- Kā izveidot gliemežu cauruļu liekēju?
- Nepieciešamie materiāli un instrumenti
- Gliemežu cauruļu liektāja montāžas process
- Ruļļu formēšanas mašīnu veidi un to ierīces
- Piedziņas veids
- Atbilstoši lieces veidam
- Atbilstoši kustīgās vārpstas atrašanās vietai
- Ar spiedrullīti
- Jums var patikt
- VK komentāri:
- Mašīnu veidi
- Kā ir sakārtots cauruļu liekējs?
- Hidraulisko cauruļu lokotājs
- Kāpēc tas ir tā vērts
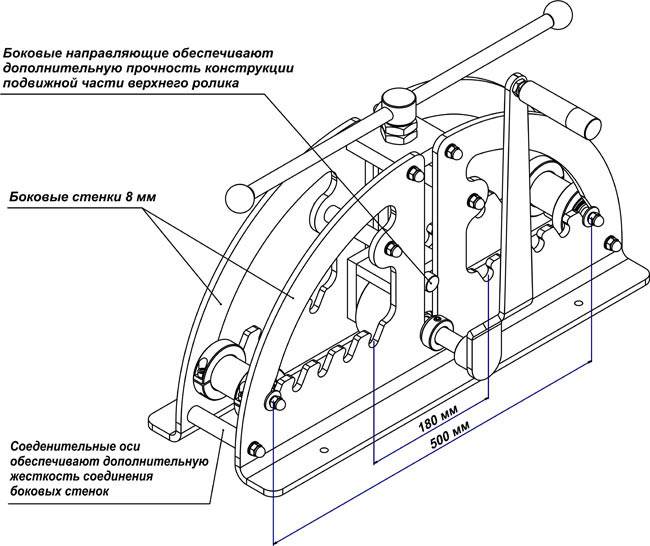
- Pamata konstrukcijas elementi
- Kustības ražošanas process
- Ražošanas nianses
- Piezīme amatniekiem
Kā izveidot gliemežu cauruļu liekēju?
Gliemežu cauruļu lokotāja pašražošana var šķist sarežģīta. Faktiski šo ierīci nav grūtāk montēt nekā rullīšu cauruļu liektāju. Process atšķiras tikai ar izmantotajām detaļām un montāžas laiku.
Gliemežu cauruļu liekējs ļauj saliekt profilu visā garumā uzreiz, nevis tikai vienā vietā. Par šo īpašumu viņš ieguva popularitāti uzstādītāju vidū.
Nepieciešamie materiāli un instrumenti
Tā kā aprakstītajam rullīšu cauruļu liektājam nav noteikta darba diametra un to var izgatavot no jebkādiem pieejamiem materiāliem, piedāvātajos materiālos nebūs noteikta izmēra detaļu. Visu metāla konstrukcijas elementu biezumam jābūt 4 un vēlams 5 mm.
Cauruļu liekuma izgatavošanai būs nepieciešams:
- Kanāls - 1 metrs.
- Lokšņu dzelzs.
- Trīs vārpstas.
- Divas zvaigznes.
- Metāla ķēde.
- Seši gultņi.
- Metāla 0,5 collu caurule vārtu izgatavošanai - 2 metri.
- Uzmava ar iekšējo vītni.
- Skavas skrūve.
Īpaša uzmanība tiek pievērsta ķēdes ratu, vārpstu un gultņu izmēriem, kuriem jāsakrīt vienam ar otru. Zvaigznītes var ņemt no veciem velosipēdiem, taču tām jābūt tieši vienāda izmēra
Tērauda plāksnēm un profiliem cauruļu liekuma izgatavošanai nevajadzētu būt ar dziļu rūsu, jo tiem darbības laikā būs liela slodze
Pirms visu materiālu izvēles un iegādes jums ir jāuzzīmē zīmējums ar shematisku visu konstrukcijas elementu attēlojumu, lai tos neiegādātos. cauruļu lokotāju ražošanas process.
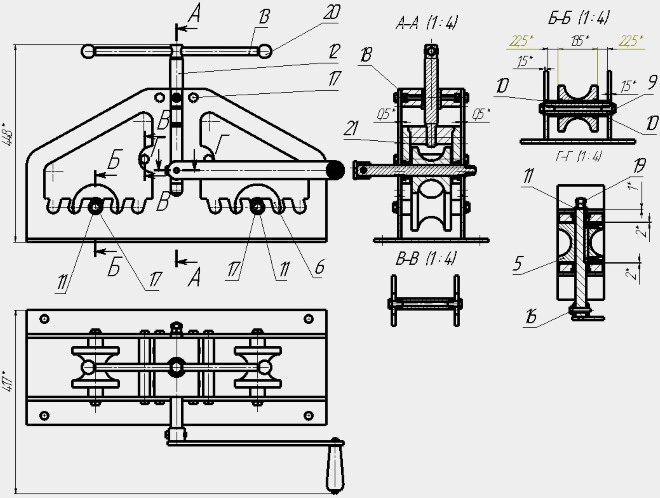
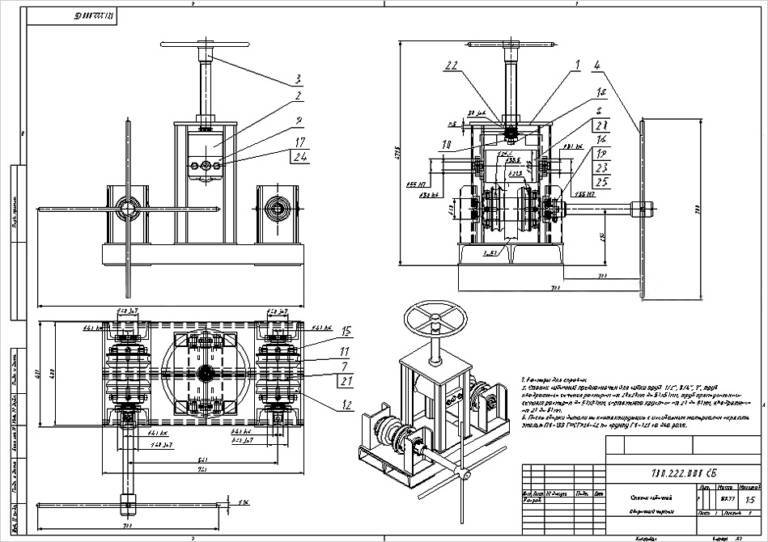
Gliemežu cauruļu liektāja montāžas process
Jebkura aprīkojuma montāža sākas ar rasējuma diagrammas sastādīšanu.
Pēc tam varat pāriet uz galvenajām darbplūsmām, kas parādītas fotoattēlu instrukcijās:
- Metiniet instrumenta pamatni no diviem paralēliem kanāliem. Ja vēlaties, varat izmantot tikai 5 mm biezu metāla plāksni vai vienu platu kanālu.
- Uzlieciet gultņus uz vārpstām un piemetiniet divas šādas konstrukcijas pie pamatnes. Vārpstas vēlams ierobežot ar metāla sloksnēm vai ievietot kanālu iekšējā dobumā.
- Uzlieciet ķēdes ratus un metiniet tos pēc ķēdes izstiepšanas starp tiem.
