
- Tātad, kura mašīna ir piemērota cauruļu metināšanai?
- HAMER MULTIARC-250 Evolution
- Nepieciešamais aprīkojums un instrumenti
- 4 Sadurmetināšanas normatīvais regulējums
- Manuālo elektrofūzijas metināšanas iekārtu ražotāji
- Kāds aprīkojums pastāv?
- Mehāniskā metināšanas iekārta
- Manuālā metināšanas iekārta (dzelzs)
- Īpatnības
- Veidi
- Metināšanas instrumenta izvēles kritēriji
- 5 ELITECH SPT 800
- Polipropilēna cauruļu metināšanas iekārtu ražotāji, īss modeļu apskats.
- Sadurmetināšanas metode
- Aparātu veidi
- Rokasgrāmata
- Mehānisks
- hidrauliskais
- Elektrofūzijas iekārtas
- Kā izvēlēties pareizo ierīci?
- Manuāls aparāts
- Mehānisks
- Secinājumi un noderīgs video par tēmu
Tātad, kura mašīna ir piemērota cauruļu metināšanai?
Apkopojot, šeit ir cauruļu metināšanas iekārtu prasību saraksts:
- Metināšanas režīmi: MIG/MAG; MMA TIG
- Metināšanas strāva: diapazonā no 20 līdz 250 A (MMA); 20 līdz 250 A (MIG); 20 līdz 200 (TIG);
- Stieples diametrs: 0,6 līdz 1,2 mm;
- Elektroda diametrs: līdz 1,5 līdz 5 mm;
- Spriegums: 220V/380V;
- Efektivitāte: 70-90%;
- Svars: 15-20 kg.
Šīs prasības pilnībā atbilst metināšanas iekārtai HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Metināšanas strāva 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- Metināšanas veids MMA/CUT/TIG;
- Spriegums 220 V/ 50 Hz;
- Slodzes ilgums MMA režīmam 250 A / 35%; 118,5 A/100%;
- Slodzes ilgums CUT režīmam 60 A/35%; 29,6A/100%;
- Slodzes ilgums TIG režīmam 200 A/35%; 118,5 A/100%;
- Efektivitāte 85%;
- Svars 15 kg;
- Piemērots darbam ar nestabilu tīkla spriegumu (garāžās, fermās, laukos utt.)
HAMER MULTIARC-250 Evolution ir daudzfunkcionāla metināšanas iekārta, kas darbojas MMA, TIG, CUT režīmos. Vairāku režīmu kombinācija ievērojami paplašina metināšanas procesu sarakstu, ļaujot strādāt ar dažāda veida metāliem. Tas padara HAMER MULTIARC-250 Evolution par neaizstājamu palīgu ražošanā, jo īpaši metināšanas remontos, sagatavošanās uzstādīšanai un cauruļu uzstādīšanai.
Saņemiet 90 rubļus dāvanā!

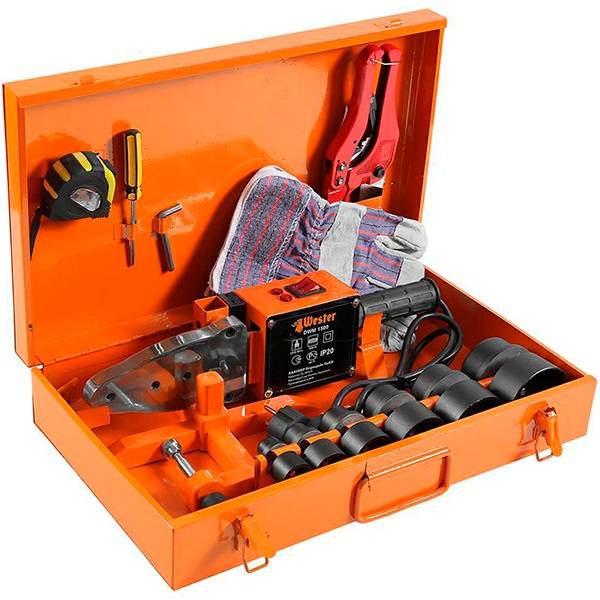
Nepieciešamais aprīkojums un instrumenti
Plastmasas cauruļu metināšanai ir ērti izmantot zobenveida lodāmurus ar noņemamām sprauslām. Sildelements cauruļu metināšanai ir plakana platforma, ko sauc par dzelzi, tajā ir caurumi sildīšanas sprauslu piestiprināšanai.
Metināšanas iekārtai plastmasas cauruļu metināšanai jābūt temperatūras regulatoram, apkures indikatoram. Papildus metināšanas iekārtām ir nepieciešami instrumenti sagatavju griešanai un folijas slāņa noņemšanai. Izgrieziet plastmasas velmētos izstrādājumus jebkurā ērtā veidā:
- cauruļu griezēji, līdzīgi stiepļu griezējiem;
- Metāla šķēres;
- metāla zāģis ar šauru asmeni.
Smalki grieztas vīles vai smilšpapīrs tiek izmantotas, lai notīrītu griezumus, noņemtu nokarāšanos. Lai pirms metināšanas sagrieztu cauruļvada elementus, jums ir jāsagatavo lineāls, kvadrātveida, flomāstera vai marķieris.
4 Sadurmetināšanas normatīvais regulējums
Kā redzams, vēl nesen Krievijā pastāvēja liela neskaidrība ar sadurmetināšanas tehnoloģiju, jo vairāki pašreizējie normatīvie dokumenti sniedza savu interpretāciju par to, un tāpēc lielākā daļa metinātāju deva priekšroku slaidajai vācu DVS tehnoloģijai. Un prasības sadurmetināšanas iekārtām Krievijā vispār nebija noteiktas nevienā standartā.
Kopš 2013. gada sākuma Krievijas Federācijā ir stājušies spēkā uzreiz divi normatīvie dokumenti:
- GOST R 55276 - PE cauruļu sadurmetināšanas tehnoloģijai ūdens un gāzes vadu uzstādīšanas laikā, pamatojoties uz starptautiskā standarta ISO 21307 tulkojumu;
- GOST R ISO 12176-1 - sadurmetināšanas iekārtām, pamatojoties uz starptautiskā standarta ISO 12176-1 tulkojumu.
