota likvidēšanas efektivitāte;
- Visu instalācijas elementu izturība un pilnīgums pēc palaišanas un ar to saistītās vibrācijas, konstrukcijas gatavība pārkraušanai;
- Informācijas sastāvdaļa:
- uztveršanas un vadības ierīces atsaukšanas ātrums;
- Paziņojuma noformēšana centrālajai drošības konsolei un tās informācijas satura atkodēšana;
- Visu cilpu komandu iesniegšanas savlaicīgums.

Elements, kas testēšanas laikā pakļauts vislielākajām dinamiskajām slodzēm, ir cauruļvads. Tā izturībai un uzticamībai tiek izvirzītas paaugstinātas prasības.
Cauruļu un veidgabalu testēšana tiek veikta saskaņā ar šādiem noteikumiem:
- Visu cauruļvada ārējo daļu vizuāla pārbaude;
- Visas smidzināšanas sprauslas (izņemot pēdējo) ir pārklātas ar aizbāžņiem.
- Bloķējiet piekļuvi cilindriem vai sadales kolektoram.
- Piepildiet sistēmu ar ūdeni caur pēdējo sprauslu un apslāpēt to;
Gāzes ugunsdzēsības sistēmu pārbaudes spiediens ir 1,25 no darba spiediena, taču spiediens tiek ievadīts sistēmā pakāpeniski:
- 0,05 MPa;
- 0,5 no strādnieka;
- Darba spiediens ;
- 1,25 no darba spiediena;
- Starp pieauguma periodiem tiek veikta 1-3 minūšu ekspozīcija. šajā laikā, izmantojot manometru, tiek noteikts, vai ir sākusies noplūde;
- Zem maksimālā spiediena sistēma tiek uzturēta 5 minūtes.
- Pēc pārbaudes darba beigām šķidrums tiek novadīts, cauruļvadi tiek intensīvi izpūsti ar saspiestu gaisu.
Pieļaujamais darbības laiks
Saskaņā ar FNP ORPD kalpošanas laiku nosaka ražotājs.Saskaņā ar noteikumu 485. punktu, ja ražotāja tehniskajā dokumentācijā nav datu par balona kalpošanas laiku, tad kalpošanas laiks tiek noteikts uz 20 gadiem.
Vislielākais pieprasījums ir pēc konteineriem, kas ražoti saskaņā ar GOST 949-73 “Maza un vidēja tilpuma tērauda baloni gāzēm pie P (p) <= 19,6 MPa (200 kgf / kv.cm). Specifikācijas (ar grozījumiem Nr. 1-5)". Saskaņā ar 6.2. lietošanas garantijas laiks - 24 mēneši no nodošanas ekspluatācijā.
Ierīces, kas ražotas saskaņā ar GOST 15860-84 “Metināti tērauda baloni sašķidrinātām ogļūdeņraža gāzēm spiedienam līdz 1,6 MPa. Specifikācijas (ar grozījumiem Nr. 1, 2) ”atbilstoši 9.2.punktam ir lietošanas garantijas laiks - 2 gadi un 5 mēneši no pārdošanas datuma sadales tīklā, bet ārpustirgus ierīcēm - no saņemšanas dienas. lietotājs.
Saskaņā ar tehniskās diagnostikas metodēm MTO 14-3R-004-2005 un MTO 14-3R-001-2002, kas izstrādātas ierīcēm, kas ražotas attiecīgi saskaņā ar GOST 15860-84 un GOST 949-73, kalpošanas laiks nedrīkst pārsniegt 40 gadi, ievērojot nosacījumus ekspertīzes veikšanai reizi 5 gados, pēc tam ierīces tiek noraidītas.
Aizliegts izmantot balonus, kas ražoti saskaņā ar augstākminēto GOST līdz 02.01.2014., kuru kalpošanas laiks pārsniedz 40 gadus.