- Izgrieziet un piemetiniet pie pamatnes iespīlēšanas mehānisma sānu vadotnes.
- Uzlieciet gultņus uz spiediena vārpstas un salieciet presēšanas konstrukciju ar sānu atdurēm no sloksnēm vai kanāliem.
- Izveidojiet pamatni buksei un piemetiniet to pie plāksnes. Ieskrūvējiet stiprinājuma skrūvi.
- Piemetināt pie savilkšanas skrūves augšējās malas un cauruļu aizbīdņu piedziņas vārpstas.
- Ieeļļojiet gultņus ar motoreļļu.
Daži noderīgi padomi:
Pēc cauruļu liekšanas ierīces montāžas un pārbaudes, jūs varat krāsot konstrukciju ar pretkorozijas krāsu, lai labāk saglabātu šuves. Lai palielinātu darba ērtības, vadotnēm papildus ir piestiprināta atspere, lai atgrieztu presi augšējā pozīcijā.
Ruļļu formēšanas mašīnu veidi un to ierīces
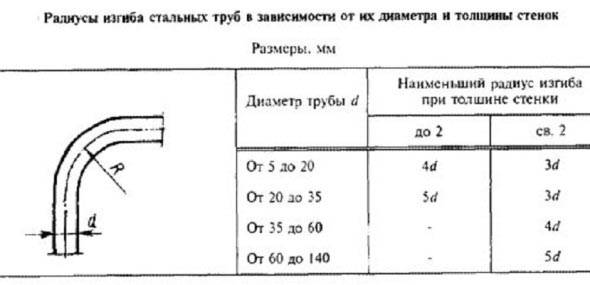
Profila caurulēm ir atšķirīgs sienu biezums un diametrs, tāpēc ir nepieciešami dažādi cauruļu izliecēji. Profesionālo cauruļu locīšanas mehānismiem ir strukturālas atšķirības no standarta cauruļu liektājiem apaļām caurulēm. Galu galā profili ir ļoti izturīgi pret lieci, un to lieces rādiuss parasti ir lielāks.
 Profila cauruļu liekšanas mašīna
Profila cauruļu liekšanas mašīna
Profila izstrādājuma cauruļu liekšanas galvenie veidi:
- pēc piedziņas veida;
- ar lieces metodi;
- kustīgā veltņa vietā.
Piedziņas veids
Liekšanas mašīnas izvēle ir atkarīga no lieces leņķa, kā arī no gofrētās caurules materiāla un nepieciešamās precizitātes, kas ir:
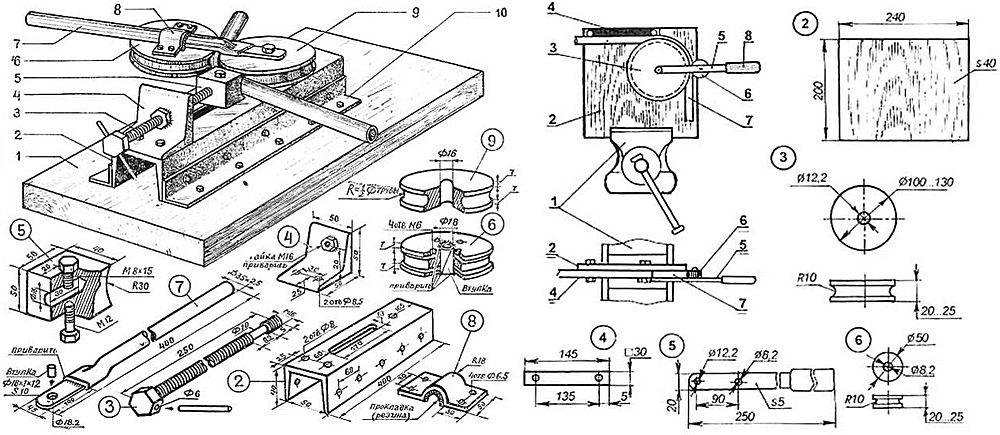
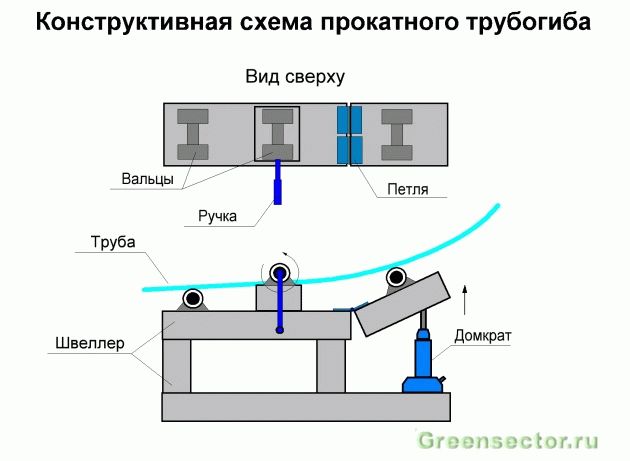
- Hidrauliskais - paredzēts trīs collu elementu saliekšanai. Viņiem ir augsts veiktspējas, precizitātes un ātruma līmenis. Ir manuāli un automātiski veidi. Šis ir jaudīgākais profila liekējs, kas spēj saliekt jebkuru cauruli. Tajā ietilpst - kanāls (platas un šauras sekcijas, trīs no katra veida), cilpas fiksators, rullīši - 3 gab. (novietots uz gultņu blokiem), transmisijas rokturis ar buksi, mašīnas domkrats.
- Elektriskais - ieteicams liela diametra profila cauruļu locīšanai. Tos biežāk izmanto maģistrālajiem cauruļvadiem. Ierīce sastāv no:
- kadri no kanāliem;
- velmēšanas vārpstas no metāla - 2 gab;
- trīs pārnesumi;
- metāla ķēde;
- reduktors, elektromotors ar mehānisko piedziņu.
- Manuāli - tie darbojas cilvēka fiziskā spēka dēļ. Paredzēts neliela diametra profiliem. Instruments darbojas kā velmēšanas mašīna. Galvenās daļas galvenokārt ir metāla:
- kāpurķēžu veltnis;
- veltņi;
- šasijas elementi;
- regulēšanas skrūve;
- barošanas rokturis.
Atbilstoši lieces veidam
Vienu un to pašu daļu var izliekt dažādos veidos, izmantojot dažāda veida cauruļu liekējus:
- segmentālas - to popularitāte ir tāda, ka daļu var izvilkt, lai iegūtu vairākus virpošanas fragmentus;
- arbalets - darba būtība ir stiept metālu un saliekt to vienā vietā;
- atspere - paredzēta plastmasas izstrādājumiem.
Atbilstoši kustīgās vārpstas atrašanās vietai
Pārvietojamais veltnis var atrasties vidū vai sānos (pa labi vai pa kreisi):
- Dizains, kurā kustīgais veltnis atrodas vidū, bet ārējie veltņi ir piestiprināti pie tā korpusa. Tie ir nedaudz pacelti virs pamatnes. Vidējais rullītis ir uzmontēts uz speciāli montēta U-veida pjedestāla, kura vidū ir piestiprināta liela saspiedes skrūve. No apakšējās malas pie skrūves tiek piemetināts spiediena veltnis. Šīs skrūves griešanās laikā profils tiek nolaists vai pacelts, kas noved pie tā saliekšanas. Vienam fiksētam veltnim jāpiemetina rokturis, ar tā palīdzību profils pārvietojas ap mašīnu. Lai atvieglotu velmēšanas procesu, fiksētās vārpstas ir savienotas ar ķēdi.
