- Ūdens un gāzes cauruļu īpašības un tehniskie parametri
- Tērauda cauruļu standarti un izmēri
- Parametri taisnu šuvju šuvēm
- Elektriski metināto spirālšuvju cauruļu noteikumi
- Prasības bezšuvju karsti formētiem izstrādājumiem
- Standarti auksti veidotām bezšuvju caurulēm
- Ūdens un gāzes produktu īpašības un īpašības
- Kaļamā čuguna cauruļu shēma
- Specifikācijas
- Kāpēc apkures sistēmām izvēlēties metālu
- Cauruļu veidi pēc ražošanas metodes
- Bezšuvju karsti formētas tērauda caurules GOST 8732
- Caurules tērauda bezšuvju auksti deformētas saskaņā ar GOST 8734
- Elektriski metinātas tērauda caurules saskaņā ar GOST 10704
- Metāla cauruļu plusi un mīnusi
- Kādi ir GOST tērauda caurulēm
- Tērauda cauruļu ražošana: pamatmetodes
- Kā tiek izgatavoti elektriski metināti taisnu šuvju izstrādājumi?
- Elektriski metināto spirālšuvju veidu izgatavošana
- Karsti formētu bezšuvju izstrādājumu ražošana
- Auksti formētu cauruļu ražošanas iezīmes
- Pārskats par vadošo ražotāju produktiem
- Ražotājs #1 - HOBAS zīmols
- Ražotājs Nr. 2 — stikla kompozītmateriālu uzņēmums
- Ražotājs #3 - zīmols Amiantit
- Ražotājs #4 - Poliek uzņēmums
- Taisnstūra caurule
Ūdens un gāzes cauruļu īpašības un tehniskie parametri
VGP caurules ir izstrādājumi ar metinātu šuvi.To ražošana ir daudz lētāka nekā cieto velmētu cauruļu ražošana. Stingri standarti ļauj ražot metinātas caurules, kuru izturība nav zemāka par cieto velmējumu caurulēm. Aizsardzībai tiek uzklāts cinka pārklājums gan caurules iekšpusē, gan tās ārējā pusē.

Cinkotie VGP cauruļvadi atšķiras ar:
- izturība pret koroziju;
- ilgstoša darbība bez problēmām;
- izmantošanas daudzpusība;
- salīdzinoši zema cena.
Elektriskās metinātās caurules izšķir melnas (bez pretkorozijas pārklājuma) VGP caurules un cinkotas caurules. Oficiālās prasības šiem materiāliem ir noteiktas GOST 3262-75. Apaļās VGP caurules no ražošanas tiek ražotas gludas, ar vītni vai uzmavu. Vītne atšķiras pēc atrašanās vietas (ārējā vai iekšējā) un uzklāšanas metodes (rievota, griezta).
Ritošā vītne nedrīkst samazināt caurules iekšējo diametru vairāk kā par 10%. Nav stingru prasību diega izmēram - tas var būt gan garš, gan īss.
Formētām un metinātām apaļajām tērauda caurulēm izplatīta ir to izmantošana pilsētas infrastruktūrā, kas nav saistīta ar transporta sakariem. Tas ir reklāmas stendu projektēšana, pilsētas ielu telpas labiekārtošana, pieguļošās teritorijas, rotaļu laukumu izbūve. Cinkotu cauruļu "bez kodola" izmantošana sasniedz ievērojamu mērogu.
Mēs iesakām izlasīt: Kura apkure ir labāka un kā to ierīkot privātmājā
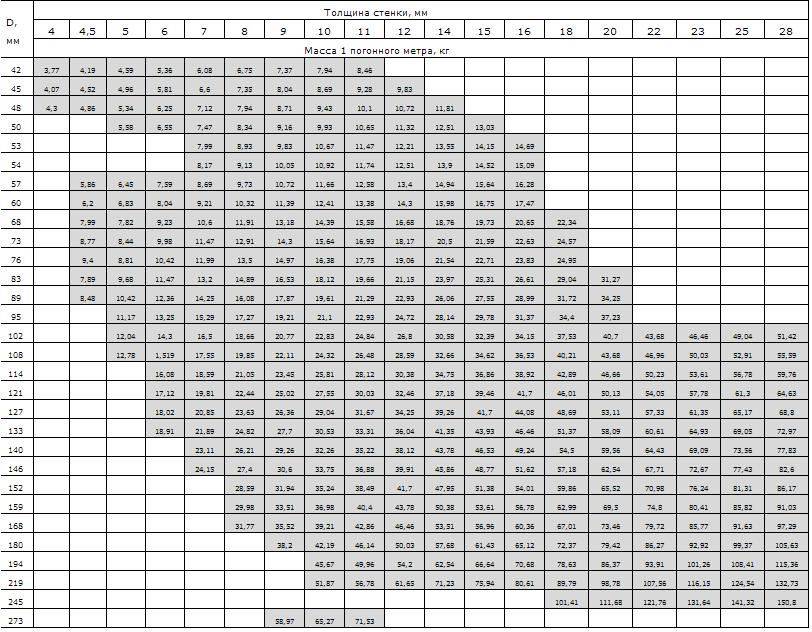
Nozīmīga cauruļu materiāla VGP īpašība ir sienas biezums. Visilgākās kalpošanas laiks ir cinkotas caurules ar biezām sienām.
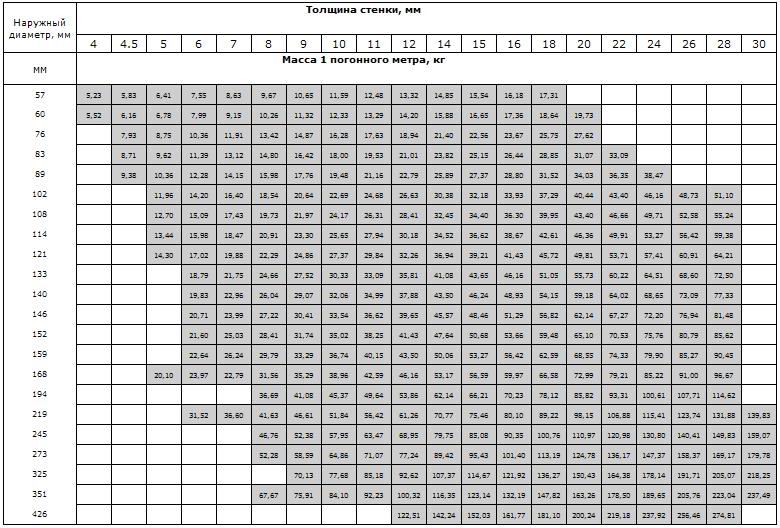
Jāpatur prātā, ka caurules sienas biezums ietekmē tā diametru un svaru. Cinkota tērauda VGP caurules ārējais izmērs paliek nemainīgs neatkarīgi no sienas biezuma.Tādējādi vislabāko caurlaidspēju, ceteris paribus, demonstrēs plānsienu caurule. Caurules tiek ražotas pēc tabulā norādītajiem izmēriem un svara, izmēri norādīti mm.
Ar darba spiediena apgriezto attiecību. Plānsienu caurule var izturēt līdz 25 atm., Biezsienu - līdz 35 atm.
Caurules ar vidējo sienu biezumu sauc par parastajām. Šāda veida cauruļu izstrādājumu iegāde notiek pēc svara, t.i., patērētājs nemaksā par lineāro metru, bet cena ir piesaistīta preces svaram.
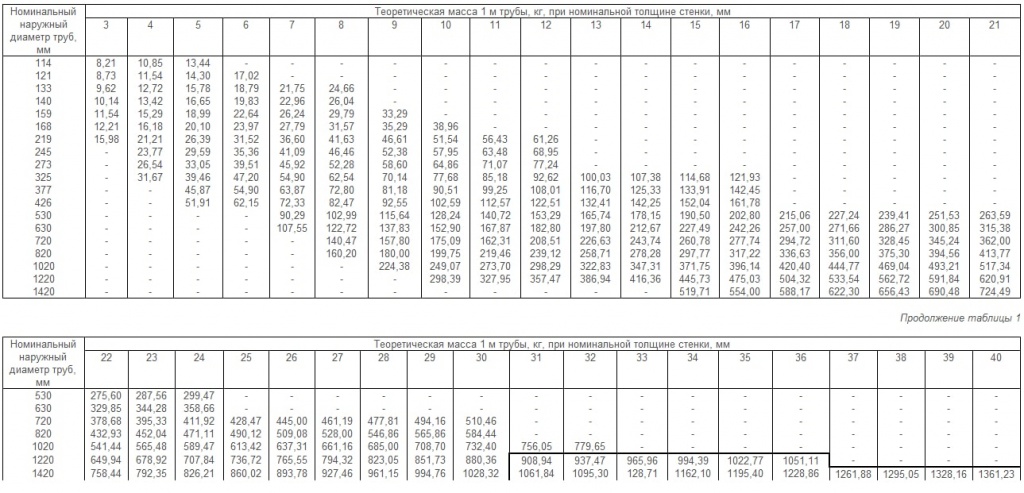
Tērauda cauruļu standarti un izmēri
Caurulēm, kas izgatavotas no velmēta tērauda, ir īpaši standarti un GOST. Šie parametri raksturo izstrādājuma izgatavošanas metodi, tā pamatizmērus, šķērsgriezumu un sienu biezumu. Koncentrējoties uz šo informāciju, tiek noteikta konkrētas daļas izmantošanas zona.
Parametri taisnu šuvju šuvēm
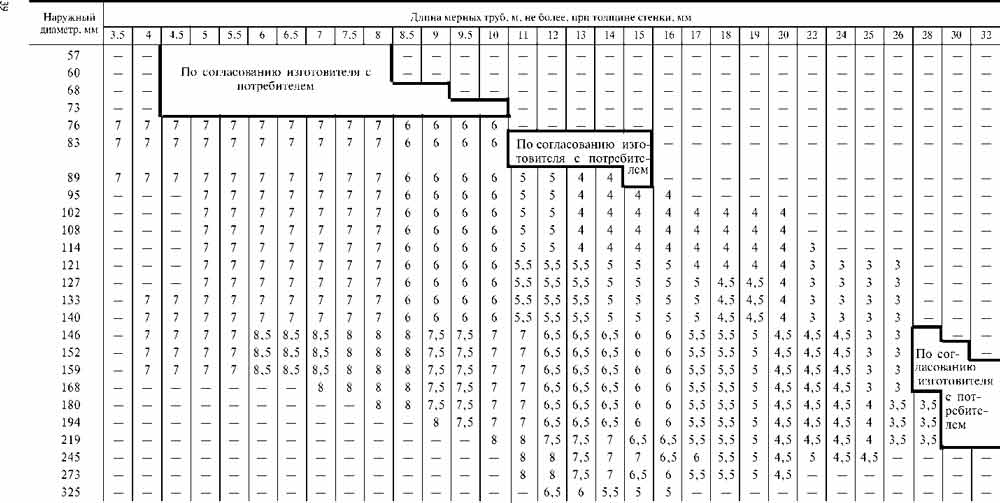
Elektriski metinātu cauruļu ar taisnu šuvi ražošanu regulē GOST 10704-91. Pēc viņa teiktā, izstrādājuma ārējais diametrs ir 10-1420 milimetri, bet sieniņu biezums svārstās no 1 līdz 32 milimetriem.
Stiegrojumam, kura diametrs nepārsniedz 426 milimetrus, ir izmērīts un neizmērīts garums. Īpašos gadījumos caurules tiek izgatavotas ar stingrāku, pastiprinātu šuvi, bet tām ir atsevišķs īpašs standarts - GOST 10706.