Saskaņā ar Muitas savienības tehnisko noteikumu 22. punktu "Par iekārtu drošību, kas darbojas zem pārmērīga spiediena", baloni, kas ražoti pēc 02.01.2014., tiek darbināti saskaņā ar paredzamo kalpošanas laiku, ko ražotājs norādījis ierīces pasē.
Vairāk par gāzes balona kalpošanas laiku un glabāšanas nosacījumiem lasiet šajā materiālā.
Risinām jebkuras sarežģītības juridiskas problēmas.#Palieciet mājās un atstājiet savu jautājumu mūsu juristam tērzēšanā. Tādā veidā ir drošāk.
Uzdod jautājumu
Tehniskā apskate - cilindrs
Balonu tehniskā sertifikācija ietver pārbaudi cilindru iekšējās un ārējās virsmas; masas un ietilpības pārbaude; hidrauliskā pārbaude.
Balonu tehniskā sertifikācija, izņemot tālāk aplūkotos, tiek veikta ne retāk kā reizi 5 gados arī degvielas uzpildes uzņēmumos vai degvielas uzpildes stacijās. Tajā pašā laikā tiek pārbaudīta iekšējā un ārējā virsma, tiek veikta hidrauliskā pārbaude un tiek pārbaudīta cilindra masa un tilpums. Acetilēna baloni tiek pakļauti ārējai pārbaudei, pneimatiskajai pārbaudei un porainās masas pārbaudei.
Balonu tehniskā sertifikācija veikta saskaņā ar Spiedientvertņu projektēšanas un drošas ekspluatācijas noteikumiem un punktiem.
Balonu tehniskā sertifikācija tiek veikta saskaņā ar PSRS Gosgortekhnadzor spiedtvertņu projektēšanas un drošas ekspluatācijas noteikumiem un šo noteikumu IV-B - 165 - IV-B - 172.
Balonu tehniskā sertifikācija, kā minēts iepriekš, tiek ražots reizi 5 gados gāzes sadales stacijā vai īpašā punktā.
Balonu tehniskā sertifikācija tiek veikta saskaņā ar Spiedientvertņu projektēšanas un drošas ekspluatācijas noteikumiem.
rezultātus balonu tehniskā apskate ar tilpumu lielāku par 100 litriem ir ierakstīti balonu sertifikātā. Zīmogi uz cilindriem šajā gadījumā netiek likti.



rezultātus balonu tehniskā apskate balonu sertifikātā ir ierakstīti, kuru tilpums ir lielāks par UN n.Zīmogs uz cilindriem šajā gadījumā nav uzlikts.
rezultātus balonu tehniskā apskate ar tilpumu lielāku par 100 litriem tiek ierakstīti balonu pasē. Zīmogs uz cilindriem šajā gadījumā nav uzlikts.
rezultātus balonu tehniskā apskate ar tilpumu virs 100 litriem tiek ierakstīti balonu sertifikātos. Zīmogi uz cilindriem šajā gadījumā netiek likti.
rezultātus balonu tehniskā apskate ar tilpumu virs 100 litriem tiek ierakstīti balonu pasē, šajā gadījumā tie neliek zīmogu uz baloniem.
rezultātus balonu tehniskā apskate ar tilpumu lielāku par 100 litriem tiek ierakstīti balonu pasē. Zīmogs uz cilindriem šajā gadījumā nav uzlikts.
rezultātus balonu tehniskā apskate ar tilpumu lielāku par 100 litriem ir ierakstīti balonu sertifikātā. Zīmogi uz cilindriem šajā gadījumā netiek likti.
rezultātus balonu tehniskā apskate ar tilpumu lielāku par 100 litriem tiek ierakstīti balonu pasē. Zīmogs uz cilindriem šajā gadījumā nav uzlikts.
rezultātus balonu tehniskā apskate ar tilpumu lielāku par 100 litriem ir ierakstīti balonu sertifikātā. Zīmogi uz cilindriem šajā gadījumā netiek likti.
Nepiemērots turpmākai lietošanai
Kāpēc balonus, kuriem ir nostrādāts standarta kalpošanas laiks, bet izieta tehniskā apskate, nevajadzētu pieņemt uzpildei?