GOST pieņemšana iekārtām noteikti bija noderīga. Diemžēl tas nenozīmē, ka zemas kvalitātes importētā tehnika uzreiz tika atsijāta. Bet jebkurā gadījumā daži Krievijas iekārtu ražotāji tagad ir spiesti strādāt pie kvalitātes, un patērētājs ir saņēmis mājienu par iegādāto iekārtu kvalitātes novērtēšanu.
GOST par sadurmetināšanas tehnoloģiju ieviesa relatīvu kārtību. Jebkurā gadījumā tas noveda pie PE cauruļu sadurmetināšanas tehnoloģijas vienveidības Krievijas Federācijas teritorijā. Bet problēmas palika.
SVARĪGS! GOST R 55276 kopā ar tradicionālo zemspiediena metināšanas režīmu (līdzīgi DVS 2207-1 un vecajiem Krievijas standartiem) legalizēja polietilēna cauruļu augstspiediena metināšanas režīmu, kas iepriekš tika izmantots tikai ASV. Šis režīms uzliek paaugstinātas prasības iekārtai, taču tas var ievērojami samazināt metināšanas cikla laiku.
SVARĪGS! GOST R 55276 diez vai ir piemērots tiešai lietošanai būvlaukumā, jo tas nav vērsts uz metinātāju, bet gan uz polietilēna cauruļu metināšanas tehnoloģiskās diagrammas izstrādātāju. SVARĪGS! GOST R 55276 neatrisināja ierobežojumu problēmu, no kuras cieta vecie Krievijas standarti, un līdz mūsdienām cieš visi ārvalstu standarti.
Pirmkārt, pieļaujamā gaisa temperatūras diapazons ir no +5 līdz +45°C, savukārt liela daļa Krievijas Federācijas teritorijas ir spiesta sākt metināšanu, kad purvi aizsalst. Otrkārt, cauruļu maksimālais sieniņu biezums ir 70 mm, savukārt faktiski ražoto cauruļu sienu biezums jau sen pārsniedzis 90 mm. Un, treškārt, cauruļu materiāls ir tikai tradicionāls zemspiediena polietilēns (ABPE) ar kausējuma plūsmas ātrumu vismaz 0,2 g / 10 min (pie 190/5), savukārt ražošanā jau sen tiek izmantots neplūstošs polietilēns. liela diametra caurulēm vidējs spiediens ar MFI zem 0,1 g/10 min (pie 190/5). Apstākļiem ārpus pārbaudītajām gaisa temperatūras un sienu biezuma robežām daži ražotāji ir aprēķinājuši polietilēna cauruļu metināšanas tehnoloģiju, ekstrapolējot spēkā esošos noteikumus, taču šī teorētiskā tehnoloģija vēl nav pārbaudīta ar ilgtermiņa pārbaudēm. Neplūstošām polietilēna kategorijām pat teorētiski nav cauruļu metināšanas tehnoloģijas. Rezultātā aptuveni 80% no visas metināšanas tiek veiktas Krievijā apstākļos, kas pārsniedz pārbaudītās tehnoloģijas ierobežojumus!
SVARĪGS! GOST R 55276 neatrisināja ierobežojumu problēmu, no kuras cieta vecie Krievijas standarti, un līdz šai dienai cieš visi ārvalstu standarti. Pirmkārt, pieļaujamā gaisa temperatūras diapazons ir no +5 līdz +45 ° С, savukārt liela daļa Krievijas Federācijas teritorijas ir spiesta sākt metināšanu, kad purvi sasalst.
Otrkārt, cauruļu maksimālais sieniņu biezums ir 70 mm, savukārt faktiski ražoto cauruļu sienu biezums jau sen pārsniedzis 90 mm. Un, treškārt, cauruļu materiāls ir tikai tradicionāls zemspiediena polietilēns (ABPE) ar kausējuma plūsmas ātrumu vismaz 0,2 g / 10 min (pie 190/5), savukārt ražošanā jau sen tiek izmantots neplūstošs polietilēns. liela diametra caurulēm vidējs spiediens ar MFI zem 0,1 g/10 min (pie 190/5). Apstākļiem ārpus pārbaudītajām gaisa temperatūras un sienu biezuma robežām daži ražotāji ir aprēķinājuši polietilēna cauruļu metināšanas tehnoloģiju, ekstrapolējot spēkā esošos noteikumus, taču šī teorētiskā tehnoloģija vēl nav pārbaudīta ar ilgtermiņa pārbaudēm. Neplūstošām polietilēna kategorijām pat teorētiski nav cauruļu metināšanas tehnoloģijas. Rezultātā aptuveni 80% no visas metināšanas tiek veiktas Krievijā apstākļos, kas pārsniedz pārbaudītās tehnoloģijas ierobežojumus!









Iepriekšējais
2
Trase.
Manuālo elektrofūzijas metināšanas iekārtu ražotāji
metināšanas tirgū lodēšanas mašīnas HDPE caurules ir vispieprasītākie šādu ražotāju produkti:
- Rotenbergers. Šis uzņēmums tika dibināts Vācijā 1949. gadā. Pēdējo gadu laikā uzņēmums ir spējis gūt ļoti lielus panākumus, kļūstot par vienu no vadošajiem metināšanas iekārtu ražotājiem. Produkti, kas ražoti ar Rothenberger zīmolu, izceļas ar augstāko iespējamo kvalitāti un visaugstāko uzticamības pakāpi.
- Ritmo. Itālijas uzņēmums Ritmo tika dibināts 1979. gadā. Mūsdienās tas pieder pie vadošo uzņēmumu kategorijas, kas nodarbojas ar polimēru un polimēru izstrādājumu apstrādi. Savā darbībā Ritmo pastāvīgi ievēro modernākos un stingrākos standartus.Uzņēmuma bizness ir ļoti augstā līmenī, un to var teikt par produkciju – Ritmo produkti izceļas ar daudzveidību, daudzpusību un augstāko kvalitāti.