- Ar kustīgu vārpstu uz malas - novieto pa labi vai pa kreisi. Tas griežas kopā ar daļu no pamatnes, kas savienota ar gultu ar metāla cilpām.Liekuma leņķi ietekmē galda līmenis, kura augstumu maina domkrats. Dizains griežas, pateicoties centrālajam veltnim, kuram ir piemetināts rokturis. Lai samazinātu pieliktos spēkus, ierīci var aprīkot ar ķēdi.
Rezumējot, pieņemsim, ka vispiemērotākais cauruļu locīšanas veids, lai profila caurulei piešķirtu vēlamo izliekumu, uzstādot siltumnīcu vai kādu konstrukciju mājas pieguļošajā teritorijā, ir ar manuālo piedziņu. Galu galā profila sagataves izmērs un darba apjoms ir mazs.






Ar spiedrullīti
Šis cauruļu liekšanas veids būs konstruktīvi sarežģītāks, taču pie tā var strādāt arī ar biezākām caurulēm.

Šāda cauruļu liektāja galvenie elementi ir rullīši, starp kuriem notiek locīšana. Pirmais ir piestiprināts pie darbvirsmas, un ap to izliecas profesionāla caurule. Otrais ir kustīgs, tas piespiež cauruli pret pirmo, locīšanai.
Šādas mašīnas rullīši ir izgatavoti no metāla vai koka. Metāla veltņus izmanto tērauda cauruļu saliekšanai. Koka veltņus izmanto, lai saliektu caurules, kas izgatavotas no vara vai alumīnija, lai izvairītos no deformācijas.
Šādas mašīnas pašmontāžai jums būs nepieciešams:
- cieta pamatne - koka vai saplāksnis;
- divi rullīši - metāla vai koka;
- U-veida turētājs veltņiem;
- uzticams rokturis.
Turētājam jābūt izgatavotam no metāla, jo tas piedzīvos lielas slodzes. Veltņi ir piestiprināti pie turētāja abās pusēs. Turklāt visa šī konstrukcija ir piestiprināta pie pamatnes caur pirmā veltņa centru
Ir svarīgi nodrošināt, lai turētājs grieztos ap pirmo veltni. Turētāja otrā pusē ir piestiprināts rokturis. Roktura garums un biezums tiek izvēlēts, pamatojoties uz to, kuras caurules ir jāsaliek
Viņa var būt zem liela spiediena.
Roktura garums un biezums tiek izvēlēts, pamatojoties uz to, kuras caurules ir jāsaliek. Viņa var būt pārslogota.
Jums var patikt
VK komentāri:
Vārds*
komentēt
Mašīnu veidi
Atbilstoši ekspluatācijas prasībām ir fiksētas (stacionāras) un manuālas mašīnas. Stacionāras konstrukcijas vairāk tiek izmantotas rūpnīcās. Ar rokām izgatavota rokas ierīce ir vairāk piemērota darbam mājās.
Atkarībā no piedziņas ir vairāki cauruļu liekšanas ierīču veidi:
- Hidrauliskais (izmantojot hidraulisko domkratu). Tie ir stacionāri un manuāli. Loka caurules ar diametru līdz 3 collām. Šādas mašīnas tiek izmantotas īpašās nozarēs, un tās var veikt iespaidīgu darba apjomu.
- Mehānisks. Spiediens tiek ģenerēts manuāli, izmantojot galveno skrūvi vai sviru.
- Elektriskās. Liekšana notiek elektromotora dēļ), piemērots jebkuru cauruļu locīšanai - gan ar plānām, gan biezām sienām. Pateicoties elektronikai, tiek veikti precīzi lieces leņķa aprēķini. Šādām caurulēm nav deformāciju.
- Elektrohidrauliskā. Hidrauliskais cilindrs tiek darbināts ar elektromotoru.
Ir iespējams saliekt cauruli dažādos veidos.
Šajā sakarā cauruļu lokotāji ir sadalīti:
- Segments. Tie ir aprīkoti ar īpašu ierīci, kas vienlaikus velk un saliek sagatavi vēlamajā leņķī ap segmentu.
- Arbaleta mašīna. Tas ir aprīkots ar īpašu mehānismu, kas sastāv no lieces sastāvdaļas.

- Atsperu ierīces. Apgādāts ar atsperēm. Šādās mašīnās ir iespējams apstrādāt metāla plastmasas detaļas.
- Soddy.Tas sastāv no vadotnes, kas tiek ievietota caurules iekšpusē pirms darba uzsākšanas. Šāds elements ar serdi aizsargā daļu no deformācijas un saplacināšanas. Šo mašīnu izmanto automašīnu cauruļu ražošanā un alumīnija cauruļu liekšanai.
- Bez plūksnām. Liekšanu veic, uztinot detaļu uz liekšanas veltņa.
No liekamās sagataves garuma tiek izmantotas divu veidu ierīces:
- sviru mašīnas;
- nomas ierīces.
Sviras tipa ierīces tiek uzskatītas par visbiežāk izmantotajām. Rūpnieciskajā ražošanā ir arī zāliena un arbaleta cauruļu lokotāji. Šādu mašīnu darbības princips sastāv no diviem vadošajiem veltņiem un spiediena šablona (stiebra). Šāds mehānisms ļauj veikt apaļo metāla cauruļu aukstu apstrādi nelielās platībās. Nelielo izmēru dēļ arbaleta cauruļu lokotājs tiek uzskatīts par izplatītāku ierīci profesionālu tehnisko komunikāciju uzstādītāju vidū. Ierīce ieguva savu nosaukumu, pateicoties tam, ka dizains ir līdzīgs arbaletam.