Tērauda elektriski metinātās caurules ar taisnu šuvi ir daudzpusīgs materiāls ar plašu pielietojumu klāstu. Pienācīga kvalitāte un zemā cena padara to izmantošanu aktuālu gan liela mēroga objektos, gan ikdienas dzīvē.
Šāda veida caurules visbiežāk tiek izmantotas tehnoloģisko sakaru sistēmu ieguldīšanai ar mērenu spiedienu un praktisku, ērtu un vieglu metāla konstrukciju veidošanai dažādiem mērķiem.
Elektriski metināto spirālšuvju cauruļu noteikumi
Elektriski metinātu cauruļu ar spirālveida šuvi ražošana tiek veikta saskaņā ar GOST 8696-74. Šādu izstrādājumu ārējais diametrs ir 159-2520 milimetri, sienu biezums svārstās no 3,5 līdz 25 milimetriem, un garums ir 10-12 metri.

Elektriskās metinātās caurules ar spirālveida šuvi ir dārgākas nekā to garenvirziena kolēģi. Tomēr izmaksas ir labi pamatotas, it īpaši, ja sistēmai ir nepieciešams nevainojami precīzs, ideāls savienojums.
Šādā veidā izgatavotas caurules ir izturīgākas un spēj izturēt augstu spiedienu. Standarts ļauj tos izmantot gan sadzīves, gan rūpnieciskiem mērķiem, lai izveidotu uzticamas, noslēgtas un funkcionāli stabilas sakaru sistēmas.
Prasības bezšuvju karsti formētiem izstrādājumiem
Standarti bezšuvju karstās formas caurulēm ir aprakstīti GOST 8732-78. To sienu biezums ir 2,5-75 milimetri, un diametrs svārstās no 20 līdz 550 milimetriem. Garumā, gan izmērītā, gan neizmērītā, izmērs svārstās no 4 līdz 12,5 metriem.





Bezšuvju caurules, kas izgatavotas ar karstu deformāciju, ikdienā praktiski netiek izmantotas. Visbiežāk tos izmanto rūpnieciskām sistēmām ar paaugstinātām prasībām attiecībā uz uzticamību un hermētiskumu.
Šāda veida caurules tiek izmantotas ļoti toksisku vielu transportēšanai ķīmiskajā rūpniecībā. Šuves neesamība garantē noplūdes un kaitīgu vielu iekļūšanas neiespējamību zemē vai atmosfērā.
Spēja viegli izturēt pastāvīgu augstu spiedienu padara bezšuvju caurules piemērotas naftas un gāzes nozarei.
Standarti auksti veidotām bezšuvju caurulēm
Tērauda auksti velmētas caurules tiek ražotas saskaņā ar GOST 8734-75. Armatūras ārējais diametrs svārstās no 5 līdz 250 milimetriem, un sienas biezums ir 0,3-24 milimetri. Izstrādājumi tiek ražoti izlases garumā no 1,5 līdz 11,5 metriem un izmērītos garumos no 4,5 līdz 9 metriem.