- DĪTRONS. Uz vecāku analogu fona 1992. gadā dibinātā Čehijas uzņēmuma DYTRON produkti nešķiet nepietiekami kvalitatīvi - ar to viss ir kārtībā. Preču klāsts ir neparasti plašs – uzņēmums ražo gan manuālas, gan automātiskas iekārtas, kas ļauj savienot HDPE caurules. Turklāt modeļu klāsti nepārtraukti paplašinās un tiek papildināti, tāpēc šīs markas stendos atrast labu aprīkojumu nebūs problēmu. Tāpat ir vērts atzīmēt izlaisto ierīču atbilstību vismodernākajām prasībām.
Secinājums
Izvēloties ierīci HDPE cauruļu lodēšanai, ir jābalstās uz prasībām, kas saistītas ar konkrētu situāciju. Pareiza aprīkojuma izvēle ļaus izveidot uzticamu un ciešu savienojumu, kas var kalpot tikpat ilgi kā cietas caurules.
Kāds aprīkojums pastāv?
Metināšanas iekārta pēc konstrukcijas ir ierīce, kurā tiek apsildītas cauruļu daļas, tādējādi nodrošinot pastāvīgu savienojumu. Nav jāskaidro, ka plastmasas cauruļu metināšanai izmantotajai iekārtai būs atšķirīgs dizains nekā metāla cauruļu metināšanas iekārtai.
Līdz šim, uz Tirgū ir pieejamas divu veidu ierīces, ko izmanto polipropilēna cauruļu metināšanai:
- Mehāniskie metināšanas aparāti;
- manuāla metināšanas iekārta.
Ir vērts padomāt par pirmās izmantošanas iespēju gadījumos, kad ir nepieciešams apvienot savienojumus, pieliekot daudz pūļu, vai arī ir radies uzdevums uzstādīt caurules ar diezgan lielu diametru.
Manuālā plastmasas cauruļu metināšanas iekārta būs labākā izvēle, kad cauruļvadu plānots montēt pašu spēkiem un darbam paredzēts izmantot caurules, kas atšķiras pēc diametra.
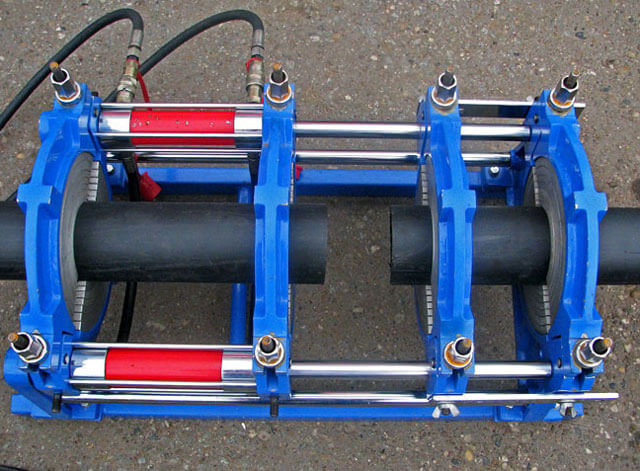
Mehāniskā metināšanas iekārta
 Konstrukcijas ziņā mehāniskais aparāts polipropilēna cauruļu metināšanai ir izgatavots atbalsta rāmja veidā, uz kura atrodas instrumentu bloks un hidrauliskais bloks. Kreisajā un labajā pusē ir rokturi, no kuriem katram ir pusgredzenu pāris. Rokturi ir atdalīti ar ieliktņiem, lai palīdzētu līdzsvarot spiedienu un centru. Iekšējā diametra ziņā tie neatšķiras no caurulēm, ar kurām strādāt.
Konstrukcijas ziņā mehāniskais aparāts polipropilēna cauruļu metināšanai ir izgatavots atbalsta rāmja veidā, uz kura atrodas instrumentu bloks un hidrauliskais bloks. Kreisajā un labajā pusē ir rokturi, no kuriem katram ir pusgredzenu pāris. Rokturi ir atdalīti ar ieliktņiem, lai palīdzētu līdzsvarot spiedienu un centru. Iekšējā diametra ziņā tie neatšķiras no caurulēm, ar kurām strādāt.
Ierīces konstrukcijā ir elektriskais trimeris, kura galvenais mērķis ir izlīdzināt cauruļu galus. Šī ierīce ir rotējošs disks, kas aprīkots ar abpusējiem nažiem, kam ir arī bloķēšanas mehānisms, kas nodrošina drošu darbību. Galvenais darba sildelements ir tērauda disks ar nepiedegošu pārklājumu, kura iekšpusē ir sildelementi. Daudzu šādu ierīču modeļu dizains bieži satur temperatūras regulatorus un temperatūras kontroles sensorus.
Manuālā metināšanas iekārta (dzelzs)
Ņemot vērā, ka parastajam patērētājam diez vai būs uzdevums ierīkot garus tīklus, viņam nevajadzētu pirkt apjomīgu metināšanas ierīci.
Lielākā daļa patērētāju cauruļu montāžai parasti izmanto tādu ierīci kā metināšanas gludeklis.Ja to vērtējam pēc dizaina un īpašībām darbībā, tad šajā ziņā tā maz atšķiras no tradicionālās sadzīves tehnikas. No tā īpašībām var atšķirt tikai atšķirīgu dizainu.
Tās dizaina galvenie elementi ir sildīšanas plāksne, termostats un ergonomisks rokturis. Uzmanīgi ieskatoties, sildīšanas plāksnē var atrast divus caurumus, kas nepieciešami, lai piestiprinātu sapārotus metināšanas elementus, kas atšķiras pēc diametra. Tie, pirmkārt, atšķiras ar teflona pārklājuma klātbūtni, pateicoties kuram plastmasa nelīp pie karstas virsmas.
Īpatnības
Izvēloties mašīnu PE cauruļu metināšanai, jums skaidri jāsaprot, kāds darbs ar to tiks veikts. Vēlamā aprīkojuma īpašības lielā mērā būs atkarīgas no metināšanas metodes, kuru plānojat izmantot visbiežāk.