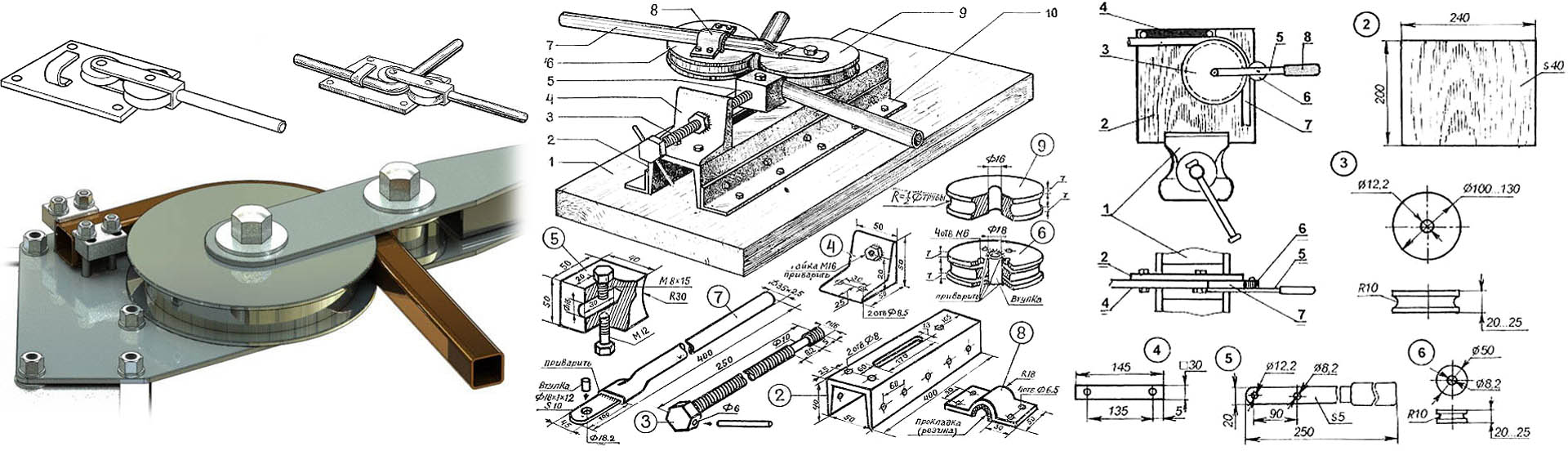
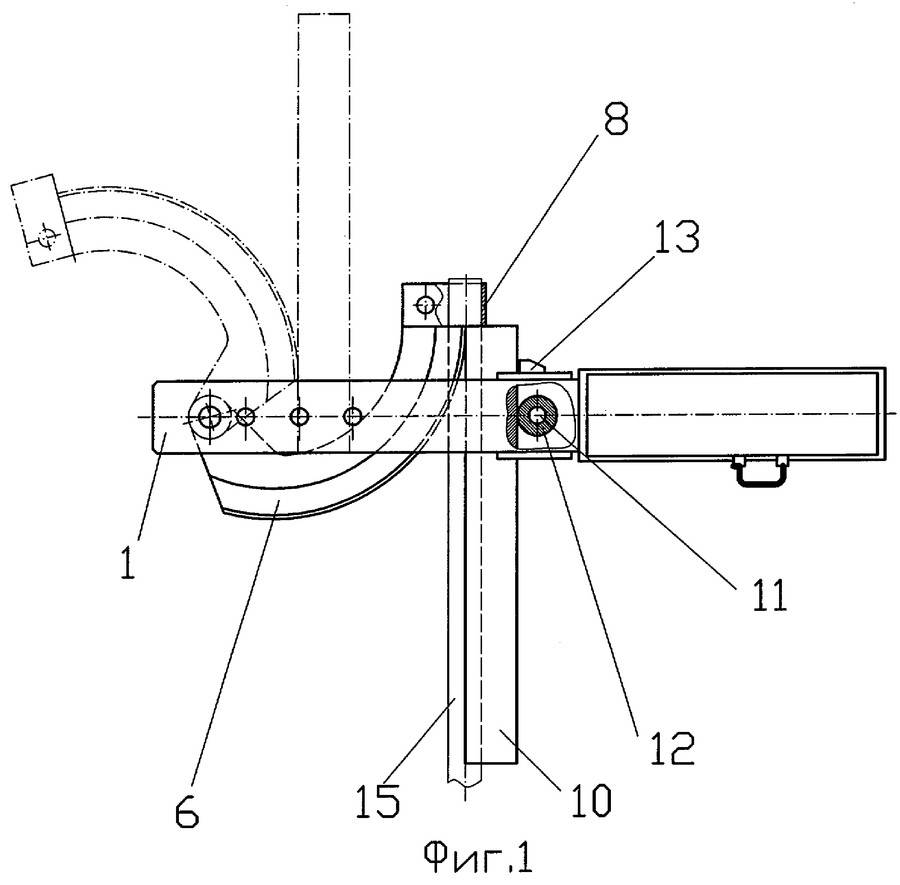



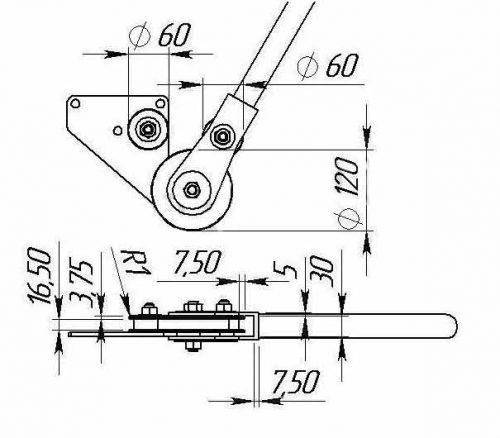
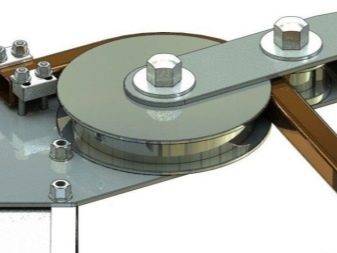
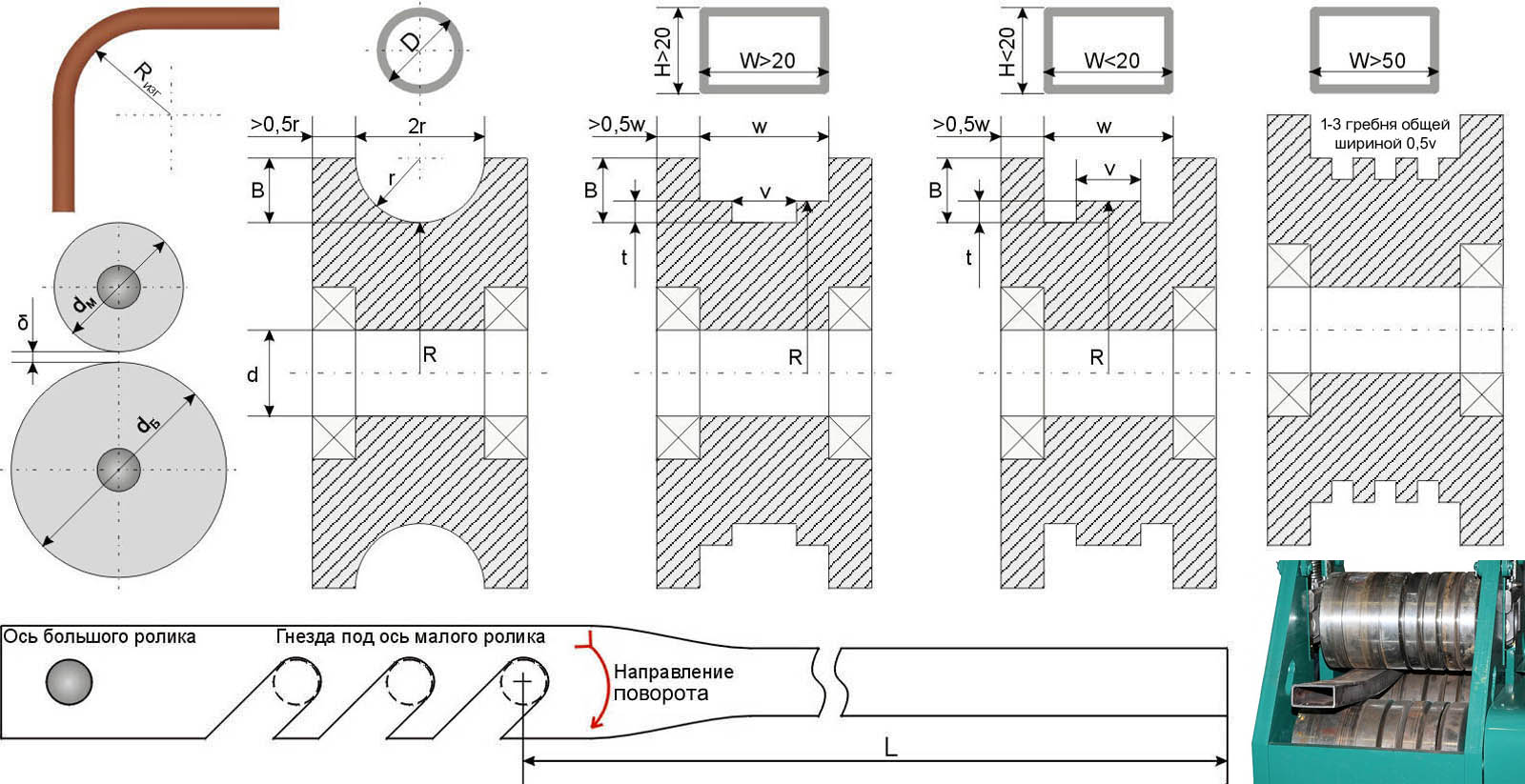
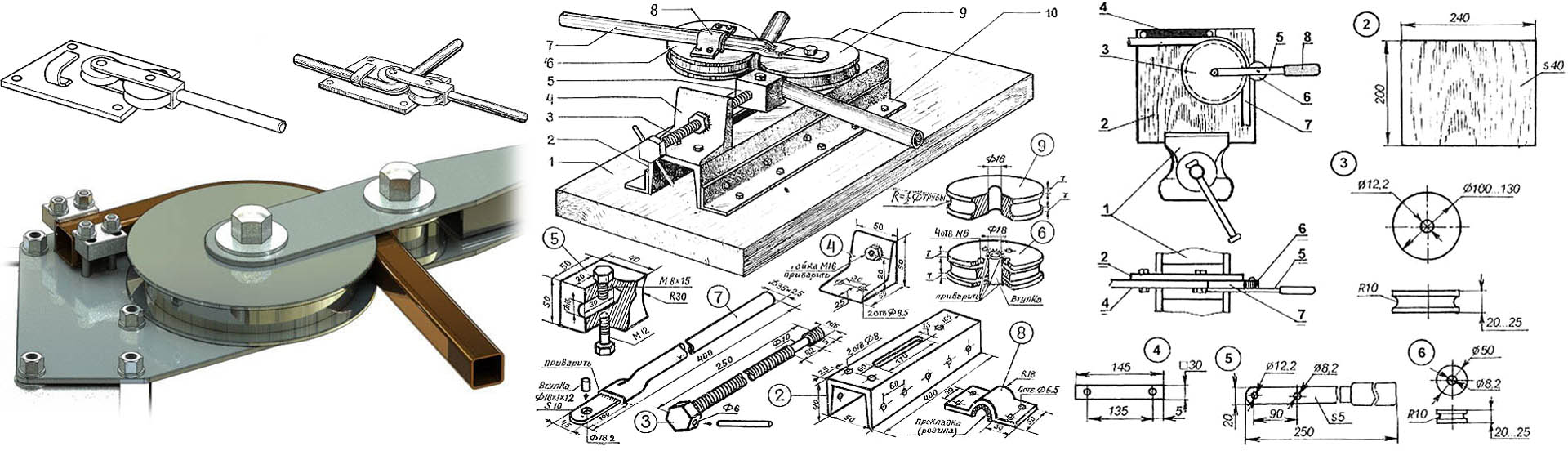
Ievērojama skaita monotipa detaļu ar nelielu lieces rādiusu ražošanai ir iespējams izmantot gliemežu cauruļu liektāju. Šī ierīce sastāv no diviem dažāda diametra skriemeļiem (riteņiem), kas piestiprināti pie vārpstām. Piestiprinot vienu caurules galu uz riteņa, mazākā diametra veltnis (galvenais ritenis) izdara spiedienu uz sagatavi, vienlaikus velkot veltni pa sagataves laukumu. Šī iemesla dēļ caurule noliecas gar lielā skriemeļa virsmu, iegūstot savu formu. Vienīgais šīs metodes trūkums ir neiespējamība iegūt lielāka rādiusa noapaļojumus.
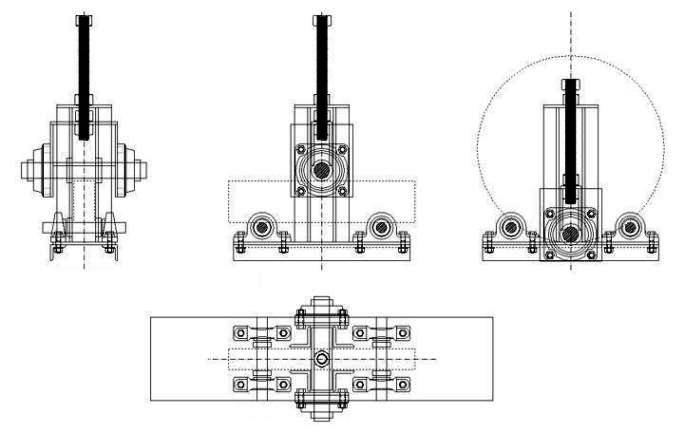
Pašu velmēšanas (lieces) mašīnas tiek uzskatītas par praktiskām un daudzpusīgām darbā, kurās ir iespējams regulēt metāla caurules deformācijas leņķi. Vienkāršākā velmēšanas mašīnas sistēma sastāv no pamatnes un uz tās piestiprinātas piedziņas vārpstas, kas atrodas noteiktā attālumā viens no otra. Spiedienu uz cauruli