Biezu sienu bezšuvju auksti velmētas tērauda caurules tiek izmantotas tāpat kā karsti apstrādātas caurules. Plānsienu visbiežāk izmanto tur, kur nepieciešama nevainojama izturības un maza svara kombinācija (aviācijas un kosmosa rūpniecība, kuģubūve utt.)
Aukstās formēšanas procesā ražotās bezšuvju tērauda caurules demonstrē augstu izturību, darbības stabilitāti un uzticamību visā lietošanas laikā.
Ūdens un gāzes produktu īpašības un īpašības
Gāzes un ūdens caurules tiek ražotas saskaņā ar GOST 3262-75 noteikumiem. Atsevišķā standartā šāda veida velmējumi tiek izdalīti tikai šaurākas darbības jomas dēļ.
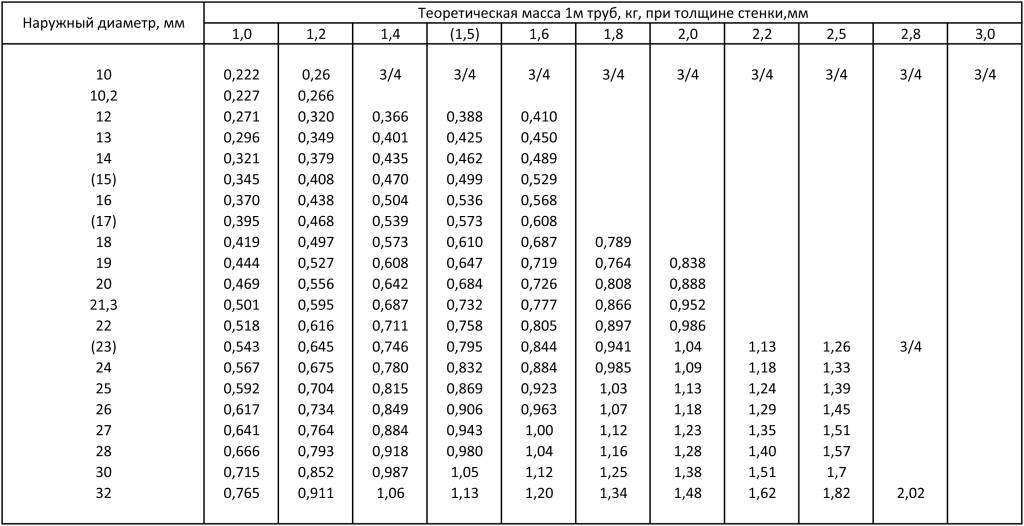
Izstrādājuma ārējais diametrs ir 10,2-165 milimetri, un sienas biezums svārstās no 1,8-5,5 milimetriem. Izmēru diapazons nejaušiem un izmērītiem garumiem ir vienāds - no 4 līdz 12 metriem.

Ūdens un gāzes caurules galvenokārt tiek izmantotas paredzētajam mērķim: ūdensapgādes un gāzes sakaru sistēmu organizēšanai. Dažreiz tos izmanto vieglu konstrukciju izveidošanai vai mēbeļu rūpniecībā, lai izgatavotu stilīgus interjera priekšmetus.
Standarts paredz ražot ne tikai parastās, bet arī cinkotas ūdens un gāzes caurules.
Kaļamā čuguna cauruļu shēma
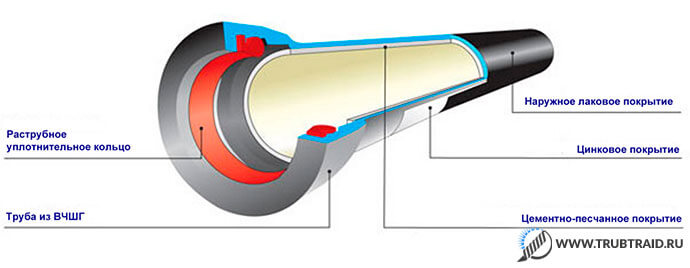 Vizuāls augstas stiprības čuguna cauruļu rasējums ar sfērisku karafe
Vizuāls augstas stiprības čuguna cauruļu rasējums ar sfērisku karafe
Kā kļūst skaidrs, dizains sastāv no dažiem ārējiem un iekšējiem elementiem:
- Blīvgredzens: šis aizsargslānis ir nepieciešams, lai palielinātu konstrukcijas izturību. Tas kalpo arī kā drošinātājs gadījumā, ja caurule saplīst vai deformējas.
- Cinka pārklājums: nepieciešams, lai būtiski samazinātu korozijas ietekmi uz konstrukcijas ārējo virsmu.
- Cementa-smilšu pārklājums: kalpo kā sava veida zemējums pret elektrības ietekmi uz caurules virsmu. Negadījuma gadījumā ar elektrisko strāvu tieši šis aizsargslānis uzņemsies triecienu.
- VChShG: faktiski galvenais materiāls, no kura izgatavota konstrukcija.
- Pēdējais slānis: tajā ir vismazāk piemaisījumu un sakausējumu, jo tam ir vismazākā slodze.
Šajā shēmā ir parādīti fizikālie un matemātiskie lielumi, uz kuru pamata tiek veikti aprēķini un noteikti konstrukciju izmēri.
Apraksts:
- Bell, D: fizikāls lielums, kas raksturo pamatparametru ražošanas sākumā – nulles ciklu. Tas ir pamats cauruļu konstrukciju būvniecībai.