Saskaņā ar Noteikumu ... 485. punktu pat gāzes tvertnes, kas ir sekmīgi nokārtojušas tehnisko pārbaudi un nokalpojušas normatīvo laiku, nav piemērotas turpmākai lietošanai.
Tajā pašā punktā teikts, ka gadījumā, ja pēc 2014. gada novembra tiek konstatēti veiksmīgas atkārtotas sertifikācijas gadījumi,konteineriem, kuru kalpošanas laiks ir beidzies, šie rezultāti ir jāatceļ, jo saskaņā ar jaunajiem Noteikumiem. balonu pārbaude pēc to kalpošanas laika ir aizliegta.
Materiāls, kas ir iztērējis savu spēka resursu, var jebkurā brīdī sabrukt.
Visi šie pasākumi un stingrāki noteikumi ir vērsti uz to gāzes tvertņu darbības drošības uzlabošanu, kuru saturs ir zem spiediena.
Tas ir saistīts ar pastiprinātu nolietoto cilindru izmantošanu un līdz ar to arī negadījumu rašanos.
Pretoties šo Noteikumu prasībām... nozīmē apdraudēt ne tikai savu veselību un dzīvību, bet arī citu cilvēku dzīvības, kas ir ne tikai nepamatoti, bet arī noziedzīgi.
Kādām prasībām jāatbilst gāzes baloniem, kā tos pareizi lietot, kas ir pārbaude un kādu procedūru baloni iziet gāzes uzpildes stacijā? Par to video:
Vai neatradāt atbildi uz savu jautājumu? Uzziniet, kā atrisināt savu konkrēto problēmu - zvaniet tūlīt:
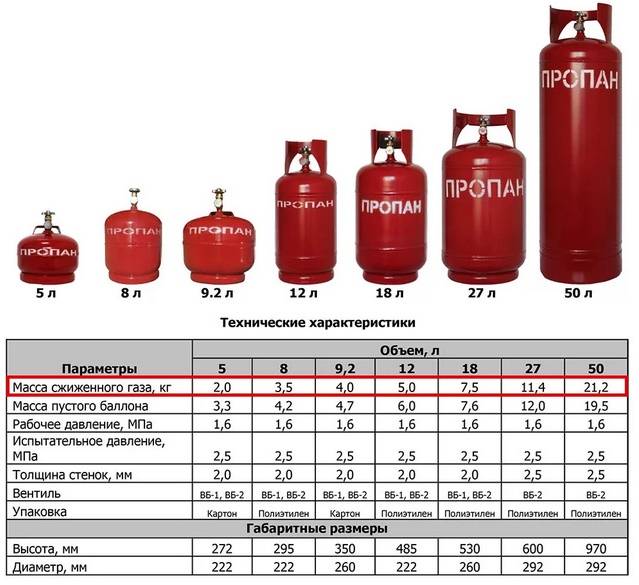
Saspiesto un sašķidrināto gāzu uzglabāšanai un transportēšanai tiek izmantoti konteineri, kas izgatavoti no metāla vai kompozītmateriāliem. Šie trauki ir paredzēti tam, ka gāze tajos tiks uzglabāta noteiktā spiedienā. Tātad GOST 15860-84 nosaka, ka darba spiediens propāna tvertnē nedrīkst pārsniegt 1,6 MPa. Ir arī konteineri, kas paredzēti lielākam spiedienam par 5 MPa. Visi gāzes uzglabāšanai izmantotie konteineri ir jāpārbauda un periodiski jāapseko.
Gāzes balona pārbaude
Gāzes balona ekspertīze ir notikums, kas nepieciešams pirmām kārtām tā īpašniekam.Sertifikācija var nodrošināt, ka baloni ir droši ekspluatācijā un var tikt izmantoti paredzētajam mērķim, pretējā gadījumā tos nav atļauts lietot. Ir vienota apsekošanas procedūra, kuras laikā tiek pārbaudītas cilindru virsmas, lai atklātu virsmas bojājumus.