izdara kustīgs veltnis, un tā vilkšana tiek veikta galveno vārpstu rotācijas dēļ. Veidojot neliela rādiusa līkumus, jums būs jāveic 50-100 piegājieni. Lai izvairītos no deformācijas, izstrādājums jāvelmē ar tādu pašu ātrumu. Samontējiet velmēšanas mehānismu pats mājās būs grūti, jo būs nepieciešami virpošanas un metināšanas darbi.


Kā ir sakārtots cauruļu liekējs?
Ierīces īpašais dizains, pirmkārt, ir atkarīgs no tā mērķa, tomēr cauruļu liektājā bez kļūmēm ietilpst:
- rāmis;
- pāris cauruļu pieturu;
- hidrauliskais cilindrs;
- siksnas (augšējā/apakšējā).
Ņemiet vērā arī to, ka rāmis var būt gan atvērts, gan aizvērts. Kas attiecas uz hidraulisko cilindru, tā ir galvenā ierīces daļa, kas veic barošanas funkciju.
Arī pašizveidotajā cauruļu liekšanas ķēdē ir iesmidzināšanas ierīce, kas atrodas korpusa aizmugurē; tajā pašā vietā ir apvada vārsta skrūve, rokturis. Bet cilindram virsū ir aizbāznis, pa kuru lej iekšā eļļu un pārbauda tās līmeni. Vienības stienis, kas atrodas apakšā, ir pieskrūvēts uz vītnes, kas atrodas korpusa priekšā, un pēc tam nospiests ar īpašu stiprinājuma uzgriezni. Turklāt stienis ir piestiprināts ar slēdzeni un skrūvju pāri.