- Nominālā caurlaidība, DN: nominālvērtība, kas raksturo transportējamās vielas caurlaidību caur caurules iekšējiem kanāliem.
- Vidējais diametrs, DE: nosacīts parametrs, ko izmanto, lai aprēķinātu atstarpi starp iekšējo, ārējo un vidējo diametru.
- Caurules sienas laukums, S: pamatparametrs, aprēķinot caurules galvenās daļas.
- L un L1: atsevišķu konstrukcijas posmu garums.
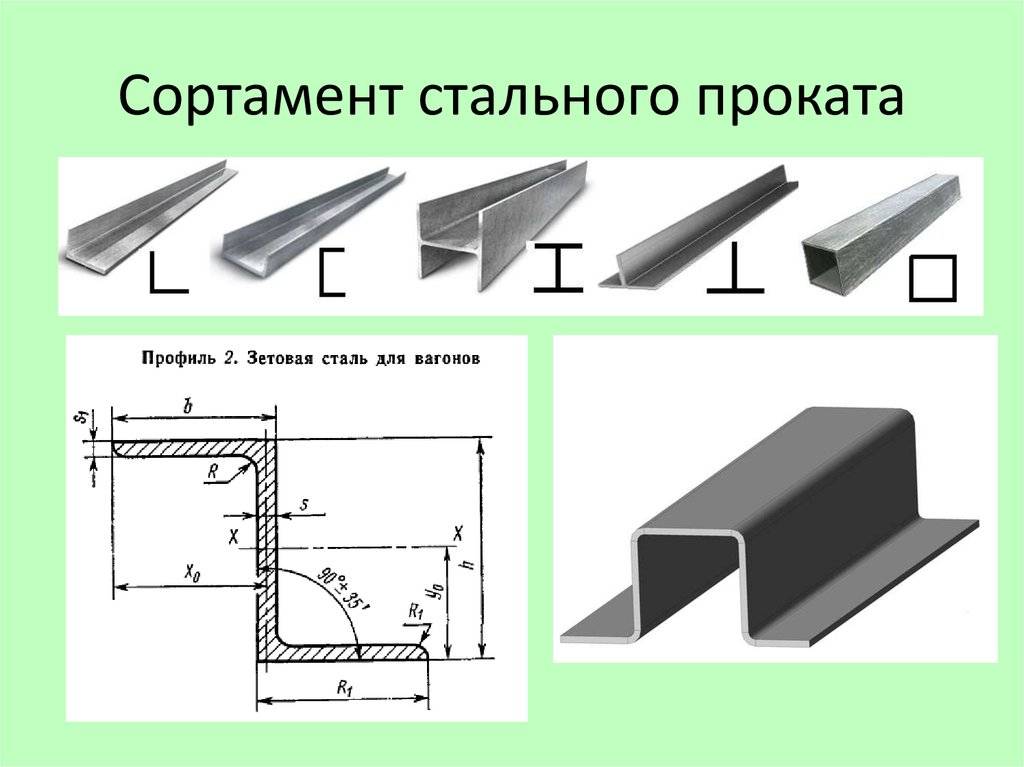
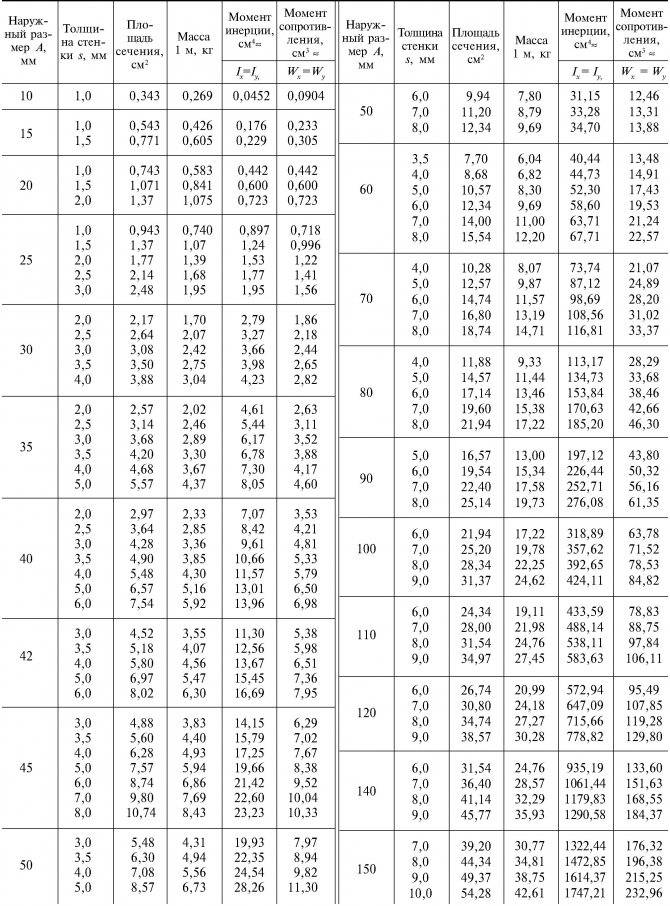
Specifikācijas
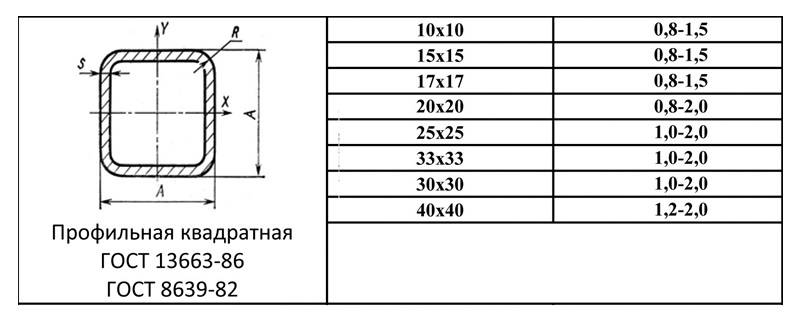
Apsveriet profila tērauda caurules galvenos tehniskos parametrus:
- Profila skats. Tās galvenie veidi ir kvadrātveida, taisnstūrveida un ovālas.Šis kritērijs nosaka cauruļu profila sadalījumu vispārējā sortimentā.
- ģeometriskie izmēri. Taisnstūrveida skatiem tie ir platums un augstums. Kā arī katra segmenta garums.
- Sienas biezums. Diezgan nozīmīga detaļa, jo tieši tā nosaka turpmākās izmantošanas apjomu.
- Svars. Tikpat nozīmīgs novērtējums, kas nosaka preču kvalitātes līmeni. Izmantojot svaru un ģeometriskos izmērus, jūs varat uzzināt sienas biezumu. Tas kļūst ļoti noderīgi situācijās, kad nav pieejama iespēja piekļūt mērījumiem.
Aprakstot tērauda profesionālās caurules, jāatzīmē, ka to diapazonu nosaka GOST 8639-82. Šajā dokumentā tiek izdalīti trīs galvenie profilu veidi:
- Auksti formēts.
- Karsti velmēti.
- Elektrometināts.
 Pirmie divi ir bezšuvju, bet trešais ir izgatavots no lokšņu materiāla, izmantojot metinātas tehnoloģijas.
Pirmie divi ir bezšuvju, bet trešais ir izgatavots no lokšņu materiāla, izmantojot metinātas tehnoloģijas.
Jāņem vērā, ka jebkura caurules īpašība ir atkarīga no vairākiem citiem tās rādītājiem. Šo iemeslu dēļ mēs varam secināt, ka atbilstošo GOST aprēķināto vērtību tabulas klātbūtne ļauj viegli noskaidrot, cik augsts ir viena vai otra ražotāja kvalitātes līmenis.
Kāpēc apkures sistēmām izvēlēties metālu
Vairāk nekā divdesmit gadus tērauda caurulēm praktiski nebija alternatīvas - oglekļa (sarunvalodā melnais metāls), cinkots, nerūsējošais tērauds. Toreiz par vara izmantošanu apkurei nedzirdēja, plastmasas caurules pat netika pieminētas progresīvos zinātniskos žurnālos. Tagad situācija ir radikāli mainījusies: vairāki lētas augsto tehnoloģiju plastmasas veidi ir spēcīgi izspieduši metālu no apkures sistēmām.