Veiciet marķējuma un krāsošanas kvalitātes pārbaudi, lai atbilstu GOST prasībām, celtņa stāvoklim. Turklāt sertifikācijas procesā tiek veiktas gāzes uzglabāšanas tvertņu hidrauliskās pārbaudes. Veikto pārbaužu un testu rezultāti tiek ierakstīti pasē, kas tiek pievienota izstrādājumam visā tā darbības laikā.
Neveicot šādus pasākumus, degvielas uzpildīšana un konteineru darbība gāzes uzglabāšanai un transportēšanai ir nepieņemama. Balonu pārbaudi un slēdziena izsniegšanu par tiem var veikt tikai organizācija, kurai ir visas nepieciešamās attiecīgo valsts uzraudzības iestāžu atļaujas un pilnvaras.
Tvertnes gāzu uzglabāšanai ir jāsertificē reizi dažos gados. Ilgums ir atkarīgs no vairākiem parametriem – no materiāla, piemēram, ja baloni ir no leģēta vai oglekļa tērauda, tad tiem pietiek ar šo procedūru iziet reizi piecos gados. Baloniem, kas uzstādīti automašīnās kā daļa no sašķidrinātās naftas gāzes, jābūt sertificētiem trīs vai piecu gadu laikā.
Baloniem, kuri darbojas stacionāros apstākļos un ir paredzēti inerto gāzu uzglabāšanai, reizi desmit gados tiek veiktas nepieciešamās pārbaudes.
Ir stingri jāievēro noteiktie pārbaudes periodi. Tas viss ir par drošību.Ja konteineri ir paredzēti propāna, acetilēna vai citas sprādzienbīstamas gāzes uzglabāšanai un transportēšanai, jebkurš balona ārējās virsmas defekts var radīt neatgriezeniskas sekas.
Tiklīdz rodas šaubas par gāzes uzglabāšanas tvertnes veiktspēju, nepieciešams to izņemt no apgrozības un iegādāties vai nomāt jaunu.
Gadījumi, kad manometra lietošana ir aizliegta.
Ja manometrā nav plombas vai markas, ir nokavēts kalibrēšanas periods vai pārnesuma rādītājs neatgriežas sākotnējā atzīme, ieslēdzot vairāk nekā pusi no pieļaujamās kļūdas, tad šādu spiedienu izmantot ir aizliegts. mērierīce.
Turklāt nav atļauts izmantot instrumentu, kura stikls ir izsists vai tam ir citi bojājumi, kas varētu ietekmēt pareizos rādījumus.
Noslēgumā mēs atzīmējam, ka izmantojams manometrs var kalpot kā drošības garantija darbā ar gāzes metināšanas iekārtām.
Mērierīcēm un instrumentiem nepieciešama kontrole, izmantojot metriskos skaitītājus. Manometrus, kas analizē šķidrumu un gāzu spiedienu, uzstāda uz apkures katliem, gāzes baloniem un izmanto ražotnēs. Lai iegūtu pareizus ierīces rādījumus un aizsargātu uzņēmuma darbiniekus, periodiski jāveic manometru kalibrēšana.
Dizains un veidi
Propāns (CH3)2CH2 ir dabasgāze ar augstu siltumspēju: 25°C temperatūrā tās siltumspēja pārsniedz 120 kcal/kg.
Tajā pašā laikā tas jālieto, ievērojot īpašus piesardzības pasākumus, jo propāns ir bez smaržas, bet pat tad, ja tā koncentrācija gaisā ir tikai 2,1%, tas ir sprādzienbīstams.
Īpaši svarīgi ir tas, ka, būdams vieglāks par gaisu (propāna blīvums ir tikai 0,5 g/cm 3), propāns paceļas un tāpēc pat salīdzinoši zemās koncentrācijās apdraud cilvēka labklājību.