Manuālai pastiprināšanai tiek izmantots izvelkams stienis, kas atgriežas, pateicoties cilindrā esošajai atsperei. Cauruļu liekšanas stieņi ir izgatavoti kā metināta konstrukcija. Uz šķērsvirziena plāksnēm ir caurumi, caur kuriem ir uzstādīti pieturas. Korpusa apakšējā daļā ir arī vītņoti caurumi stiprinājuma skrūvēm, regulējami augstumā.
Runājot par cauruļu lokotāju, ko dari pats, nevar nepieminēt faktu, ka plānsienu profila caurules pēdējos gados ir kļuvušas arvien populārākas, turklāt tās ļauj veidot izturīgas un pievilcīgas konstrukcijas, kā arī ietaupīt uz būvniecību. strādāt. Tieši no šādām caurulēm mūsdienās top siltumnīcas un dažādas nojumes. Kāda ir atšķirība starp profila cauruli un parasto? Pirmkārt, šķērsgriezums, kas šajā gadījumā nav apaļš, bet gan ovāls, taisnstūrveida vai kvadrātveida. Tieši tas izskaidro cauruļu liekšanas konstrukcijas īpatnības šāda veida caurulēm - veltņiem jābūt ar tādu pašu šķērsgriezumu kā liektajiem izstrādājumiem, pretējā gadījumā to šķērsgriezums var deformēties.
Hidraulisko cauruļu lokotājs
Izgatavojot cauruļu liekšanas mašīnu ar savām rokām, jums vajadzētu izlemt, kāda veida piedziņa būs. Vairumā gadījumu mājās gatavotajām versijām ir manuāla piedziņa, jo to ir viegli izgatavot un tas ir lēts. Tomēr šāds dizains nevar darboties ar sagatavēm, kas izgatavotas, izmantojot cietos metālus. Hidrauliskais cauruļu liekējs ļauj strādāt ar liela diametra sagatavēm un ar ievērojamu sienu biezumu, tomēr konstrukcija ir diezgan sarežģīta izpildē un tai ir daudz funkciju.







Manuāla hidrauliskā cauruļu liekšanas ierīce
Izgatavojot mašīnu apaļai caurulei ar hidraulisko piedziņu, jāņem vērā šādi punkti:
- Spēka pārnešana tiek veikta caur darba šķidrumu, kas ir eļļa vai ūdens. Visām līnijām jābūt ar augstu hermētiskuma pakāpi, kā arī jābūt konstruētām noteiktam spiedienam.
- Spiediena radīšanai var izmantot kompresoru.
- Spiediens tiek pārsūtīts uz darba ķermeni caur hidraulisko cilindru.
Cauruļu liektājam metāla plastmasas caurulēm ar hidraulisko piedziņu var būt ļoti atšķirīgs dizains. Svarīgs elements šajā gadījumā ir piedziņa, kas ļauj automatizēt lieces procesu un palielināt ierīces darbības jomu.
Kāpēc tas ir tā vērts
Visi trīs veidi, kā izgatavot vienkāršu paštaisītu cauruļu liekēju, ir efektīvi un pieejami ikvienam, kam ir atslēdznieka prasmes, prot strādāt ar elektrisko metināšanu un lasīt tehniskos rasējumus. Neliela metālapstrādes ceha vai metālapstrādes ceha apstākļos paštaisītu cauruļu liekēju ir vēl jo vieglāk uzbūvēt - ja ir dažādu profilu speciālisti, instrumentu var izgatavot vienas dienas laikā.
Kāpēc rūpnieciskajiem uzņēmumiem ir aktuāls paštaisīts cauruļu liekējs, katrs sapratīs, ieraugot rūpnīcā ražoto mašīnu cenas. Ar cauruļu liekšanas mašīnas pašmontāžu, pat ja visas detaļas jāpērk tirgū vai veikalā, tas izmaksās vairākas reizes lētāk nekā pērkot. Turklāt paštaisāmo cauruļu lokotāju var maksimāli pielāgot jūsu vajadzībām, veicot izmaiņas pamata rasējumos, atbilstoši tā turpmākās izmantošanas specifikai.
Pamata konstrukcijas elementi
Darbības princips
Lai izgatavotu konkrētas mašīnas konstrukcijas, jums vajadzētu apskatīt vairākas diagrammas, lai noteiktu detaļu komplektu. Fakts ir tāds, ka nepieciešamības gadījumā visas mezglu sastāvdaļas var iegādāties par naudu, bet jūs varat arī izmantot materiālus, kas ir jūsu saimniecībā un par to neko nemaksāt. Vairumā gadījumu mājas amatnieki apstājas pie frontālajām konstrukcijām, un šim nolūkam jums vajadzētu būt pieejamam:
- trīs metāla rullīši (rullīši);
- piedziņas ķēde;
- rotācijas asis;
- piedziņas mehānisms;
- metāla profili (kanāli) rāmim.
Dažkārt, ja nav metāla rullīšu, tos nomaina pret koka vai poliuretāna rullīšiem, bet... Šāds velmēšanas mehānisms neizturēs lielu slodzi, tas ir, mašīna kalpos savam mērķim, bet ne ilgi. Vai ir jēga tērēt savu darbu īslaicīga labuma gūšanai, ja, piepūloties vai pat samaksājot noteiktu summu, varat atrast tērauda veltņus?