Neskatoties uz to, metāla caurules joprojām ir neaizstājamas daudzās situācijās: kad sistēmas darbojas ar ļoti augstu darba spiedienu, karstos veikalos, kad no cauruļvadiem ir nepieciešama liela izturība.
Cauruļu veidi pēc ražošanas metodes
Ir šādas cauruļvadu ražošanas metodes: karstā formēšana, aukstā formēšana, elektriski metināta. Izstrādājumu, izgatavošanas materiālu izmērus un maksimālās novirzes regulē apaļo tērauda cauruļu sortimenti, katrai ražošanas metodei dažādi sortimenti:
Bezšuvju karsti formētas tērauda caurules GOST 8732
Cauruļu ražošana notiek trīs posmos. Sākumā līdz 900-1200 grādiem uzkarsētā apaļā sagatavē uz speciālām mašīnām izdur caurumu, kā rezultātā iegūst uzmavu. Pēc tam uzmavu velmē ievilkšanas caurulē, un pēdējais posms ir izmēru noteikšana, velmēšana ar galīgajiem izmēriem biezuma un diametra ziņā.





Ar šo ražošanas metodi iegūto izstrādājumu izmēri var būt: ārējais diametrs 16-630 mm, sieniņu biezums 1,5-50 mm. Izstrādājumu sagataves ir sadalītas vairākās grupās atkarībā no ražošanā izmantotā materiāla:
- A - produkta mehāniskās īpašības ir normalizētas.
- B - ķīmiskais sastāvs tiek regulēts ražošanas laikā.
- B - vienlaicīgi tiek regulētas mehāniskās īpašības un ķīmiskais sastāvs;
- D - tiek normalizēts ķīmiskais sastāvs un pārbaudītas mehāniskās īpašības uz prototipiem;
- D - tiek regulēta pārbaudes spiediena vērtība verifikācijas laikā.
Karsti formēto cauruļu ražošana
Caurules tērauda bezšuvju auksti deformētas saskaņā ar GOST 8734
Velmēšanai tiek izmantoti apaļie tērauda sagataves.Apstrādājamo priekšmetu speciālās krāsnīs karsē līdz kristalizācijas sākuma temperatūrai, lai iegūtu nepieciešamo plastiskumu. Tad tas tiek sašūts un nonāk velmētavā, kur ar rullīšu palīdzību tiek veidoti izstrādājuma rupjie izmēri. Pēdējā darbība ir izmēra noteikšana un griešana līdz noteiktam garumam.
Atšķirībā no karstās formas caurules, auksti formētā caurule kalibrēšanas laikā saņem papildu termisko apstrādi, kas padara šādus izstrādājumus stabilus un izturīgus.
Aukstās formēšanas izstrādājumus iedala šādās kategorijās, kur galvenais kritērijs ir diametra D attiecība pret sienas izmēru S:
- Īpaši plānsienu, ar D/S attiecību lielāku par 40. Ja izmērs D = 20 mm vai mazāks, izmērs S = 0,5 mm vai mazāks.
- Plānas sienas, ar D / S attiecību 12,5 un mazāku par 40. Turklāt caurules ar D \u003d 20 mm. un mazāk, pie S=1,5 mm un mazāk.
- Biezsienu, ar D / S attiecību no 6 līdz 12,5.
- Īpaši biezu sienu, kuru D/S attiecība ir mazāka par 6.
Plānsienu un īpaši plānsienu caurules tiek izmantotas dažādās hidrauliskajās sistēmās, automobiļu dzinējos, rūpnieciskās saldēšanas sistēmās, kā arī medicīnas un pārtikas rūpniecībā. Galvenais biezsienu cauruļu pielietojums ir naftas un gāzes rūpniecībā.
Plānsienu auksti velmēti izstrādājumi
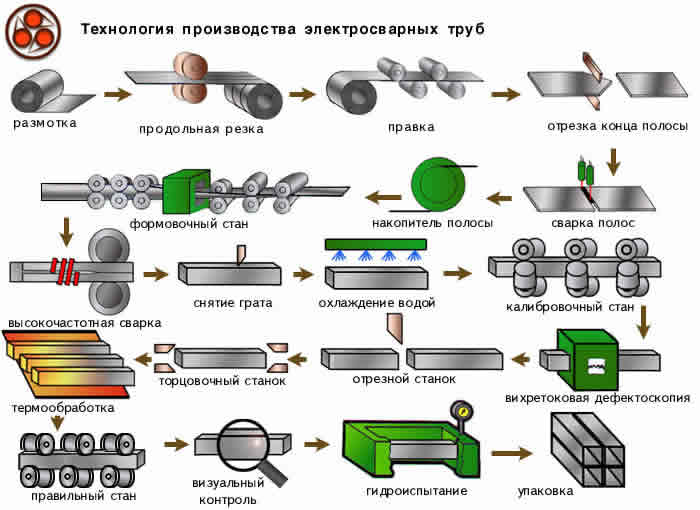
Elektriski metinātas tērauda caurules saskaņā ar GOST 10704
Ražošanas tehnoloģija ietver vairākus posmus, kas apvienoti vienā nepārtrauktā procesā:
- Lokšņu griešana. To veic ar augstas precizitātes iekārtām un ļauj iegūt tāda paša izmēra sagataves.
- Lai iegūtu bezgalīgu lenti, sloksnes tiek sametinātas kopā, iepriekš izlaižot cauri rullīšu sistēmai, lai novērstu virsmas defektus.
- Iegūtā sagatave tiek izlaista caur horizontālo un vertikālo veltņu sistēmu, ar kuru tiek veidots izstrādājums.
- Malu metināšana tiek veikta, izmantojot augstfrekvences metināšanu. Apstrādājamā priekšmeta malas uzkarsē ar induktors līdz kušanas temperatūrai un pēc tam saspiež ar gofrēšanas veltņiem. Vēl viens veids, kad malas silda ar augstfrekvences ģeneratoru, malām tiek pievadīta strāva, izmantojot kontaktus.
- Kalibrēšana un atstarpju noņemšana. Apstrādājamo priekšmetu atdzesē un pēc tam izlaiž cauri kalibrēšanas veltņiem, lai novērstu ovālumu un nodrošinātu vajadzīgos izmērus.
- Produktu griešana. Sagataves tiek sagrieztas līdz vajadzīgajam izmēram.
- Izgatavotās produkcijas kvalitātes kontrole tiek veikta trīs veidos: metinājuma pārbaude, augsta ūdens spiediena pārbaude un saplacināšana. Lai kontrolētu metinājumu, galvenokārt tiek izmantota ultraskaņas metode. Trūkumu detektors atrodas tieši uz līnijas pēc metināšanas operācijas. 100% produktu ir pakļauti kontrolei. 15% produktu no partijas tiek pakļauti hidrotestēšanai. Un divi produkti no partijas iztur saplacināšanas pārbaudi.
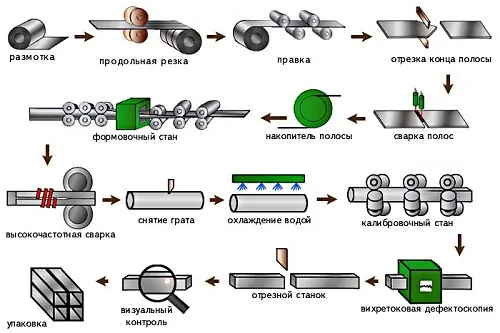 Elektriski metinātu cauruļu ražošanas shēma
Elektriski metinātu cauruļu ražošanas shēma
Elektrometinātie cauruļvadi tiek plaši izmantoti inženiertīklu ieklāšanā, kas spēj izturēt lielas slodzes un spiedienu. Produkti ar diametru 1200 mm. izmanto gandrīz visu maģistrālo gāzes vadu un naftas vadu ierīkošanā.
Metāla cauruļu plusi un mīnusi
Metāla izstrādājumu priekšrocības:
- spēks. Tērauds, varš un čuguns spēj izturēt daudz lielāku spiedienu nekā plastmasa un ir daudz izturīgāki pret ūdens āmuru;
- stiprība kā garantija cauruļu nesagraušanai, strādājot veikalos - bieži vien ražošanas apstākļos pastāv iespēja tos sabojāt pacelšanas mehānismu, iekārtu darbības laikā, avārijas situācijās karstos veikalos. Ja apkure tiek likta vaļā starp ēkām, nepieciešama arī pietiekama konstrukcijas izturība - metāls sildot mazāk maina savu ģeometriju, metāls ir izturīgāks pret vandālismu;
- ugunsizturība;
- izturība pret temperatūras svārstībām;
- nekaitīgums cilvēkiem;
- izturība pret ultravioleto starojumu;
- metinātā sistēma jebkurā gadījumā ir hermētiskāka nekā saliekamās konstrukcijas, un, uzstādot gāzes sistēmas, tas var būt ļoti svarīgi;
- zema termiskā izplešanās - metāls nesakarst un nemaina tā konfigurāciju, piemēram, plastmasa;
- ilgs kalpošanas laiks.
- siltumvadītspēja. Metāla apkures sistēma kalpo kā papildu siltuma avots telpā; ieliekot caurules pa ēkas perimetru, var nedaudz uzsildīt telpu stūrus, palielināt gaisa kustību tajos un pasargāt no mitruma, sēnītēm un pelējuma.
Metāla cauruļu vispārīgie trūkumi:
- tēraudam un čugunam - tendence uz koroziju;
- liels svars;
- tēraudam un čugunam - iekšējās virsmas aizaugšana ar kalcija un magnija sāļiem;
- sarežģīta uzstādīšana ar metināšanu vai vītņotiem veidgabaliem.
Kādi ir GOST tērauda caurulēm
Jebkura veida tērauda cauruļu tehnisko rādītāju saraksts ir tieši atkarīgs no tā, kura ražošanas metode tika izmantota. Tas viss tiek noteikts ar GOST palīdzību, kuru zināšanas vismaz ļaus ņemt vērā ieteikumus noteikta veida cauruļu darbībai.
Pašlaik tērauda cauruļu ražošanai visbiežāk tiek izmantoti šādi normatīvie dokumenti:
GOST 30732-2006. Tas tika pieņemts 2006. gadā: tā noteikumi attiecas uz caurulēm un veidgabaliem, kas izgatavoti no tērauda, kas pārklāts ar siltumizolācijas slāni.
Tērauda izstrādājumi, kur izmantota putu poliuretāna siltumizolācija un polietilēna apvalks, vai tērauda aizsargpārklājums, tiek izmantoti gadījumos, kad nepieciešams ieklāt pazemes siltumtīklus. Dzesēšanas šķidruma temperatūra nedrīkst pārsniegt 140 grādus (paaugstināšana līdz 150 grādiem ir atļauta tikai īsu laiku). Šajā gadījumā spiediens sistēmā nedrīkst pārsniegt 1,6 MPa.GOST 2591-2006 (88).
GOST, kas paredzēts karsti velmētam tēraudam, tika pieņemts 2006. gadā, lai gan daži avoti ļauj izmantot veco GOST - 2591-81. Dokumentā ir informācija par kvadrātveida tērauda izstrādājumiem, kuru ražošanā izmantota "karstā" metode. Šis GOST attiecas uz visiem izstrādājumiem ar sānu izmēriem no 6 līdz 200 mm.
Lielākas kvadrātveida caurules tiek ražotas, ja ražotājs un klients sastāda atsevišķu līgumu.GOST 9567-75. Tas nosaka augstas precizitātes caurules izgatavotas no tērauda, kurām ir augstas precizitātes ražošana. Izšķir auksti formētas un karsti velmētas cinkotas vai hromētas precīzas caurules.
Mašīnbūves nozarei īpaši nepieciešami šī paaugstinātā GOST produkti.GOST 52079-2003. Šis dokuments nosaka standartus gareniski metinātām un spirālmetinātām caurulēm no tērauda ar diametru 114 - 1420 mm. No šādiem kopējiem produktiem ir aprīkoti maģistrālie gāzes vadi, cauruļvadi, pa kuriem tiek transportēta nafta un naftas produkti.
GOST 52079-2003 norāda, ka caur šīm caurulēm var pārvietot tikai produktus, kuriem nav korozīvas aktivitātes. Ar lielu diametru tērauda cauruļu palīdzību ir iespējams transportēt vielas ar spiedienu līdz 9,8 MPa. Apkārtējai videi ir noteikta temperatūras minimums -60 grādi.