Propāna reduktoram ir jāveic divas funkcijas - jānodrošina stingri noteikts spiediena līmenis, kad tam ir pievienota jebkura ierīce, un jāgarantē šādu spiediena vērtību stabilitāte turpmākās darbības laikā. Visbiežāk kā šādas ierīces tiek izmantotas gāzes metināšanas iekārtas, gāzes sildītāji, siltuma pistoles un cita veida apkures iekārtas. Šo gāzi izmanto arī ar sašķidrinātu degvielu darbināmas automašīnas propāna cilindram.








Ir divu veidu propāna reduktori - vienas un divu kameru. Pēdējie tiek izmantoti retāk, jo to dizains ir sarežģītāks, un to atšķirīgā spēja - konsekventi samazināt gāzes spiedienu divās kamerās - praksē tiek izmantota tikai ar paaugstinātām prasībām attiecībā uz pieļaujamo spiediena kritumu līmeni. Par parastajiem pārnesumkārbu modeļiem tiek uzskatīti BPO 5-3, BPO5-4, SPO-6 uc Otrais cipars simbolā norāda nominālo spiedienu MPa, pie kura tiek iedarbināta drošības ierīce.

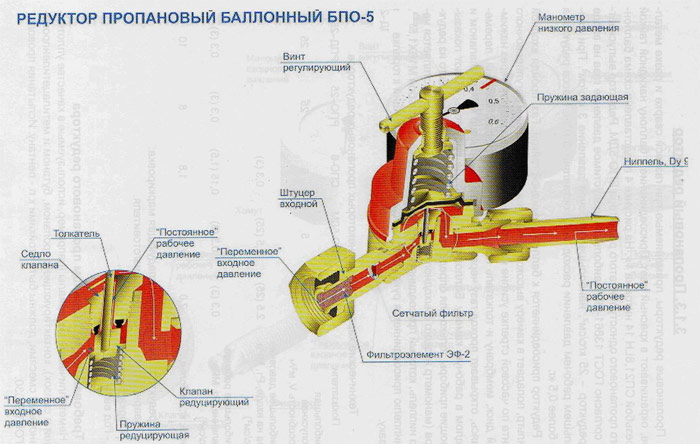
Strukturāli vienkameras BPO-5 tipa propāna reduktors (Balloon Propane Single-chamber) sastāv no šādām sastāvdaļām un daļām:
- korpuss.
- stūmējs.
- Vārsta ligzda.
- Atsperes samazināšana.
- membrānas.
- Samazinošs vārsts.
- Savienojuma nipelis.
- Ieplūdes armatūra.
- iestatīšanas pavasaris.
- sieta filtrs.
- spiediena mērītājs.
- Regulēšanas skrūve.
Propāna reduktoru galvenie tehniskie parametri ir:
- Maksimālā caurlaidspēja gāzes tilpuma izteiksmē laika vienībā, kg / h (apzīmēta ar numuru, kas atrodas uzreiz aiz burta saīsinājuma; piemēram, BPO-5 tipa propāna reduktors ir paredzēts, lai izvadītu ne vairāk kā 5 kg propāna stundā);
- Maksimālais ieplūdes gāzes spiediens, MPa. Atkarībā no ierīces izmēra tas var būt diapazonā no 0,3 līdz 2,5 MPa;
- Maksimālais izejas spiediens; lielākajā daļā dizainu tas ir 0,3 MPa un pielāgots tam pašam indikatoram gāzi patērējošai iekārtai.
Visiem ražotajiem propāna reduktoriem pilnībā jāatbilst GOST 13861 prasībām.

CILINDA SPIEDIENS
Gofrēšana ir automašīnas HBO cilindra stiprības un hermētiskuma pārbaudes process.
Kā tiek veikta pārbaude?