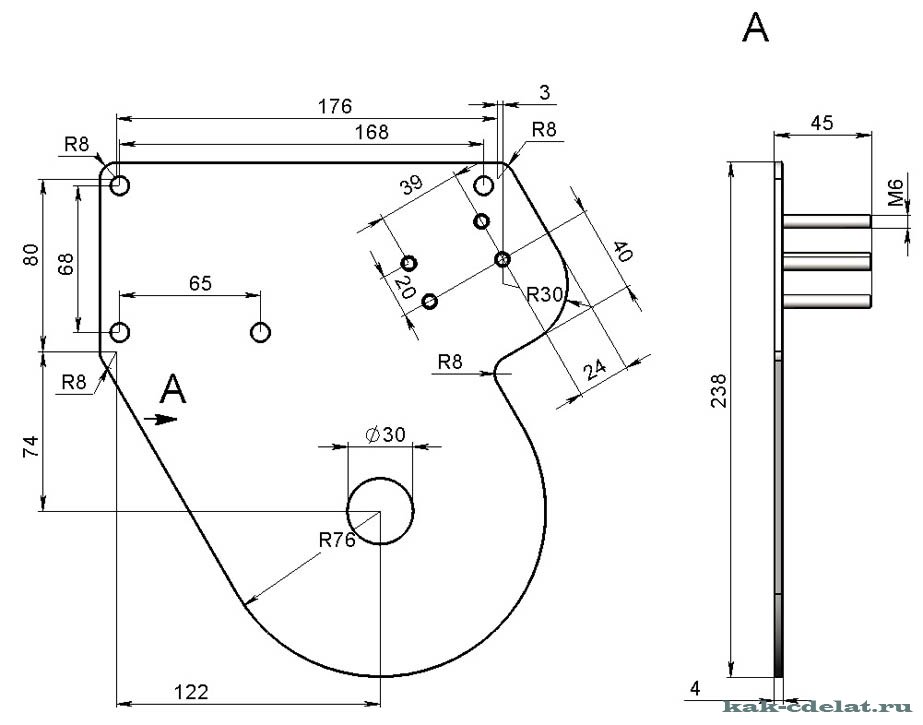
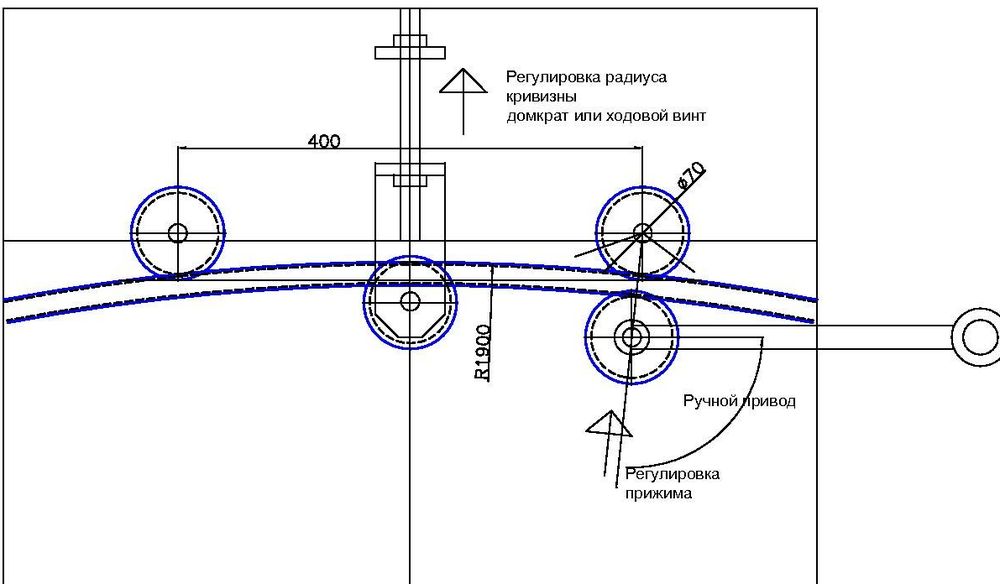
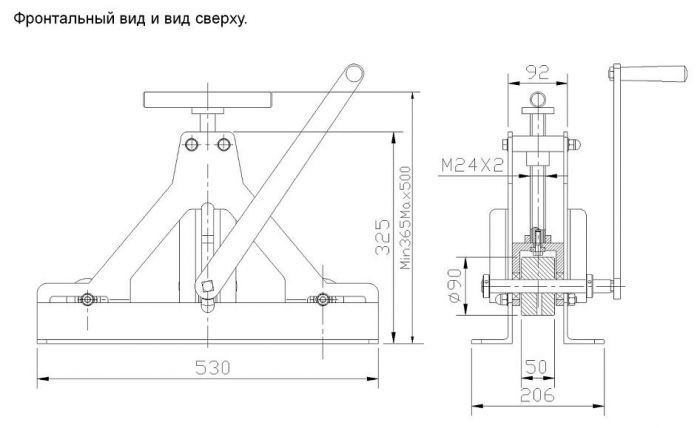
Vienkārša cauruļu liekuma shēma ar izmēriem mm
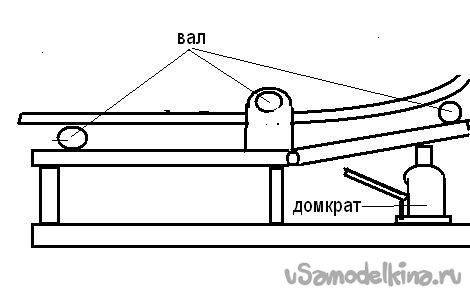
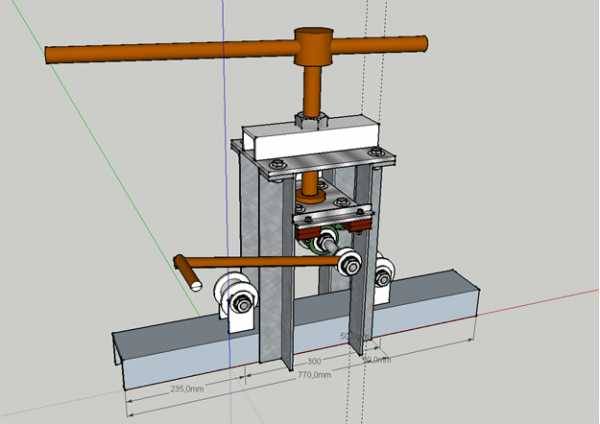
Kā jūs saprotat, profila deformācijas process notiek ar velmēšanas palīdzību, tas ir, caurule tiek velmēta pa veltņiem (rullīšiem), kas novērš lūzumu un plaisāšanu. Velmēšanai (locīšanai) profilu ievieto velmēšanas līnijā (starp rullīšiem) un no augšas ar skrūvējamu stiprinājumu vai domkratu nospiež līdz vajadzīgajam lieces rādiusam. Tad, pagriežot padeves pogu, caurule kustas un līkums iet visā garumā. Izrādās, šī ir manuālā piedziņa, kuru iedarbina muskuļu spēks, taču mājās šāds mehānisms ir ļoti ērts.
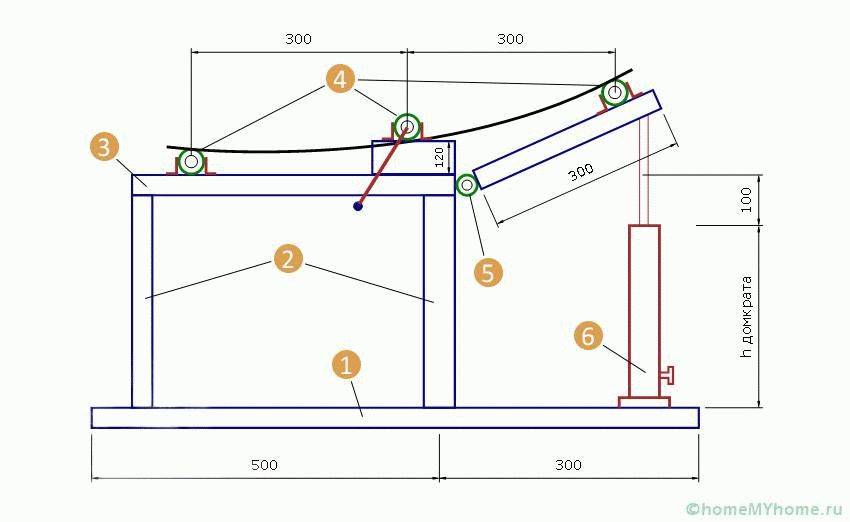
Profils ir nostiprināts ar domkratu
Lai saliktu vienkāršu cauruļu lokotāju, ko dari pats, jums būs nepieciešams:
- domkrats (vēlams plaukta tips);
- metāla profili ar plauktu horizontālam un vertikālam rāmim;
- leģētā tērauda atsperes (tās izceļas ar augstu izturību);
- trīs tērauda vārpstas ar gultņiem;
- ķēde piedziņai (var būt no velosipēda vai mopēda);
- zobrati (vadošie un virzošie);
- bieza furnitūra asīm un piedziņas rokturim.