Tajā pašā laikā ir svarīgi zināt, ka oficiāli GOST 52079-2003 vairs nav spēkā: no 2015. gada 1. janvāra ir spēkā jauns GOST 31447-2012.GOST 12336-66. Tās noteikumi attiecas uz slēgtiem profila tipa izstrādājumiem ar sekciju kvadrāta vai taisnstūra formā. Sākot ar 1981. gada 1. janvāri GOST 12336-66 pilnvaras tika nodotas TU 14-2-361-79, taču tā noteikumu aktualitāte nav zudusi līdz mūsdienām.GOST 10705-91 (80)
Sākot ar 1981. gada 1. janvāri GOST 12336-66 pilnvaras tika nodotas TU 14-2-361-79, taču tā noteikumu aktualitāte nav zudusi līdz mūsdienām.GOST 10705-91 (80).
Satur tehnisko nosacījumu sarakstu, saskaņā ar kuriem tiek ražotas gareniski metinātas tērauda caurules ar diametru no 10 līdz 630 mm. Cauruļu ražošanai saskaņā ar šo GOST tiek izmantots oglekļa vai mazleģētais tērauds. Šos produktus izmanto daudzās jomās, bet prioritāte ir cauruļvads ūdens sūknēšanai.
Standarta noteikumi neattiecas uz tērauda caurulēm, no kurām izgatavoti elektriskie sildītāji.GOST 10706 76 (91). Attiecas uz elektriski metinātām gareniskā tipa tērauda caurulēm, kurām ir vispārējs mērķis. Kā izriet no šī dokumenta, šī izstrādājuma diametrs ir diapazonā no 426 līdz 1620 mm. GOST 10707 80.
Šeit ir standarti, saskaņā ar kuriem tiek ražotas elektriski metinātas auksti formētas caurules, kurām ir atšķirīga precizitātes pakāpe: parasta, paaugstināta un precizitāte.Šim dokumentam paredzēto izstrādājumu diametrs var būt no 5 līdz 110 mm: šajā gadījumā tiek izmantots neleģēts oglekļa tērauds. Dažreiz elektriski metinātiem gareniski metinātiem izstrādājumiem pavaddokumentācijā ir atsauces uz GOST 10707 80: tas ir saistīts ar faktu, ka 1991. gadā tika nolemts pagarināt šī dokumenta derīguma termiņu.
Tērauda cauruļu ražošana: pamatmetodes
Tērauda caurules tiek izgatavotas vairākos veidos.
Visizplatītākās ražošanas iespējas ir:
- elektrometināts ar tiešu šuvi;
- elektriski metināts ar spirālveida šuvi;
- karsti apstrādāts bez šuves;
- auksti velmēts bez šuves.
Piemērotas metālapstrādes metodes izvēle ir atkarīga no ražotāja pieejamo izejvielu un aprīkojuma kvalitātes.
Atsevišķs standarts regulē ūdens un gāzes caurules. Tomēr tas nenotiek, jo šim materiālam ir īpaša ražošanas metode, bet tikai pamatojoties uz pielietojuma jomu.
Faktiski šāda veida caurules ir universāls elektriski metināts izstrādājums ar taisnu šuvi. Parasti šo tipu izmanto sakaru sistēmās ar mērenu spiedienu.
Kā tiek izgatavoti elektriski metināti taisnu šuvju izstrādājumi?
Stingrā rullī sarullētu tērauda loksni (sloksni) attin un sagriež vajadzīgā garuma un platuma gareniskās sloksnēs. Iegūtie fragmenti tiek sametināti bezgalīgā lentē, tādējādi nodrošinot ražošanas nepārtrauktību.
Tad lente tiek deformēta rullīšos un sagatave tiek pārvērsta par apaļas sekcijas izstrādājumu ar atvērtām malām. Savienojuma šuve tiek metināta ar loka metodi, indukcijas strāvām, plazmas, lāzera vai elektronu stariem.
Šuve uz tērauda caurules, kas izgatavota inertās gāzes vidē ar volframa elektrodu (elektriskās loka metināšanas aktīvo elementu), ir diezgan spēcīga un izturīga. Tomēr apstrāde aizņem ilgu laiku. Cauruļu metināšana ar augstfrekvences indukcijas strāvām tiek veikta gandrīz 20 reizes ātrāk, tāpēc šādu produktu cena vienmēr ir daudz zemāka
Pēc visām manipulācijām apaļā tērauda caurule tiek kalibrēta veltņos un tiek veikta smalka nesagraujoša šuves stiprības un integritātes kontrole ar ultraskaņas vai virpuļstrāvu palīdzību. Ja pārbaudes procesā kļūdas netiek konstatētas, sagatave tiek sagriezta plānotā garuma fragmentos un nosūtīta uz noliktavu.
Elektriski metināto spirālšuvju veidu izgatavošana
Tērauda spirālšuvju cauruļu ražošana notiek pēc tāda paša principa kā taisnšuvju caurules, tikai izstrādājumu izgatavošanai tiek izmantoti vienkāršāki mehānismi. Galvenā atšķirība ir tāda, ka grieztā tērauda sloksne ar rullīšu palīdzību tiek uzrullēta nevis kā caurule, bet gan kā spirāle. Tas nodrošina augstu savienojuma precizitāti visos posmos.
Uz caurulēm ar spirālveida šuvi avārijas gadījumā neveidojas galvenā gareniskā plaisa, ko eksperti atzīst par bīstamāko jebkuras sakaru sistēmas deformāciju.
Spirālveida šuve tiek uzskatīta par uzticamāku un nodrošina caurulei palielinātu stiepes izturību. Trūkumi ietver palielinātu šuves garumu, kas prasa papildu izmaksas par metināšanas palīgmateriāliem un vairāk laika savienojumam.
Karsti formētu bezšuvju izstrādājumu ražošana
Kā sagatave bezšuvju (masīvi stieptas) tērauda caurules izveidošanai ar karstās deformācijas palīdzību tiek izmantota monolīta cilindriska sagatave.
Tas tiek uzkarsēts augstā temperatūrā rūpnieciskā krāsnī un tiek izvadīts caur caurduršanas presi. Ierīce pārvērš izstrādājumu uzmavā (dobā cilindrā), un turpmākā apstrāde ar vairākiem veltņiem dod elementam vēlamo sieniņu biezumu un piemērotu diametru.