Ir četras galvenās metodes polietilēna izstrādājumu lodēšanai.
- Sadurmetināšana - šī metode ir visizplatītākā, un tās pamatā ir apsildāmu cauruļu galu savienošana savā starpā vai armatūra, izmantojot īpašu metināšanas spoguli. Sadursavienojums ļauj iegūt diezgan kvalitatīvu savienojumu par pieņemamu aprīkojuma cenu, taču metode nav piemērota izstrādājumu savienošanai, kuru sieniņu biezums ir mazāks par 4,5 mm. Sadurmetināšanas izmantošanai nepieciešama rūpīga savienojamo virsmu tīrīšana, maksimāla precizitāte izstrādājumu apgriešanas procesā un pareiza spiediena pielikšana caurulēm to savienošanas laikā.
- Cauruļu pievienošana kontaktligzdai (vai savienojuma metode) ir uzticama, bet mazāk izplatīta un dārgāka metode, kuras pamatā ir izstrādājumu savienošana, izmantojot īpašu savienojumu.Ir arī iespējas savienot divas dažāda diametra caurules tieši viena ar otru. Šo metodi neizmanto cauruļvadu ieguldīšanai ārpus telpām.
- Cauruļu elektrofūzijas (vai termistora) metināšana - šī metode ir līdzīga savienošanai ligzdā, bet tajā izmantotā sakabe satur metāla sildelementu, kas veicina vienmērīgāku savienoto izstrādājumu un elektriskā savienojuma sildīšanu. Katram elektriskajam sajūgam ir īpašs svītrkods, kas kodē šim sajūgam nepieciešamos elektriskās strāvas parametrus, tāpēc šāda veida ierīces bieži vien ir aprīkotas ar svītrkoda skeneri. Termistora metode ir vēl uzticamāka (un dārgāka) par sakabes metodi, tāpēc to galvenokārt izmanto gadījumos, kad nepieciešams nodrošināt ļoti stabilu savienojumu (piemēram, ieliekot cauruļvadus biežu zemestrīču zonās). Šo metodi izmanto, lai savienotu caurules ar diametru 20 mm vai vairāk ar jebkuru sienu biezumu, un prasības tehnoloģisko parametru turēšanas precizitātei tajā ir daudz zemākas nekā ar sadurlodēšanu.
- Ekstrūzijas metināšana ir elektriskajai metināšanai līdzīga metode, kurā uzkarsētu polietilēnu caur speciālu ekstrūderu ievada metināšanas zonā, veidojot savienojumu starp caurulēm. Iegūtā savienojuma stiprība parasti nepārsniedz 80% no polietilēna stiprības, tāpēc ekstrūzijas metodi parasti izmanto galvenokārt cauruļu savienošanai ar citiem plastmasas izstrādājumiem un cauruļu ar diametru 630 mm vai lielāku uzstādīšanu vietās, kas nav ticamas. tikt pakļautam lielām slodzēm.


Veidi
Visas polietilēna metināšanas iekārtas sastāv no četriem galvenajiem moduļiem - ģeneratora (parasti darbojas pēc invertora principa ar transformatoru vai komutācijas barošanas avotu), jaudas regulēšanas moduļa, temperatūras regulēšanas moduļa un tehnoloģiskā bloka, kurā notiek pats pieslēgšanas process. notiek. Katra no četrām iepriekš apskatītajām metināšanas metodēm tiek veikta, izmantojot atbilstošu instrumentu.











Esošās mašīnas katram no 4 veidiem var iedalīt 3 kategorijās atbilstoši automatizācijas pakāpei.

Pusautomātiskās ierīces pēc izmantotā piedziņas veida iedala mehāniskās un hidrauliskās. Ierīcēs ar mehānisko piedziņu cauruļu centrēšanai un noturēšanai nepieciešamais spēks metināšanas procesā tiek radīts ar operatora palīdzību, tāpēc tās tiek izmantotas tikai strādājot ar caurulēm, kuru diametrs ir mazāks par 160 mm. Hidrauliskajai piedziņai operatoram nav jāpieliek spēks, un to izmanto jebkura diametra izstrādājumu metināšanai, ieskaitot tos, kas lielāki par 160 mm.


Vēl viens svarīgs metināšanas iekārtas raksturlielums ir cauruļu diametrs, ko tā var savienot, jo PE cauruļu standarta izmēri ir diapazonā no 16 līdz 1600 mm. Piemēram, dzīvokļu santehnikai parasti tiek izmantotas caurules ar diametru no 20 līdz 32 mm, bet maģistrālo cauruļvadu ierīkošanai jau var būt nepieciešama iekārta, kas spēj lodēt caurules ar diametru 90/315 mm vai vairāk.
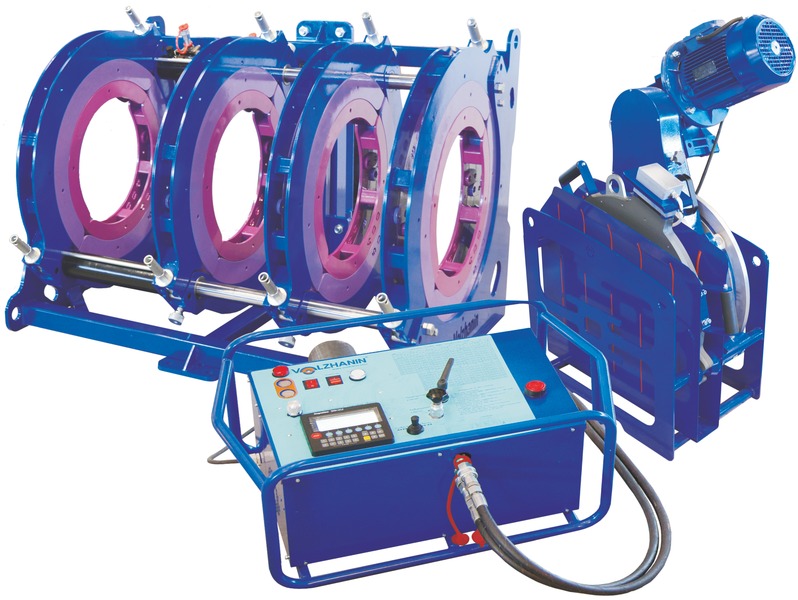
Šobrīd populārākās ierīces ir Georgs Fišers (Šveice), Rothenberger (Vācija), Advance Welding (Lielbritānija), Eurostandard, Technodue un Ritmo (Itālija), Dytron (Čehija), KamiTech un Nowatech (Polija).Ir arī Krievijas polietilēna metināšanas ierīču ražotāji, piemēram, Volžaņinas rūpnīca, kas ražo iekārtas sadurlodēšanai izstrādājumiem ar diametru no 40 līdz 1600 mm un elektrofūzijas ierīces, kas spēj savienot caurules ar diametru līdz 1200 mm.