Tiek veikti hidrauliskie (ūdens) un pneimatiskie (gaisa) testi:
Hidrauliskais: viss gaiss tiek izņemts no trauka un piepildīts ar ūdeni;
Zem spiediena tiek veikta noplūdes pārbaude, pēc kuras cilindrs tiek iztukšots (žāvēšana);
Pneimatiskais: trauku iegremdē traukā ar ūdeni un pārbauda ar saspiestu gaisu vai inertu gāzi (saskaņā ar PB 03-576-03 ir atļauts vienu procedūru aizstāt ar citu).
Būtība tā pati – hermētiskuma pārbaude.
Pēc sekmīgas spiediena pārbaudes nokārtošanas automašīnas balons tiek uzskatīts par derīgu lietošanai un tiek nodots pārbaudei (sertificēšanai un zīmola piešķiršanai).
CILINDU VERIFIKĀCIJA
Gāzes balona (propāna un metāna) pārbaude kalpo kā apstiprinājums tam, ka gāzes balons pilnībā atbilst drošības prasībām.
Pēc visām balona pārbaudēm tiek veikta tā sertifikācija: atļaujas ievešanai un balona turpmākai darbībai dokumentēšana HBO sistēmā.
Klientam tiek dota:
Transportlīdzeklī uzstādīto gāzes balonu aprīkojuma periodisko pārbaužu veikšanas sertifikāts (2B veidlapa);
Atzīmē pasē transportlīdzekļa nākamās atkārtotās apskates datumu;
Automašīnas gāzes balona verifikācijas dokumentos norādīts, ka kuģim tika veikta ārējā un iekšējā apskate un hidrauliskās (pneimatiskās) pārbaudes un tas atzīts par derīgu turpmākam darbam automašīnas HBO sistēmā.
Balona verifikācijas rezultāti, proti, sertifikāts veidlapā 2B, ir jāņem līdzi. To var pieprasīt uzrādīšanai trīs gadījumos: pēc ceļu policijas inspektora pieprasījuma, veicot transportlīdzekļa tehnisko apkopi (TO) un saņemot diagnostikas karti, kā arī dažās degvielas uzpildes stacijās (kurām, uzpildot degvielu, ir nepieciešami balonu verifikācijas sertifikāti).
BALONU APSEKOŠANAS UN SERTIFIKĀCIJAS CENA
Darbu izmaksas ir atkarīgas no sertifikācijas laikā konstatētā HBO balona stāvokļa (vai tam nepieciešama tīrīšana no korozijas, gruntēšana, krāsošana u.c.) un vai ir nepieciešami papildu darbi (izņemšana-uzstādīšana vai tas paredzēts demontētā un sagatavots, notīrīts no netīrumiem).
1 balona (bez demontāžas) ekspertīzes, atkārtotas sertifikācijas, spiediena pārbaudes un verifikācijas izmaksas, ieskaitot noformēšanu un dokumentu izsniegšanu par tā pārbaudi (2a, 2b):
Ja balonam ir korozija (ne vairāk kā 10% no kopējās tvertnes virsmas), tad pirms spiediena pārbaudes tiek veikti papildus krāsošanas darbi, saskaņā ar cenrādi:
| Tīrīšana + sagatavošana + gruntēšana + krāsošana + tehniskā uzraksta uzlikšana (restaurācija) | |
| 3000 rubļu | 50l pudele (diametrs 300, L līdz 1000 mm) |
| 5000 rubļu | diametram 360, L 1300 mm |
| 7000 rubļu | diametrs 400 - 500, L 1000 mm |
Izpildes laiks - 2 dienas.
Kā redzat, visu procedūru cenas ir ļoti lētas, ņemot vērā darba apjomu ar gāzes iekārtām. Tā ir neliela cena, kas jāmaksā par automašīnā pārvadātā cilindra drošību.
Gāzes balona vārstu remonts
Galvenie gāzes vārstu darbības traucējumi
Patiesībā gāzes vārsta konstrukcija nav grūta un tajā nav nekas īpašs, ko lauzt. Tomēr vairāku iemeslu dēļ tas var vai nu sākt izlaist gāzi, vai arī pilnībā neizdoties. Viens no tā sabrukuma iemesliem ir darbinieku neuzmanīgā attieksme. Piemēram, pieliekot pārmērīgu spēku, atverot vai aizverot. Tas var nojaukt pavedienu vai salauzt kātu.