Caurules materiāla sienu biezums, kas izgatavots no tērauda, kas ražots karstās deformācijas rezultātā, sasniedz 75 mm. Šādas kvalitātes caurules tiek izmantotas sarežģītos ekspluatācijas apstākļos un sakaru sistēmās, kur izturība un uzticamība ir galvenā prioritāte.
Pēdējā posmā karstā tērauda caurule tiek atdzesēta, sagriezta atbilstoši norādītajiem parametriem un pārvietota uz gatavās produkcijas noliktavu.
Auksti formētu cauruļu ražošanas iezīmes
Bezšuvju tērauda cauruļu ražošanas procesa sākumposms ar aukstu deformāciju ir identisks "karstajai" versijai. Taču pēc izskriešanas cauri caurduršanas dzirnavām uzmava tiek nekavējoties atdzesēta un visas pārējās darbības tiek veiktas aukstā vidē.
Kad caurule ir pilnībā izveidota, tā ir jāatkvēlina, vispirms uzsildot to līdz tērauda rekristalizācijas temperatūrai un pēc tam vēlreiz atdzesējot. Pēc šādiem pasākumiem konstrukcijas viskozitāte palielinās, un pats metāls atstāj iekšējos spriegumus, kas neizbēgami rodas aukstās deformācijas laikā.
Auksti formētas tērauda caurules var izmantot, lai izveidotu ļoti uzticamu sakaru sistēmu, kurā tiek samazināts noplūdes risks.
Tagad tirgū ir bezšuvju auksti velmētas caurules ar sieniņu biezumu no 0,3 līdz 24 mm un diametru no 5 līdz 250 mm.To priekšrocības ietver augstu hermētiskuma līmeni un spēju izturēt augstu spiedienu.
Pārskats par vadošo ražotāju produktiem
Starp piedāvātajiem produktiem ir cienījami zīmoli ar ilgtermiņa pozitīvu reputāciju. Tajos ietilpst uzņēmumu produkti: Hobas (Šveice), Glass Composite (Krievija), Amiantit (koncerns no Saūda Arābijas ar ražotnēm Vācijā, Spānijā, Polijā), Ameron International (ASV).
Jauni un daudzsološi kompozītmateriālu stiklplasta cauruļu ražotāji: Poliek (Krievija), Arpipe (Krievija) un Plant of stiklaplasta cauruļu (Krievija).
Ražotājs #1 - HOBAS zīmols
Zīmola rūpnīcas atrodas ASV un daudzās Eiropas valstīs. Hobas grupas produkti ir izpelnījušies pasaules atzinību ar savu izcilo kvalitāti. Ar poliesteru savienotas GRT caurules ir vērptas no stiklplasta un nepiesātinātiem poliestera sveķiem.

Hobas cauruļu sistēmas tiek plaši izmantotas kanalizācijas, drenāžas un ūdens sistēmās, rūpnieciskajos cauruļvados un hidroelektrostacijās. Virsmas ieklāšana, mikrotunelēšana un vilkšana ir pieņemama
Hobas kompozītmateriālu cauruļu īpašības:
- diametrs - 150-2900 mm;
- klase SN-stingrība - 630-10 000;
- PN-spiediena līmenis - 1-25 (PN1 - bezspiediena cauruļvads);
- iekšējās oderes pretkorozijas pārklājuma klātbūtne;
- skābes izturība plašā pH diapazonā.
Ir uzsākta veidgabalu ražošana: līkumi, adapteri, atloku caurules un tējas.
Ražotājs Nr. 2 — stikla kompozītmateriālu uzņēmums
Uzņēmums Steklokompozit ir izveidojis līniju Flowtech stiklašķiedras cauruļu ražošanai, ražošanas tehnika ir nepārtraukta uztīšana.
Iesaistīta iekārta ar dubultu sveķainu vielu padevi.Augsto tehnoloģiju sveķi tiek uzklāti uz iekšējā slāņa klāšanas, bet lētāks sastāvs - uz konstrukcijas slāni. Tehnika ļauj racionalizēt materiālu patēriņu un samazināt produktu izmaksas.
Flowtech cauruļu diapazons ir 300-3000 mm, PN klase ir 1-32. Standarta kadri - 6, 12 m. Pēc pasūtījuma iespējama izgatavošana 0,3-21 m attālumā
Ražotājs #3 - zīmols Amiantit
Amiantit's Flowtite cauruļu galvenās sastāvdaļas ir stikla šķiedra, poliestera sveķi un smiltis. Izmantotā tehnika ir nepārtraukta uztīšana, kas nodrošina daudzslāņu cauruļvada izveidi.
Stikla šķiedras struktūra sastāv no sešiem slāņiem:
- neaustas lentes ārējais tinums;
- spēka slānis - sasmalcināta stikla šķiedra + sveķi;
- vidējais slānis - stikla šķiedra + smiltis + poliestera sveķi;
- atkārtots jaudas slānis;
- oderējums no stikla pavedieniem un sveķiem;
- aizsargpārklājums no neaustas stikla šķiedras.
Veiktie pētījumi uzrādīja augstu abrazīvo pretestību – 100 tūkstošus grants apstrādes ciklu aizsargpārklājuma zudums sastādīja 0,34 mm.

Flowtite izstrādājumu stiprības klase ir 2500 - 10000, pēc pieprasījuma iespējams izgatavot caurules SN-30000. Darba spiediens - 1-32 atmosfēras, maksimālais plūsmas ātrums - 3 m / s (tīram ūdenim - 4 m / s)
Ražotājs #4 - Poliek uzņēmums
Poliek LLC ražo dažādas stikla šķiedras Fpipes cauruļu izstrādājumu modifikācijas. Ražošanas tehnika (nepārtraukta slīpa garenvirziena tinums) ļauj izveidot trīsslāņu caurules ar diametru līdz 130 cm.
Polimēru kompozītmateriāli ir iesaistīti korpusa cauruļu, ūdens pacelšanas kolonnu sekciju, ūdens apgādes cauruļvadu un apkures sistēmu izveidē.
 Kanalizācijas stikla šķiedras cauruļu klāsts - 62,5-300 mm, augstspiediena produkti - 62,5-200 mm, ventilācijas vadi - 200-300 mm, aku korpuss - 70-200 mm
Kanalizācijas stikla šķiedras cauruļu klāsts - 62,5-300 mm, augstspiediena produkti - 62,5-200 mm, ventilācijas vadi - 200-300 mm, aku korpuss - 70-200 mm
Izņemot stikla šķiedras caurules tirgū ir daudz preču, kas izgatavotas no citiem materiāliem - tērauda, vara, polipropilēna, metāla plastmasas, polietilēna utt. Kuras, pateicoties to pieejamākai cenai, tiek aktīvi izmantotas dažādās sadzīves jomās – apkures sistēmu ierīkošanā, ūdensvadā, kanalizācijā, ventilācijā u.c.