Metināšanas instrumenta izvēles kritēriji
Izlemjot jautājumu par vēlamo metināšanas iekārtu klasi, vispirms ir jāpievērš uzmanība plānotā darba apjomam. Šeit ļoti svarīgi ir šādi parametri:
- Cauruļu diametru diapazons darbam.
- Elektrības patēriņš.
- Ierīces cena.
Jāatzīmē, ka starp šiem parametriem pastāv skaidra saistība. Tātad, palielinoties caurules ārējam diametram, ir jāņem vērā modeļi ar lielāku jaudu. Ir vispārpieņemts, ka jaudas indikatoram, kura mērvienība ir vati, jābūt 10 reizes lielākam par diametru, ko aprēķina milimetros. Citiem vārdiem sakot, ja ir paredzēts metināt caurules ar ārējo diametru 30 mm, varat aprobežoties ar modeli, kura jauda ir 300 vati. Ir vērts atzīmēt, ka norādītie skaitļi nav galīgi un precīzi, tāpēc šeit ir pieļaujamas kļūdas 30% robežās.
Tāpēc, ja metināšanas iekārtas modelim ir liels enerģijas patēriņš, tas ļauj īpašniekam metināt lielāka diametra caurules. Tomēr šāda aprīkojuma iegāde prasīs lielas izmaksas.
5 ELITECH SPT 800

Bagātīgs aprīkojums Valsts: Krievija (ražots Ķīnā) Vidējā cena: 1 638 rubļi. Vērtējums (2019): 4.5









Šo budžeta lodāmuru polipropilēna caurulēm var redzēt ne tikai iesācēju uzstādītāju, bet arī profesionāļu rokās.Modelis var darboties ar 6 cauruļu izmēriem, no 20 līdz 63 mm. Eksperti atzīmē augstas kvalitātes sprauslas, kas pārklātas ar teflonu. Ar 800 W sildītāja jaudu ierīce var ātri uzkarst līdz 300°C. Arī sildītājs diezgan ātri atdziest. Ražotājs savu produktu ir nokomplektējis ar 6 sprauslām, statīvu, uzticamu metāla korpusu un instrumentu komplektu (skrūvgriezis, sešstūra atslēga).
Analizējot patērētāju atsauksmes, ierīcei ir vairākas priekšrocības un trūkumi. No vienas puses, modelis ir pelnījis uzslavu par jaudu, ātru sildīšanu un dzesēšanu, gludām šuvēm, pieņemamu cenu. Sūdzības adresētas par neērto statīvu, trauslo korpusu, nekvalitatīvu teflona pārklājumu.
Polipropilēna cauruļu metināšanas iekārtu ražotāji, īss modeļu apskats.
Izvēloties jebkuru aprīkojumu, viens no noteicošajiem kritērijiem ir ražotāja reputācija. Un, lai gan mašīnas polipropilēna cauruļu manuālai metināšanai nevar saukt par pārāk sarežģītām un augsto tehnoloģiju ierīcēm, šajā jomā ir arī noteiktas iestādes.
Tātad par "trendsetters" šādu iekārtu ražošanā tiek uzskatīti "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort ierīces ir ne mazāk uzticamas un pieprasītas. Galvenais, lai iegādātā tehnika patiešām būtu oriģināla, nevis viltota, un tai ir pievienota ražotāja rūpnīcas garantija.
Nobeigumā tradicionāli neliels apskats par populāriem modeļiem un to vidējo cenu līmeni.