Video: cauruļu locīšanas process
Kā redzat, profila liektāju ir vieglāk izgatavot ar savām rokām saskaņā ar pieejamajiem rasējumiem, un foto un video materiāli tikai palīdz. Attēlā redzamais profila liecējs tiek darbināts ar rokturi, kas griež vārpstu ar piedziņas zobratu. Ar ķēdes palīdzību rotācija tiek pārnesta uz vārpstu ar piedziņas zobratu, un trešā vārpsta nospiež profilu no augšas līdz vajadzīgajam lieces leņķim. Viss ir ļoti vienkārši.
Kustības ražošanas process
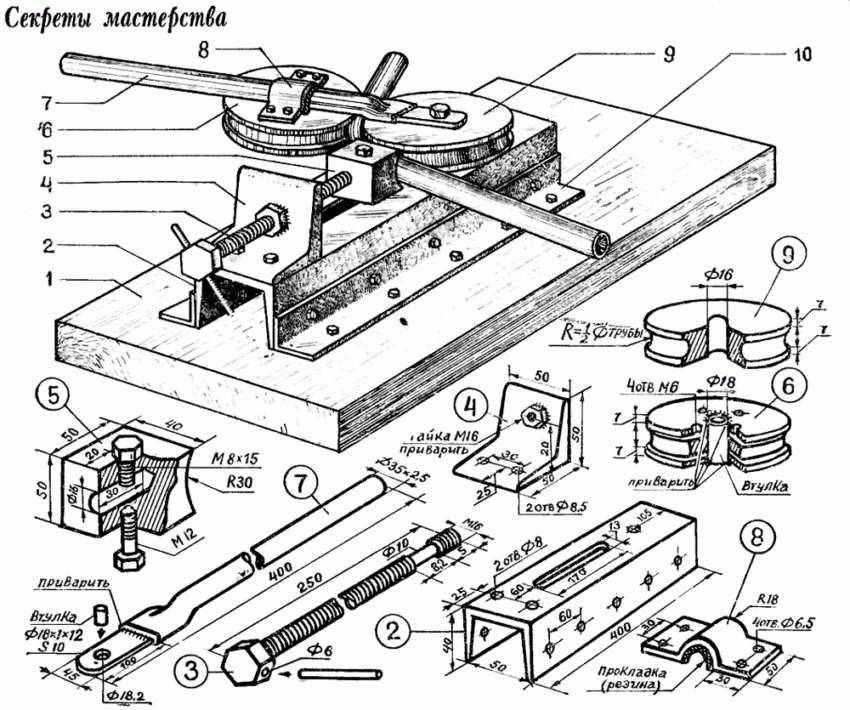
Liekšanas ierīču rasējumi
Ja jūs interesē, kā izveidot profila liektāju, jums būs jāveic virkne darbību, kas nodrošinās šo mehānisma uzticamību, un tas:
- jaudīga rāmja izgatavošana, kas samontēta ar metināšanu un skrūvju saitēm;
- saskaņā ar rasējuma (tehniskā uzdevuma) noteikumiem izgatavojiet un uzstādiet veltņu griešanās asi. Tās ir trīs - divas velmēšanas un viena saspiešanas;
- ritošo veltņu rotācijai ir nepieciešams nodrošināt ķēdes transmisiju, tas ir, metināt (precīzi) piedziņas un piedziņas zobratus;
- metiniet rokturi pie piedziņas zobrata griešanai.
Ražošanas nianses
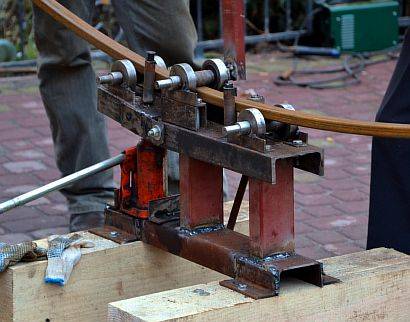
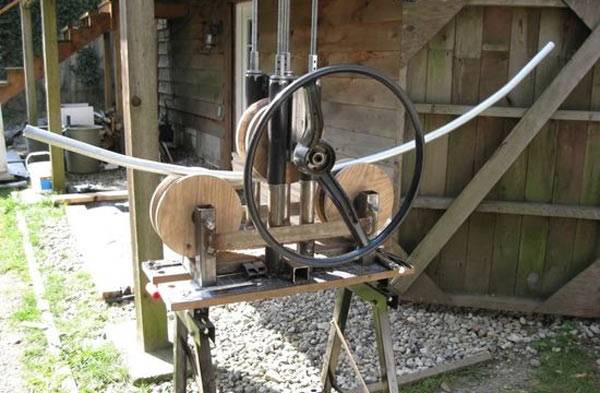
Gatavs cauruļu lokotājs
Ja jums ir pieejamas visas nepieciešamās detaļas, tad nav grūti izgatavot mehānismu profila locīšanai.Pirmkārt, jāņem vērā, ka visiem rullīšiem ir jāgriežas uz gultņiem – rotācijas precizitāte nodrošinās pareizu ripošanu, bez kļūmēm un saliekumiem. Braukšanas un dzenošajiem zobratiem jābūt pareizi centrētiem - vismaz 0,5 mm atteice no centra novedīs pie nepareizas deformācijas (līkums izrādīsies nevienmērīgs).
Spiediena veltnim jābūt arī centrētam - no tā ir atkarīga lieces leņķa precizitāte. Pats labākais, ja visu trīs vārpstu izmēri ir vienādi - velmētais izstrādājums ir visskaidrākais. Velmēšanas precizitāte ir atkarīga arī no skavas stingrības, tāpēc vārpstai jābūt labi nostiprinātai.
Piezīme amatniekiem
Noderīga meistaru padomi vienmēr ir populāri un pieprasīti. Balstoties uz meistara pieredzi, veicot attiecīgo darbu, var izvairīties no dažādām kļūdām:
- Manuālajās ierīcēs vispār nav nepieciešams uzstādīt ķēdes transmisiju, jo konstrukcija darbosies, kad kustēsies tikai viena vārpsta.
- Lai caurule neslīdētu no veidnes, pēc kuras tā ir saliekta, nepieciešams izmantot atbilstošus metāla āķus.
- Ja jums ir nepieciešams iegūt liela rādiusa caurules līkumu, tad tiek izmantoti trīs veltņi.
- Izstrādājot manuālo mašīnu, iepriekš jārūpējas, lai varētu regulēt lieces rādiusu.
Videoklipā ir redzama cita manuāla cauruļu liekuma izgatavošanas versija ar divām zvaigznēm. Noderīga lieta, kas neprasa lielus ekonomiskos un fiziskos atkritumus.
Ja jūsu rīcībā ir cauruļu liekējs, tad ar to pat varat nopelnīt naudu. Galu galā ar tās palīdzību jūs varat ne tikai saliekt profila cauruli, bet arī veidgabalus, iegūstot nepieciešamos modeļus.Liekto furnitūru izmanto dekoratīvo elementu izgatavošanai ieejas vārtiem, vizieriem, nojumēm u.c.