Ar dažādu materiālu cauruļu īpašībām varat iepazīties mūsu rakstos:
- Metāla-plastmasas caurules: veidi, tehniskie parametri, uzstādīšanas pazīmes
- Polipropilēna caurules un veidgabali: PP izstrādājumu veidi cauruļvadu montāžai un savienošanas metodes
- Plastmasas ventilācijas caurules izplūdei: veidi, to raksturojums, pielietojums
- Vara caurules un veidgabali: veidi, marķējums, vara cauruļvada izvietojuma iezīmes
- Tērauda caurules: veidi, sortiments, tehnisko raksturojumu pārskats un uzstādīšanas nianses
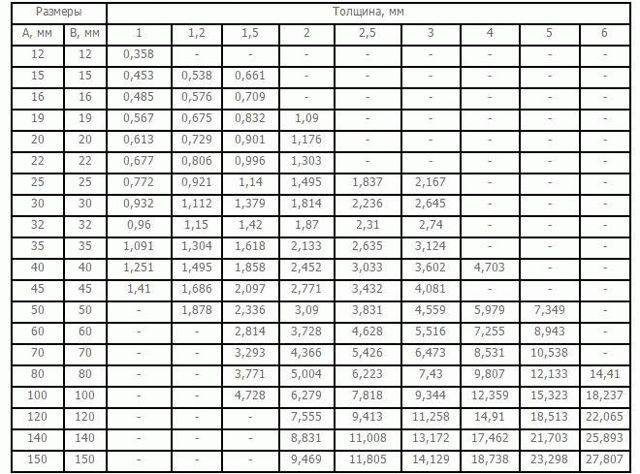
Taisnstūra caurule
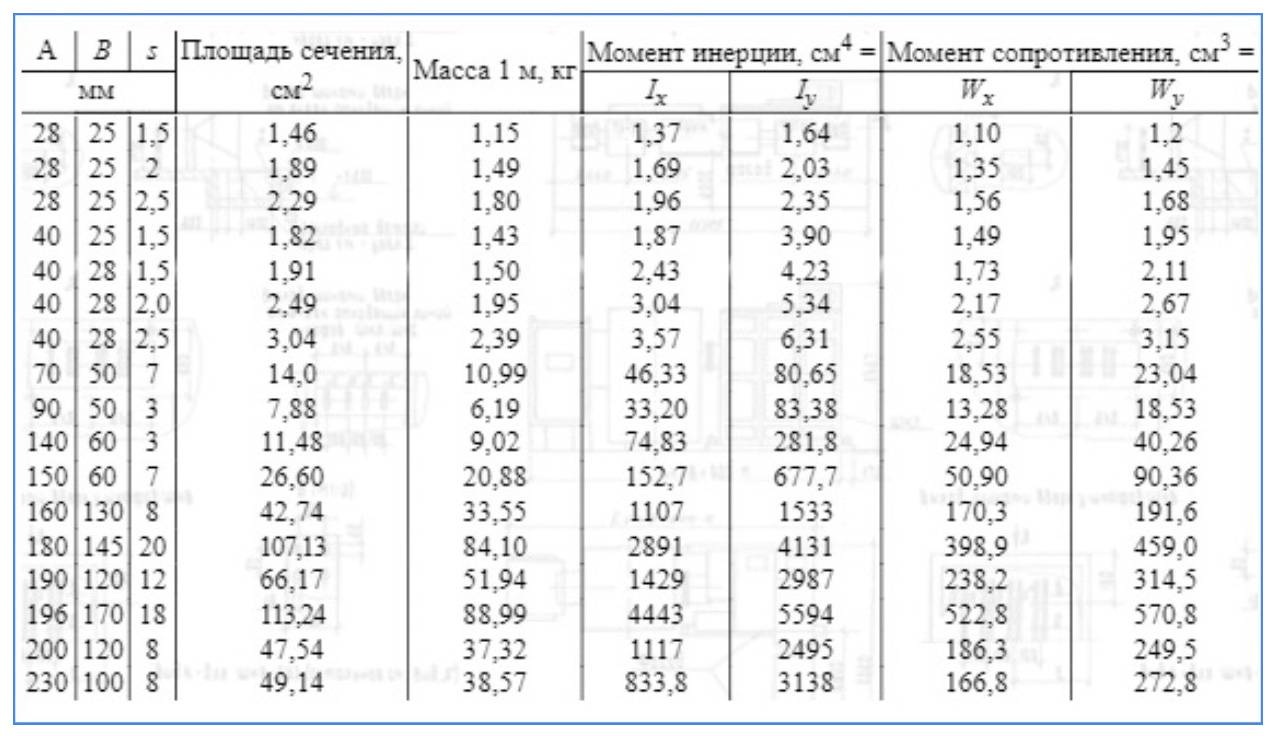
Lielākā daļa taisnstūrveida tērauda cauruļu tiek ražotas ar tiešu šuvju elektrisko metināšanu. Šāda veida materiālu sortiments ir norādīts GOST 8645-82, saskaņā ar kuru tiek noteikts maksimālais sienu biezums noteikta izmēra caurulēm. Piemēram, izstrādājumam, kura malas ir 15 un 10 milimetri, sienu biezums ir 1 mm, 1,5 mm un 2 mm.

Caurulei ar izmēru 80 * 60 mm sienu biezums var būt 3,5 mm, 4 mm, 5 mm, 6 mm un 7 mm. Standarta taisnstūra caurules maksimālie izmēri var būt 180*150mm. Ar šiem parametriem ir atļauts ražot izstrādājumus ar sienu biezumu 8 mm, 9 mm, 10 mm, 12 mm.
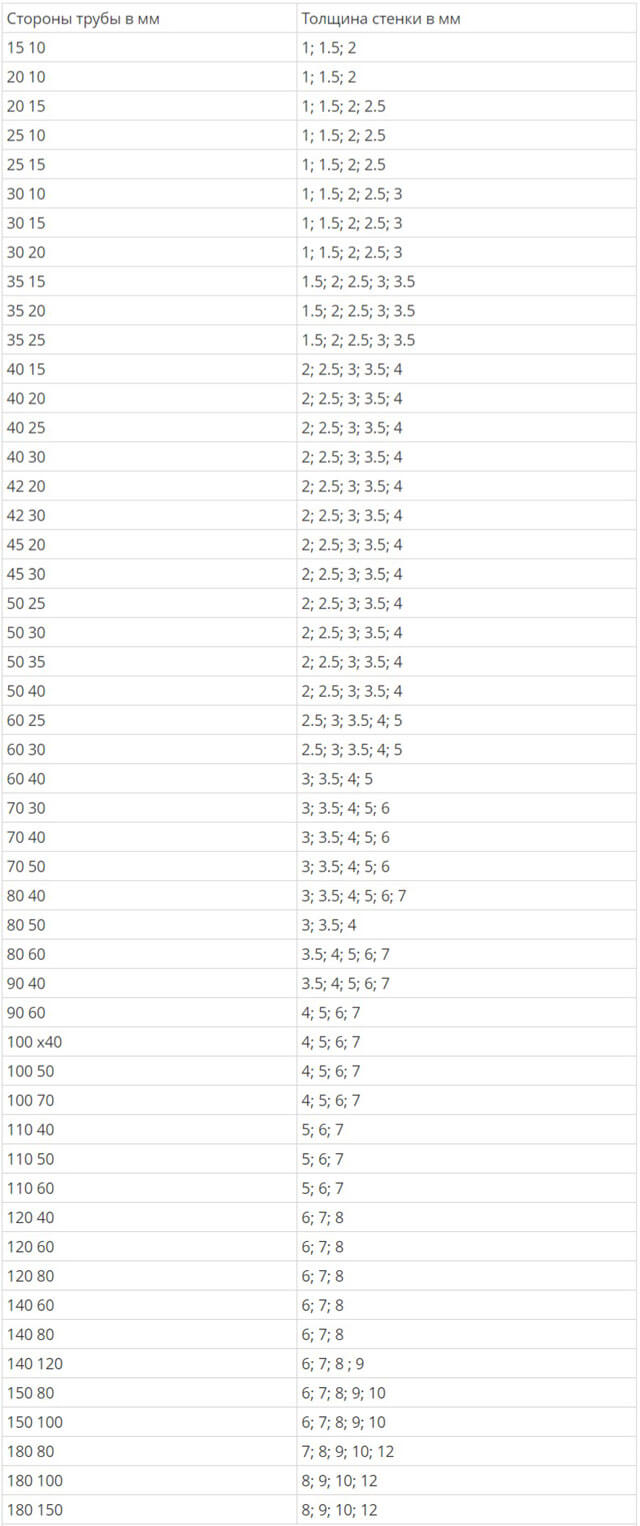
GOST 8645-82 ļauj izgatavot nestandarta izmēra tērauda caurules, piemēram, 28 * 25 mm vai 196 * 170 mm. Arī šādu izstrādājumu sieniņu biezumam ir novirzes, attiecīgi 1,5 mm un 18 mm.

Papildu dokuments 8645-68 satur informāciju par citu taisnstūrveida tērauda cauruļu sarakstu. Starp normatīvajiem dokumentiem nav īpašu atšķirību. Tomēr otrajā standartā ir noteikti īpaši parametri. Tie ļauj ražot taisnstūra profila tērauda izstrādājumus, kuru parametri ir 230 * 100 milimetri.
Secinājums
Detalizēti st cauruļu sortimenta apraksti un to izgatavošanu reglamentējošie dokumenti palīdzēs jums izdarīt pareizo materiālu izvēli būvniecībai un izvēlēties pareizos izmērus. Laimīgu būvniecību!