| Modeļa nosaukums, ilustrācija | Īss modeļa apraksts | Vidējais cenu līmenis, rub. (2016. gada aprīlis) |
|---|---|---|
"BRIMA TG-171", Vācija - Ķīna  | Jauda 750 W, metināšanas diametrs - līdz 63 mm, elektromehāniskais termostats, apkures temperatūra - līdz 300 °C. Iesildīšanās laiks - ne vairāk kā 15 minūtes. Komplektā seši uzgaļu pāri no 20 līdz 63 mm. | 3900 |
"ENCOR ASP-800", Krievija - Ķīna  | Jauda 800 W, metināšanas diametrs - līdz 63 mm, elektromehāniskais termostats, apkures temperatūra - līdz 300 °C. Stabils platformas statīvs. Komplektā ietilpst seši sprauslu pāri no 20 līdz 63 mm ar teflona pārklājumu. | 2200 |
Elitech SPT 1000, Krievija - Ķīna  | Aparāts ar cilindrisku sildelementu. Jauda - 1000 vati. Metināšanas diametrs - no 16 līdz 32 mm. Sūtījumā iekļauts sprauslu komplekts (4 diametri) ar teflona pārklājumu. Ergonomiska korpusa un roktura forma, kas ļauj strādāt grūti sasniedzamās vietās. Elektromehāniskais termostats. | 2700 |
"Sturm TW7219", Vācija - Ķīna  | Lieljaudas modelis - 1900 W, ar iespēju ieslēgt pilnu un pusi jaudu (viens vai divi sildelementi). Seši pāri ar teflonu pārklātu uzgaļu. Maksimālais metināšanas diametrs ir 62 mm. Uzsildīšanas laiks - apmēram 12 minūtes. Pagarināta piegādes pakete, kas neprasa papildu piederumu iegādi. | 3300 |
Dytron Polys P-1a, Čehija  | Augstas kvalitātes profesionālais aprīkojums. Jauda - 650 vati. Cilindrisks sildītājs ar augstas precizitātes kapilāro termostatu. Metināšanas diametrs - līdz 32 mm. Patentēti 3 diametra apavu tipa uzgaļi, pārklāti ar augstas kvalitātes zilu teflonu. Seši temperatūras iestatījumi. Automātiska aizsardzība pret pārkaršanu. Svars - tikai 1,3 kg, kas atvieglo darbu grūti sasniedzamās vietās. | 11200 minimālajā konfigurācijā - ierīce, statīvs un trīs sprauslas. |
Rothenberger ROWELD P 40T, Vācija  | Jauda - 650 vati.Maksimālais metināšanas diametrs ir 40 mm. Zobena formas sildītājs ar iespēju uzstādīt divus pārus uzmavu-stieņu. Komplektā ietilpst 4 uzgaļu pāri no 20 līdz 40 mm, augstas kvalitātes teflona pārklājums. Šīs ierīces īpašības - iebūvētais termostats ir īpaši izstrādāts polipropilēna caurulēm un ir ieprogrammēts augstas precizitātes stabilas temperatūras uzturēšanai 260 ° C. Ierīces masa ir 2,8 kg. | 14500 |
KERN metinātājs R63E, Vācija  | Profesionālās klases modelis. Salīdzinoši maza jauda, 800 W, un tajā pašā laikā - iespēja metināt caurules ar diametru līdz 63 mm. Iekļauti seši pāri ar teflona pārklājumu uzgaļiem. Augstas precizitātes elektroniska iestatītās temperatūras uzstādīšana ar mikroprocesora kontrolleri, digitālo displeju. | 13500 |
Nobeigumā - video par citu polipropilēna cauruļu metināšanas iekārtu
Sadurmetināšanas metode
Šī metode ļauj savienot polietilēna caurules ar metinājumu, izmantojot īpašu aprīkojumu sadurmetināšanai. Metinātā šuve (vai "savienojums") pēc stiepes izturības ir vienāda ar pašu polietilēna cauruli. Metinot ar apsildāmu instrumentu, tiek savienotas PE caurules ar diametru no 50 mm līdz 1600 mm ieskaitot. Standarta tehnoloģiskie metināšanas režīmi paredzēti darbam gaisa temperatūrā no -10°C līdz +30°C. Ja gaisa temperatūra ielā pārsniedz standarta temperatūras intervālus, tad, lai atbilstu tehnoloģiskajiem parametriem, polietilēna cauruļu metināšana jāveic nojumē. Spiediena HDPE cauruļu sadurmetināšana ir sadalīta divos galvenajos posmos: sagatavošanas darbi un pati metināšana. Sagatavošanas posms ietver:
- metināšanas iekārtu darbības pārbaude un sagatavošana darbam,
- metināšanas iekārtu novietošanas vietas sagatavošana,
- metināšanai nepieciešamo parametru izvēle,
- PE cauruļu nostiprināšana un centrēšana metināšanas iekārtas skavās,
- cauruļu vai detaļu metināto virsmu galu mehāniskā apstrāde.
Sagatavojot aprīkojumu, tiek izvēlēti ieliktņi un skavas, kas atbilst metināmās caurules diametram. Sildītāja un PE cauruļu apstrādes instrumenta darba virsmas ir jānotīra no netīrumiem un putekļiem. Iekārtas darbspēja tiek pārbaudīta metināšanas iekārtas mezglu un komponentu vizuālās pārbaudes laikā, kā arī kontroles iekļaušanas laikā. Metināšanas aparātā tiek pārbaudīta centralizatora kustīgās skavas vienmērīga darbība un facer darbība. Metināšanas iekārtu novietošana tiek veikta iepriekš sagatavotā un iztīrītā vietā vai cauruļvada trasē pēc tam, kad tajā ir uzglabātas PE caurules. Ja nepieciešams, metināšanas vieta tiek aizsargāta ar nojumēm, lai pasargātu to no nokrišņiem, smiltīm un putekļiem. Slapjā laikā uz koka vairogiem ieteicams uzstādīt metināšanas iekārtas. Un polietilēna caurules brīvo galu ieteicams aizvērt ar inventāra aizbāžņiem, lai metināšanas laikā caurules iekšpusē nebūtu caurvēja.
Metināto spiediena HDPE cauruļu un detaļu montāža, ieskaitot metināmo galu uzstādīšanu, centrēšanu un nostiprināšanu, tiek veikta metināšanas iekārtas centralizatora skavās. PE cauruļu metināšanas iekārtas skavas ir pievilktas tā, lai novērstu cauruļu slīdēšanu un pēc iespējas novērstu ovālumu galos.Sadurmetinot liela diametra PE caurules, jo tām ir pietiekami liels pašsvars, zem brīvajiem galiem tiek novietoti balsti, lai izlīdzinātu cauruli un novērstu caurules metinātā gala pārvietošanos. Metināšanas procesa secība:
- vispirms izmēriet spēku, kas nepieciešams, lai pārvietotu kustīgo skavu ar fiksētu cauruli,
- starp cauruļu galiem ir uzstādīts sildītājs, kas uzsildīts līdz vajadzīgajai temperatūrai,
- veikt pārplūdes procesu, piespiežot PE cauruļu galus pie sildītāja, radot nepieciešamo spiedienu,
- galus kādu laiku saspiež (saskaņā ar šīs polietilēna caurules metināšanas tehnoloģiju), līdz parādās primārais urbums ar augstumu no 0,5 līdz 2,0 mm,
- pēc primārā urbuma parādīšanās spiediens tiek samazināts un uzturēts tik ilgi, cik nepieciešams, lai uzsildītu cauruļu galus,
- pēc iesildīšanas procesa beigām centralizatora kustīgā skava tiek ievilkta 5-6 cm atpakaļ un sildītājs tiek noņemts no metināšanas zonas,
- pēc sildītāja noņemšanas pieskarieties polietilēna cauruļu galiem, radot nokrišņiem nepieciešamo spiedienu,
- nokrišņu spiedienu uztur tik ilgi, cik nepieciešams savienojuma atdzišanai, un pēc tam veic iegūtās metinājuma vizuālu pārbaudi, ņemot vērā ārējās urbuma izmēru un konfigurāciju,
- pēc tam atzīmējiet iegūto metinājumu.