Turklāt svešas daļiņas, kas nonāk regulatorā, var neļaut tām pilnībā aizvērt vārstu, un tas neizbēgami izraisīs gāzes noplūdi. Jebkurā gadījumā, ja rodas mazākās aizdomas par gāzes vārsta korpusa vai mehānisma defektiem, balons ir jāizņem no darba vietas vai labiekārtošanas telpām un jānosūta remontam.
Jā, bez šaubām, gāzes vārstu var izņemt no balona un pārbaudīt pats un, ja nepieciešams, iztīrīt vai salabot, taču nedrīkst aizmirst, ka jebkurš darbs ar gāzes balonu ir saistīts ar potenciālu apdraudējumu. Tāpēc ir stingri aizliegts patstāvīgi demontēt gāzes vārstus amatniecības apstākļos. Ja ir kaut neliela iespēja gāzes vārsta remontu nodot darbnīcai, tad labāk to darīt.
Manometru kalibrēšana: termini, metodika, noteikumi
Saspiestā gaisa iesmidzināšanas sistēmā var uzstādīt dažādas mērierīces, plaši tiek izmantots manometrs. Tāpat kā daudzām citām ierīcēm, arī šai ierīcei ir jāveic periodiska apkope. Tikai šajā gadījumā jūs varat būt pārliecināti, ka tas kalpos ilgu laiku un iegūtie rādījumi būs precīzi. Sīkāk apsveriet visas manometra pārbaudes procedūras iezīmes.



Spiediena mērītāju kalibrēšana: noteikumi
Spiediena mērītāji jāpārbauda, tikai ņemot vērā pamatnoteikumus un ieteikumus, jo pieļautās kļūdas var izraisīt produkta precizitātes samazināšanos. Pamatnoteikumi ir šādi:
- Pirmkārt, tiek pārbaudīts manometrs, lai noteiktu mehānisma stāvokli. Ierīces bojājumi var norādīt, ka verifikācija vispār nav tā vērta. Daļu defektu var novērst, piemēram, nomainot aizsargstiklu, tas viss ir atkarīgs no konkrētā manometra modeļa īpašībām.
- Tiek radīti aptuvenākie darbības nosacījumi. Kā piemēru var minēt gaisa mitruma, atmosfēras spiediena un telpas temperatūras indikatoru.
- Pārbaudes sākumā rādītājam jābūt uz nulles. Tas novērš kļūdu iespējamību mērīšanas laikā.
Ja bultiņu nav iespējams iestatīt uz nulli, tad ierīci noregulē, izmantojot īpašu skrūvi.
Spiediena mērītāju verifikācijas noteikumi
Galvenā uzmanība tiek pievērsta termiņiem. Kalibrēšanas mērķis ir uzlabot rādījumu precizitāti. Starp funkcijām mēs atzīmējam šādus punktus:
Neatkarīgi veikt attiecīgo procedūru ir iespējams tikai tad, ja ierīce ir uzstādīta kā bezatbildīgu mehānismu elements.
Vai man ir jākalibrē mērinstrumenti?
Lai noteiktu nominālo spiedienu, tiek veikta ierīces primārā kalibrēšana. Nākotnē vadība ļauj izslēgt iespēju samazināt precizitāti.
Nepieciešama periodiska manometra kalibrēšana, lai izslēgtu tā atteices iespēju.
Dažas sistēmas nevar darbināt, neizmantojot manometru.
Ja procedūru neveiksit savlaicīgi, var rasties šādas problēmas:
- Mērījumu kļūda. Dažos gadījumos neliela kļūda nesamazina kompresora efektivitāti, citos svarīga ir spiediena precizitāte.
- Manometra kalpošanas laiks ir ievērojami samazināts. Daži mehānisma bojājumi tā ilgstošas darbības laikā var izraisīt ātru nodilumu. Augstas precizitātes manometru izmaksas ir ļoti augstas.