Aparātu veidi
Saskaņā ar detaļu savienošanas principu metināšanas blokus iedala 2 veidos:
- elektrofūzijas savienojumam;
- kontaktligzdai un dibenam.
Saskaņā ar darbības principu visu veidu iekārtas ir sadalītas manuālās un mehāniskās. Jebkurai metināšanas iekārtai neatkarīgi no veida ir 4 galvenie bloki: ģenerators, temperatūras regulators, jaudas modulis un tehnoloģiskais bloks, kurā tiek savienotas detaļas.Pēdējam ir atšķirīga struktūra (atkarībā no metināšanas veida).
Rokasgrāmata
Manuālām maza izmēra metināšanas iekārtām ir plāksnes forma ar uzgaļiem HDPE detaļu galu nostiprināšanai. Lai savienotu sagatavotās virsmas, ir vajadzīgas cilvēka pūles, tāpēc caurules diametrs nedrīkst pārsniegt 125 mm. Mājas lietošanai tiek izvēlēta rokas ierīce, to ir visvieglāk apgūt, tai ir zema cena.
Mehānisks
Šīs ierīces ir paredzētas profesionāļiem. Tie ietver:
- centralizators ar uzgaļiem detaļu iespīlēšanai;
- gala griezējs ar uzasinātiem nažiem cauruļu apstrādei;
- sildelements (metināšanas spogulis);
- kompresijas ierīce.
Savienoto cauruļu saspiešanu nodrošina mehāniķis, tāpēc to diametrs ir neierobežots. Metināšana ar mehāniski darbināmu ierīci ir progresīvāka metode: tā atvieglo operatora darbu un padara savienojumu uzticamāku.
hidrauliskais
Hidrauliskajās iekārtās produktu saspiešanu veic ar hidraulisko piedziņu. Šādas ierīces ir paredzētas sadurmetināšanai, un tām ir 3 veidi:
- Rokasgrāmata. Visas darbības tiek veiktas manuāli. Tiek pielietoti cauruļvadu metināšanai ar vidēju un zemu spiedienu.
- Pusautomātisks. Manuālais darbs ietver tikai cauruļu ieklāšanu. Savienojums notiek automātiski.
- Automātiski. Visu vienības agregātu kustības no procesa sākuma līdz beigām kontrolē dators, operators tikai ievada nepieciešamos parametrus.
Mūsdienu mašīnas strādā ar augstu precizitāti. Viņi var nolasīt nepieciešamo informāciju no svītrkoda, kas uzdrukāts uz HDPE vai uz elektriskajām sakabēm, procesa beigās izsniedz atskaites protokolu, norāda uz kļūdām.
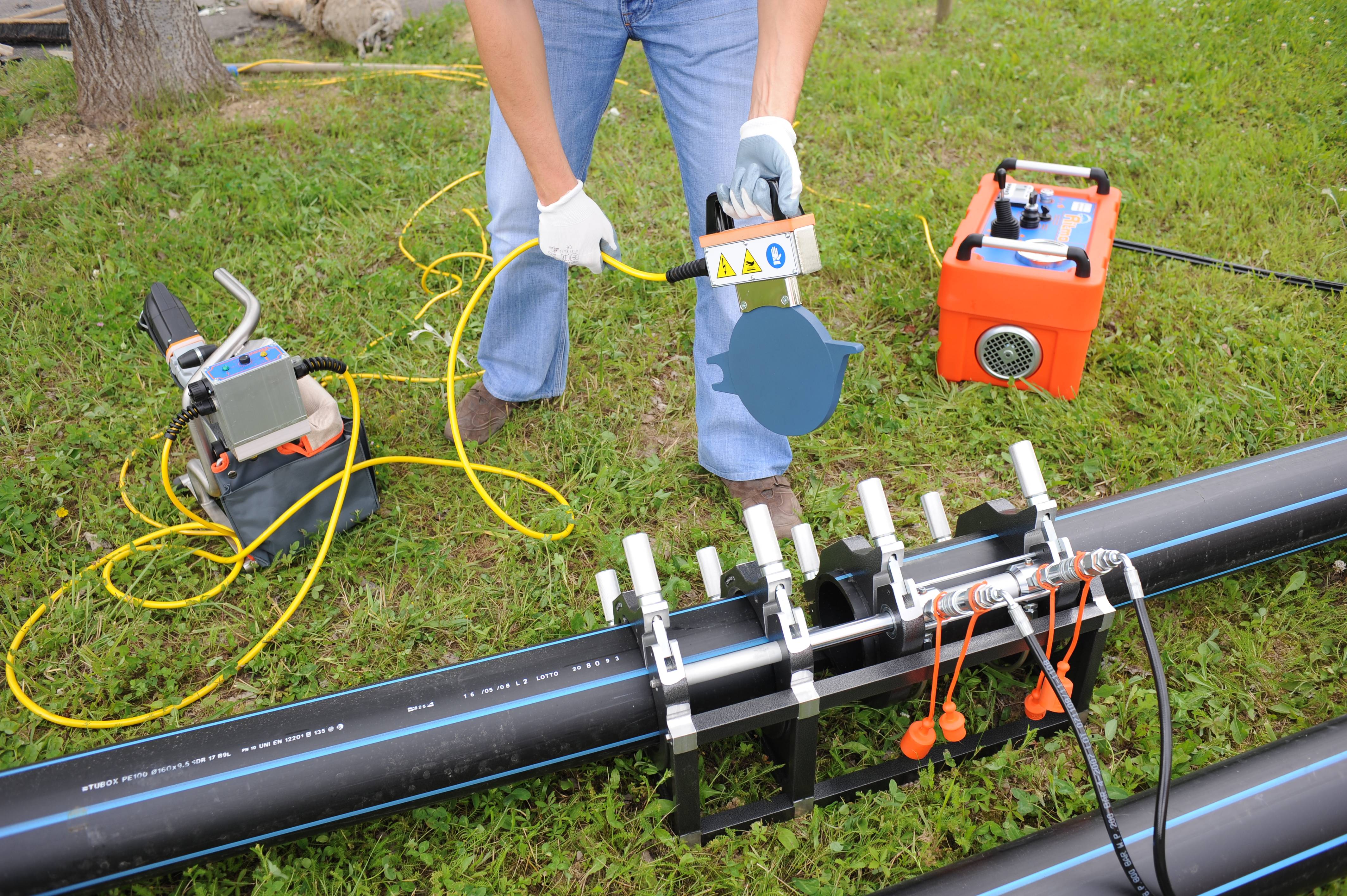
Elektrofūzijas iekārtas
 Elektrofūzijas metināšanas tehnoloģija ir šāda.Ražošanas stadijā katrā sakabē tiek ievietots sildelements no iekšējās virsmas ar diviem izvadiem uz tā ārējo virsmu.
Elektrofūzijas metināšanas tehnoloģija ir šāda.Ražošanas stadijā katrā sakabē tiek ievietots sildelements no iekšējās virsmas ar diviem izvadiem uz tā ārējo virsmu.
Savienojamās caurules tiek ievietotas sakabē. Ar speciālu kabeli tiek savienotas sakabes un metināšanas iekārtas izejas. Pēc tam sakabes iekšpusē esošais elements tiek uzkarsēts.










Sakarā ar to polipropilēna caurules sekcija un savienojums kūst sildelementa zonā. Kad ierīce ir izslēgta, notiek produkta savienoto daļu apgrieztā polimerizācija. Rezultāts ir monolīts savienojums.
var strādāt ar gandrīz jebkura diametra izstrādājumiem. Tie var metināt polipropilēna caurules, kā arī zemspiediena polietilēna (HDPE) izstrādājumus.
Galvenais elements ir mikroprocesors iekārta ar regulētu barošanas avotu. Tas saglabā metināšanas protokolu darbības uzraudzībai un ģenerē nepieciešamo strāvu, lai iegūtu nepieciešamo apkures temperatūru.
Noteiktā laikā, atkarībā no izstrādājuma diametra un citiem apstākļiem, tas izslēdz ierīci. Ierīce var darboties ārpus telpām temperatūras diapazonā -20…+60 °C.
Piemēram, Rothenberger ROWELD ROFUSE PRINT aparāts ar savu mazo svaru un izmēriem (maza kaste, kas sver aptuveni 20 kg) ļauj savienot HDPE un polipropilēna caurules ar diametru līdz 1200 mm.
Datus par tiem var ievadīt manuāli vai nolasīt no svītrkoda, ko ražotājs uzstādījis uz caurules. Ierīci ir viegli lietot, un tai ir detalizētas instrukcijas.
Kā izvēlēties pareizo ierīci?
Aparāti plastmasas metināšanai darbojas kā lodāmurs, un tos parasti iedala 2 veidos - manuālā un mehāniskā.
Manuāls aparāts
Apzīmē sildīšanas plāksni ar uzgaļiem cauruļu galiem un rokturim.Pēc darbības principa tas ir līdzīgs gludeklim un elektriskajam lodāmuram.

Nepieciešamas cilvēka pūles, lai saspiestu savienojamos produktus. Piemērots PE caurulēm, kuru diametrs nepārsniedz 12,5 cm. Attiecīgi tas nav piemērots liela apjoma darbiem, un ir vērts to izvēlēties lietošanai mājās.
Mehānisks
Mehāniskais lodēšanas aparāts ir atbalsta rāmis ar diskiem cauruļu nostiprināšanai un instrumentu bloku. Sildelements ar sildelementiem iekšpusē silda savienoto cauruļu galus, un mehānika nodrošina spēcīgu šo vietu saspiešanu.
To lieto tādu izstrādājumu metināšanai, kuri ir pakļauti lielai ekspluatācijas slodzei. Produktu diametrs ir neierobežots.
Profesionāļiem vajadzētu izvēlēties šo iespēju.
Noderīgi padomi, kā izdarīt pareizo izvēli:
Pievērsiet uzmanību iepakojumam
Ierīce ar atslēgu sprauslām ir piemērota darbam ar vienu, maksimāli diviem diametriem. Ja darba apjoms ir lielāks, izvēlieties aprīkojumu ar dažāda diametra sprauslām;
Vienības jauda
Profesionāļiem ir viens noslēpums. Iekārtas minimālo jaudu aprēķina pēc vienkāršas formulas - lielākais caurules diametrs, ar kuru jums jāstrādā, tiek reizināts ar 10.







Piemēram, ja gatavojaties mājās gatavot caurules ar diametru 50 mm, tad iekārtas minimālā jauda = 50 × 10 = 500W;
Kuru ražotāju izvēlēties?
Augstākais vērtējums ir Čehijas uzņēmumu produkcijai (piemēram, TM "Daitron"). Bet produktu cena - kodumiem. Tāpēc - kā alternatīvu - Turcijas ražotāji. Ir labi vietējās ražošanas modeļi.
Secinājumi un noderīgs video par tēmu
Salīdzinājums un noderīgi padomi metināšanas iekārtu izvēlei:
Šis video parāda soli pa solim pp cauruļu metinātāja montāžas procesu ar savām rokām:
Izvēlēties piemērotu metināšanas iekārtu polietilēna caurulēm nav tik grūti. Labāk ir dot priekšroku pazīstamu ražotāju produktiem pieņemamā cenu kategorijā. Stingri ievērojot metināšanas tehnoloģiju, var iegūt uzticamu savienojumu.
Pastāstiet mums par to, kā izvēlējāties metināšanas iekārtu polimēru cauruļvada montāžai mājās vai valstī. Kopīgojiet savas izvēles iemeslus. Lūdzu, atstājiet zemāk esošajā blokā, ievietojiet fotoattēlu par raksta tēmu, uzdodiet jautājumus.