- Ir iespējama barotnes noplūde, kas izraisīs spiediena samazināšanos sistēmā.
Noslēgumā mēs atzīmējam, ka, ja ir nepieciešams kalibrēt kompresora mērīšanas ierīci, jūs varat veikt šādu darbu pats. Lai to izdarītu, specializētā veikalā varat iegādāties īpašu ierīci. Citus mehānismus, uz kuriem attiecas augstākas prasības, vajadzētu pārbaudīt tikai speciālistam. Pēc procedūras jāuzliek pildījums.
, lūdzu, atlasiet teksta daļu un nospiediet Ctrl+Enter.
Gāzes signalizācijas pārbaude Sevastopolē
CJSC "YUSTIR" veic gāzes signalizāciju verificēšanu gan objektā, gan specializētā laboratorijā saskaņā ar spēkā esošajām verifikācijas metodēm.
Gāzes signalizācijas ir paredzētas, lai novērstu gāzes noplūdes: propāna metāna, oglekļa monoksīda u.c., tās tiek uzstādītas katlu telpās un hidrauliskajā sašķelšanā. Signalizācijas ierīces parasti kalibrē reizi gadā (atkarībā no modeļa kalibrēšanas intervāls var atšķirties).
Verifikācijas mērķis ir identificēt bojātu gāzes piesārņojuma detektoru, simulējot līdz sprādzienbīstamu koncentrāciju, izmantojot verifikācijas gāzu maisījumus (CGM).
Pārbaude uz vietas - mūsu speciālisti ir gatavi doties uz objektu ar nepieciešamo aprīkojumu, lai veiktu gāzes signalizāciju kalibrēšanu ekspluatācijas vietā, regulētu un kalibrētu, izmantojot testa gāzu maisījumus.
Pārbaude laboratorijā
Mūsu uzņēmums veic regulēšanu un remontu aprīkotā laboratorijā, ir plašs rezerves daļu klāsts gāzes piesārņojuma signalizācijas remontam gan iekšzemes, gan importa.
Laboratorija atbilst visām verifikācijas procedūras prasībām, kas ir ārkārtīgi svarīgas, uzstādot un kalibrējot, un kalibrējot gāzes detektorus. Ja nepieciešams, organizācijai ir liels verificētu gāzes signalizāciju apmaiņas fonds, kas ļauj piegādāt laboratorijā ierīces turpmākam remontam.
Gāzes analizatoru pārbaude tiek veikta uzstādīšanas vietā klienta vietā. Gāzes detektoru pārbaude oglekļa monoksīda un metāna noteikšanai (gāzes sensoru pārbaude) jāveic reizi gadā.
CJSC "YUSTIR" veic darbu kompleksu pie gāzes signalizācijas verifikācijas, kalibrēšanas un remonta organizēšanas. Gāzes detektoru verifikācija tiek veikta, izsniedzot izveidotā parauga verifikācijas sertifikātus. Cenā iekļauts pilns gāzes signalizācijas pārbaudes robota veikšanas cikls.
Secinājumi un noderīgs video par tēmu
Kas jums jāuzmanās, pērkot balonus:
Ieteikumi pašremontam:
Tikai ekspluatējamas gāzes iekārtas var nodrošināt māju īpašnieku komfortu un drošību
Regulāras pārbaudes ir vēl viens veids, kā pasargāt iedzīvotājus no nejaušas avārijas, tāpēc pret gāzes dienesta prasībām jāizturas uzmanīgi un atbildīgi.
Attiecībā uz gāzes reduktoriem reizi gadā pieaiciniet speciālistu, lai pārbaudītu manometrus, un, ja nepieciešams, nomainītu vai salabotu aprīkojumu.
Jūs varat piedalīties diskusijā, atstāt materiālu, dalīties pieredzē vai uzdot interesējošos jautājumus mūsu speciālistiem - kontaktu bloks atrodas zem raksta.